

13. Поперечная усадка при неполном проплавлении
Обычно полное проплавление сечения за один проход достигается только при небольшой толщине. При многопроходной сварке, а также при приварке деталей втавр или внахлестку сечение расплавляется не на всю толщину. В таком сварном соединении можно выделить несколько характерных зон (рис. 24).
Поперечные деформации пластины в этом случае аналогичны деформациям балки с наложенным на часть ее сечения поперечным швом. Всю толщину сечения можно разбить на 2 слоя: активный, в котором происходит поперечная усадка, как в пластине при полном проплавлении, и пассивный, препятствующий этой усадке. Как и в случае с балкой, можно вырезать до сварки заштрихованный фрагмент, устранить возникшую в нем поперечную усадку с помощью фиктивных сил P, вклеить фрагмент на прежнее место и снять фиктивные силы.
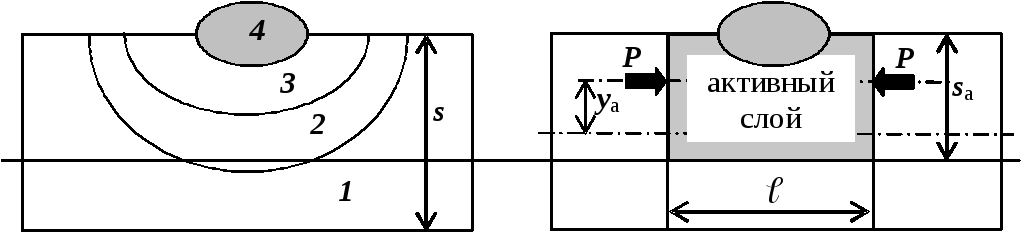
Рис.24. Сечение шва и схема поперечной усадки при неполном проплавлении: 1 – упругая зона, 2 – зона пластических деформаций, 3- высокотемпературная зона, 4 – шов.
Таким образом, поперечная усадка сварного соединения с неполным проплавлением
![]() ,
(31)
,
(31)
где поперечная усадка активной зоны Δа определяется так же, как при полном проплавлении.
На рис. 25 показаны результаты экспериментального определения поперечной усадки при наплавке валиков на различных режимах и на пластины различной толщины. Представлена зависимость коэффициента поперечной усадки A (см. формулу 27) от удельной погонной энергии сварки q0.
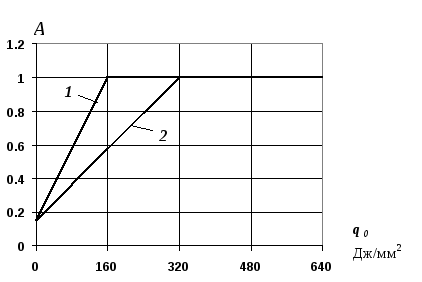
Рис.25. Коэффициент поперечной усадки при сварке в CO2 (1) и под флюсом (2)
Судя по этим данным, при полном проплавлении коэффициент A ≈ 1 не зависит от q0 (горизонтальные участки диаграмм на рис. 25). При уменьшении погонной энергии проплавление становится неполным и, согласно (31), поперечная усадка снижается, что соответствует наклонным участкам диаграмм на рис. 25. Сварка в CO2 дает более глубокое и узкую форму проплавления, поэтому горизонтальный участок диаграммы начинается при меньшем значении q0. Наклонные участки диаграмм можно описать формулой
![]() ,
(32)
,
(32)
где для сварки в CO2 A0 = 0,12; q2 = 171 Дж/мм2; для сварки под флюсом A0 = 0,1; q2 = 368 Дж/мм2.
Формулу (31) неудобно применять в расчетах, так как сложно определить толщину активной зоны sа. Для расчета усадки при неполном проплавлении удобнее пользоваться формулой (27), подставляя в нее значение A из формулы (32).
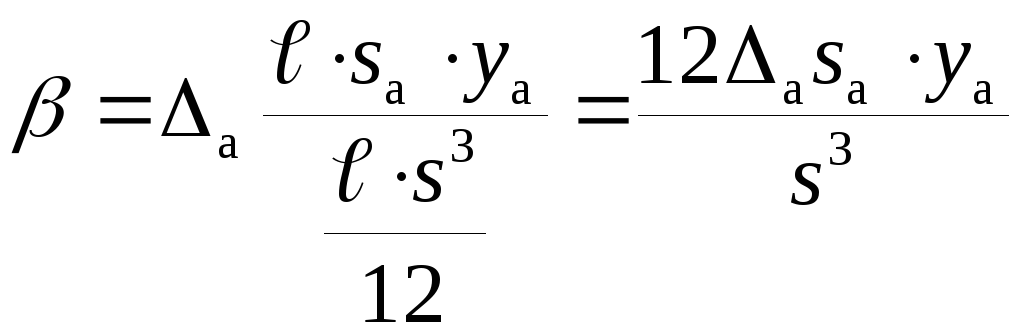
Кроме поперечной усадки возникает также взаимный поворот свариваемых пластин на угол β (угловая деформация), поскольку усадка со стороны сварки больше, чем с непроваренной обратной стороны пластины (см. рис. 4). Расчет проводится аналогично формуле (30):
 ,
где ℓ
– длина шва.
,
где ℓ
– длина шва.
Подставив значение sа из формулы (31), получим
![]() .
(33)
.
(33)
Эксцентриситет
активного слоя yа
зависит от введенной при сварке теплоты
q0.
При большой толщине и малой мощности
источника глубина проплавления мала и
эксцентриситет
близок к
половине толщины пластины yа
≈ s/2.
По мере роста q0
растут поперечная усадка Δпоп
и угловая деформация β. Однако при
дальнейшем росте q0
глубина проплавления приближается к
толщине сечения, что приводит к уменьшению
yа.
В результате вначале рост β замедляется,
а когда проплавление превышает половину
толщины пластины, начинается снижение
β. Однако yа
и β не уменьшаются до нуля даже при
полном проплавлении, так как нагрев и
поперечная усадка со стороны сварки
всегда больше, чем с обратной стороны
пластины (см. рис. 4). На рис.
26 приведена
зависимость отношения yа/s
от параметра
![]() ,построенная
по
экспериментальным
данным. Она может быть описана приближенной
формулой
,построенная
по
экспериментальным
данным. Она может быть описана приближенной
формулой
![]() .
(34)
.
(34)

Рис. 26. Относительный эксцентриситет поперечной усадки
Формулы (27) и (33) применимы и для случая однопроходной сварки с разделкой кромок. Однако необходимы зависимости параметров A и yа/s от формы разделки. Такие зависимости могут быть получены экспериментально или на основе расчетов МКЭ.
Важным для практики
является случай, когда к пластине
приваривают втавр ребро двумя угловыми
швами. Угловая деформация пластины
происходит как за счет усадки самой
пластины от неполного проплавления при
укладке каждого шва, так и от усадки
последнего из двух уложенных швов.
Характер зависимости угла β от катета
швов k
такой же, как при проплавлении пластины:
угол вначале растет, затем убывает. На
участке роста β зависимость может быть
описана приближенной эмпирической
формулой:
![]() ,
где угол β выражен в радианах.
,
где угол β выражен в радианах.