

Организация нормирование и КР
.pdfМинистерство транспорта Российской Федерации Федеральное агентство железнодорожного транспорта ГОУ ВПО «Дальневосточный государственный университет путей сообщения»
Кафедра «Экономика транспорта»
О.В. Кузнецова
ОРГАНИЗАЦИЯ, НОРМИРОВАНИЕ И ОПЛАТА ТРУДА
Методические указания и задания на выполнение курсового проекта
по дисциплине «Организация, нормирование и оплата труда» для студентов 4 курса ИИФО специальности 080502 «Экономика и управление на предприятии (ж.-д. транспорт)»
Хабаровск Издательство ДВГУПС
2008
1
PDF created with pdfFactory Pro trial version www.pdffactory.com
УДК 331:656.2(075.8) ББК У372-645я73
К 891
Рецензент:
Кандидат экономических наук, доцент кафедры «Экономика транспорта» Дальневосточного государственного университета путей сообщения,
В.В. Комарова
Кузнецова, О. В.
К 891 Организация, нормирование и оплата труда на железнодорожном транспорте : метод. указания на курсовой проект для студентов 4 курса специальности 080502 (ж.-д.) ИИФО / О. В. Кузнецова. – Ха- баровск : Изд-во ДВГУПС, 2008. – 55 с.
Методические указания соответствуют дисциплине «Организация, нормирование и оплата труда» по Государственному образовательному стандарту по направлению 080500 «Менеджмент» высшего профессио- нального образования специальности 080502 (ж.-д.) «Экономика и управ- ление на предприятии».
В методических указаниях рассмотрен порядок определения нормы за-
трат труда и организации оплаты труда основных массовых профессий железнодорожного транспорта.
Методические указания предназначены для выполнения студентами 4 курса ИИФО специальности 080502 «Экономика и управление на пред- приятии (ж.-д. тр-т)» курсового проекта по дисциплине «Организация, нор- мирование и оплата труда».
Отпечатано с авторского оригинала
УДК 331:656.2(075.8) ББК У372-645я73
© ГОУ ВПО «Дальневосточный государственный университет путей сообщения» (ДВГУПС), 2008
2
PDF created with pdfFactory Pro trial version www.pdffactory.com
ВВЕДЕНИЕ
Труд – основное и непременное условие человеческого бытия, ибо об- щество не может жить, не производя, так же как не потребляя. Целесооб- разная и полезная обществу деятельность людей, в процессе которой они
при помощи орудий труда воздействуют на элементы природы и создают необходимые потребительские стоимости – средства существования, со- ставляют понятие процесса труда.
Однако процесс труда нуждается в организации, которая призвана способствовать не только получению экономического эффекта, но и раз- витию человека.
Организация труда призвана обеспечить создание благоприятной про- изводственной обстановки и социального климата, условий для всесто- роннего гармоничного развития каждого работника.
Нормирование труда – это определение необходимых затрат времени на производство единицы продукции в разных организационно-техниче- ских условиях.
Проблемы нормирования труда в последние годы объективно выдви-
нулись на первый план и являются одним из важных элементов системы управления персоналом организации.
Связано это прежде всего с необходимостью повышения эффективно- сти использования трудового потенциала работников, оптимизации их численного и профессионального состава и своевременной корректиров- кой требований к персоналу исходя из условий рынка.
Работодатель как собственник средств производства (или части их)
стремится извлечь максимальную прибыль от их применения посредством рационального использования труда работника с минимальными издерж- ками, в том числе оптимальной численностью персонала, минимальными
затратами рабочего времени при обеспечении высокого качества товара (услуг). Вот почему в странах с развитой экономикой на ряде фирм (их подразделений) создаются программы по нормированию труда, представ- ляющие собой взаимоувязанные мероприятия, направленные на макси-
мальное использование трудового потенциала всех работников путей расширения сферы нормирования, обеспечения высокого качества норм и нормативов, поддержания их на необходимом уровне.
Естественно, что в этих условиях возрастают требования к организации нормативно-исследовательской работы на предприятии, к качеству уста- навливаемых норм затрат труда, их прогрессивности, обоснованности, на- пряженности, темпу труда, а также к составу и квалификации специали- стов соответствующих служб и структур управления персоналом.
У работника, регулирующего свои трудовые способности, повышается интерес в более эффективном использовании рабочего времени, в работе
3
PDF created with pdfFactory Pro trial version www.pdffactory.com
по оптимальным напряженным нормам, в темпе, соответствующем моти- вации трудовой деятельности, и вознаграждению за нее.
Один из мощных рычагов повышения эффективности производства – заработная плата. Премия, являясь составной частью заработной платы,
позволяет наиболее полно использовать принципы личной и коллективной материальной заинтересованности для повышения эффективности произ- водства, роста производительности труда, улучшения качества продукции, рационального использования рабочего времени и экономичного расходо- вания материалов, топлива, электроэнергии.
Нормирование труда, его организация и оплата играют решающую роль в повышении производительности труда – важнейшего фактора сни- жения себестоимости продукции и роста массы прибыли. В условиях жест- кой конкуренции выигрывают предприятия, где организация труда и произ- водства достигает боле высокого уровня.
В соответствии с учебным планом студенты 4 курса ИИФО специально- сти «Экономика и организация железнодорожного транспорта» должны выполнить курсовой проект по дисциплине «Организация, нормирование и оплата труда». Курсовой проект состоит из трех разделов:
1.Типовая организация рабочего места токаря. Проектирование нормы времени на токарную обработку аналитически-расчетным способом.
2.Проектирование нормы времени на машинно-ручной процесс анали- тически-исследовательским способом.
3.Организация оплаты труда в бригаде.
4
PDF created with pdfFactory Pro trial version www.pdffactory.com
РАЗДЕЛ I
1.ТИПОВАЯ ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ТОКАРЯ. ПРОЕКТИРОВАНИЕ НОРМЫ ВРЕМЕНИ НА ТОКАРНУЮ ОБРАБОТКУ АНАЛИТИЧЕСКИ-РАСЧЕТНЫМ СПОСОБОМ
Задание
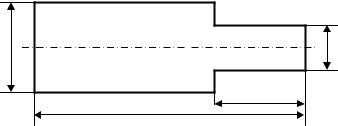
Спроектировать рабочее место токаря при выполнении операции «Об- работка валика» на токарном станке IK-62 в условиях мелкосерийного производства. Заготовки поставляются на рабочее место один раз в сме- ну. На основе расчетов составить карту организации рабочего места.
Спроектировать технически обоснованную норму времени на обработку валика (рис. 1).
Исходные данные приведены в табл. 1 и 2. Паспортные данные станка представлены в табл. 3.
1 |
2 |
d |
d |
l2 l1
Токарная обработка детали проводится резцами из быстрорежущей стали, сечением 20×20, вылет резца 50 мм, стойкость резца при работе с охлаждением 60 мин. Обработка детали производится в самоцентрирую- щем патроне. Материал заготовки – сталь: δ = 75км/мм2, γ = 7,85 г/см3.
5
PDF created with pdfFactory Pro trial version www.pdffactory.com
Таблица 1
Исходные данные
Показатель |
|
Варианты (последняя цифра шифра) |
|
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
0 |
||
|
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Диаметр заготовки Д, мм, если предпоследняя циф- |
|
|
|
|
|
|
|
|
|
|
|
ра шифра: |
|
|
|
|
|
|
|
|
|
|
|
1, 2, 3, 4, 5 |
69 |
77 |
68 |
56 |
59 |
57 |
48 |
67 |
62 |
50 |
|
6, 7, 8, 9, 0 |
68 |
65 |
60 |
81 |
72 |
64 |
76 |
58 |
69 |
56 |
|
Длина заготовки L, мм, если предпоследняя цифра |
|
|
|
|
|
|
|
|
|
|
|
шифра: |
|
|
|
|
|
|
|
|
|
|
|
1, 2, 3, 4, 5 |
110 |
106 |
136 |
134 |
116 |
142 |
132 |
156 |
114 |
125 |
|
6, 7, 8, 9, 0 |
115 |
138 |
140 |
125 |
132 |
120 |
107 |
104 |
102 |
118 |
|
Диаметр готового валика d1, мм, если предпослед- |
|
|
|
|
|
|
|
|
|
|
|
няя цифра шифра: |
|
|
|
|
|
|
|
|
|
|
|
1, 2, 3, 4, 5 |
65 |
72 |
62 |
50 |
53 |
53 |
44 |
61 |
55 |
44 |
|
6, 7, 8, 9, 0 |
62 |
61 |
55 |
75 |
66 |
60 |
72 |
54 |
64 |
51 |
|
Диаметр готового валика d2, мм, если предпослед- |
|
|
|
|
|
|
|
|
|
|
|
няя цифра шифра: |
|
|
|
|
|
|
|
|
|
|
|
1, 2, 3, 4, 5 |
60 |
66 |
57 |
45 |
47 |
49 |
37 |
55 |
50 |
38 |
|
6, 7, 8, 9, 0 |
57 |
56 |
50 |
70 |
60 |
54 |
65 |
48 |
58 |
45 |
|
Длина детали после обработки l2, мм, если предпо- |
|
|
|
|
|
|
|
|
|
|
|
следняя цифра шифра: |
|
|
|
|
|
|
|
|
|
|
|
1, 2, 3, 4, 5 |
100 |
95 |
120 |
125 |
104 |
130 |
121 |
140 |
102 |
112 |
|
6, 7, 8, 9, 0 |
102 |
126 |
130 |
118 |
122 |
110 |
96 |
95 |
90 |
108 |
|
6 |
|
|
|
|
|
|
|
|
|
|
|
PDF created with pdfFactory Pro trial version www.pdffactory.com
Окончание табл. 1
Показатель |
|
Варианты (последняя цифра шифра) |
|
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
0 |
||
|
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Длина ступени l1, мм, если предпоследняя цифра |
|
|
|
|
|
|
|
|
|
|
|
шифра: |
|
|
|
|
|
|
|
|
|
|
|
1, 2, 3, 4, 5 |
46 |
51 |
43 |
28 |
29 |
45 |
27 |
25 |
42 |
40 |
|
6, 7, 8, 9, 0 |
38 |
48 |
47 |
37 |
35 |
33 |
41 |
40 |
38 |
34 |
|
Количество деталей в партии Ng, шт. |
15 |
10 |
14 |
15 |
11 |
8 |
10 |
12 |
10 |
11 |
|
Таблица 2
Исходные данные
Показатель |
|
Варианты (последняя цифра шифра) |
|
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
0 |
||
|
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Затраты времени на переналадку оборудования |
|
|
|
|
|
|
|
|
|
|
|
tn, мин |
35 |
27 |
42 |
30 |
37 |
25 |
34 |
40 |
38 |
29 |
|
Суммарное время выполнения работы, не преду- |
|
|
|
|
|
|
|
|
|
|
|
смотренной заданием tнр, мин |
10 |
22 |
15 |
18 |
28 |
16 |
10 |
20 |
25 |
14 |
|
Расстояние от стены до рабочего места, мм |
630 |
600 |
610 |
640 |
620 |
650 |
600 |
620 |
610 |
600 |
|
Размер прохода между рабочими местами, мм |
600 |
650 |
710 |
630 |
640 |
700 |
650 |
600 |
720 |
670 |
|
Расстояние между соседними рабочими местами |
|
|
|
|
|
|
|
|
|
|
|
по ширине, мм |
600 |
640 |
610 |
600 |
600 |
630 |
620 |
600 |
610 |
620 |
|
|
|
|
|
|
|
|
|
|
|
7 |
|
PDF created with pdfFactory Pro trial version www.pdffactory.com
|
|
|
|
|
|
|
|
|
|
|
Таблица 3 |
|
|
|
|
Паспортные данные станка |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Показатель |
|
|
|
|
Паспортные данные |
|
|
|
|
|||
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
|
8 |
9 |
10 |
11 |
n |
12,5 |
16 |
20 |
25 |
|
3,5 |
40 |
|
80 |
100 |
125 |
160 |
2Mкр |
260 |
260 |
260 |
260 |
|
260 |
260 |
|
195 |
156 |
124 |
98 |
n |
200 |
250 |
315 |
400 |
|
500 |
530 |
|
1000 |
1250 |
1600 |
2000 |
Sпрод |
0,07 |
0,074 |
0,084 |
0,097 |
|
0,11 |
0,12 |
|
0,13 |
0,14 |
0,15 |
0,17 |
|
0,195 |
0,21 |
0,23 |
0,26 |
|
0,28 |
0,30 |
|
0,34 |
0,39 |
0,43 |
0,47 |
|
0,52 |
0,57 |
0,61 |
0,7 |
|
0,78 |
0,87 |
|
0,95 |
1,04 |
1,14 |
1,21 |
|
1,41 |
1,56 |
1,74 |
1,9 |
|
2,08 |
2,28 |
|
2,42 |
2,80 |
3,12 |
3,48 |
|
3,80 |
4,16 |
|
|
|
|
|
|
|
|
|
|
Sпопер |
0,035 |
0,037 |
0,042 |
0,048 |
|
0,05 |
0,06 |
|
0,065 |
0,07 |
0,075 |
0,085 |
|
0,097 |
0,105 |
0,115 |
0,13 |
|
0,14 |
0,15 |
|
0,17 |
0,185 |
0,215 |
0,235 |
|
0,26 |
0,285 |
0,305 |
0,35 |
|
0,39 |
0,435 |
|
0,475 |
0,52 |
0,57 |
0,605 |
|
0,705 |
0,78 |
0,87 |
1,04 |
|
1,14 |
1,21 |
|
1,4 |
1,56 |
1,74 |
1,9 |
|
2,08 |
|
|
|
|
|
|
|
|
|
|
|
В табл. 3 приняты следующие обозначения:
n – число оборотов шпинделя станка в минуту; 2Mкр – двойной крутящий момент, кг-м;
Sпрод – продольная подача резца на один оборот, мм/об.; Sпопер – поперечная подача резца на один оборот, мм/об.
8
PDF created with pdfFactory Pro trial version www.pdffactory.com
Максимальное допустимое усилие резания станка Р = 1300 кг. Эффективная мощность станка Nэ = 8 кВт.
Во всех вариантах наружное точение производится по 5-му классу чис- тоты, а подрезка торцов – по 6-му классу.
Перечень и порядок выполнения переходов при обработке детали в самоцентрирующем патроне приведены в табл. 4.
Таблица 4
Технологическая карта обработки валика в самоцентрирующем патроне
Номер |
Переход |
Приспособления |
|
перехода |
|||
|
|
||
1 |
2 |
3 |
|
|
|
Патрон трехку- |
|
1 |
Установить заготовку в патроне |
лачковый, ключ |
|
|
|
торцевой |
|
2 |
Подрезать торец (t = 1 + 2 мм) |
Резец подрезной |
|
|
Проточить заготовку до диаметра d1 + 1 мм |
Резец проход- |
|
3 |
ной, упорный, |
||
|
на длину l2 + (5 + 6) мм (грубая обработка) |
штангенциркуль |
|
|
|
||
4 |
Проточить заготовку до диаметра d1 на |
То же |
|
длину l + (5 + 6) мм (чистая обработка) |
|
||
|
|
||
5 |
Проточить заготовку до диаметра |
- // - |
|
d2 + (1 + 2) мм на длину l1 (грубая обработка) |
|
||
|
|
||
6 |
Проточить заготовку до диаметра d2 на |
- // - |
|
длину l1 (чистовая обработка) |
|
||
|
|
||
7 |
Отрезать деталь на длину l2 + 0,4 мм |
Отрезной резец, |
|
штангенциркуль |
|||
|
|
||
8 |
Изъять технологическую прибыль из па- |
Ключ торцевой |
|
трона и установить деталь в патроне |
|
||
|
|
||
9 |
Подрезать деталь в размер l2 |
Подрезной резец, |
|
штангенциркуль |
|||
|
|
||
10 |
Снять деталь и уложить в ящик |
Ключ торцевой |
9
PDF created with pdfFactory Pro trial version www.pdffactory.com

Методические указания
1. ТИПОВАЯ ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ТОКАРЯ
А. Определение характера организации рабочего места
Организация рабочего места начинается с его специализации, т. е. оп- ределения производственного профиля данного рабочего места и закреп- ления за ним обработки однотипных деталей, сгруппированных по призна- ку технологической однородности, сложности, точности обработки, сходст- ва конфигурации. Проведение специализации рабочего места позволит оснастить его наиболее производительным оборудованием, сократить время на подготовку к работе, использовать наиболее эффективные тру- довые приемы (табл. 5).
Таблица 5
Характер специализации рабочих мест
Количество наимено- |
Тип производства, |
Характер |
|
ваний деталей, |
|||
к которому относится |
специализации |
||
закрепленных за |
|||
рабочее место |
рабочего места |
||
рабочим местом |
|||
|
|
||
1 |
Массовое |
Специальное |
|
От 2 до 10 |
Крупносерийное |
Специализированное |
|
От 10 до 20 |
Серийное |
То же |
|
Свыше 20 |
Мелкосерийное |
Универсальное |
|
Закрепления нет |
Единичное |
То же |
Специализация рабочего места характеризуется коэффициентом:
Кс = 1 − |
tn |
, |
|
||
|
Тсм |
|
где tn – затраты времени на переналадку оборудования в течение смены, мин; Тсм – продолжительность смены, Тсм = 480 мин.
Для количественной оценки разделения труда определяется коэффи- циент разделения труда:
=− tнр
Кp 1 Тсм ,
где tнр – суммарное время выполнения рабочим не предусмотренной зада- нием работы в течение смены, мин.
10
PDF created with pdfFactory Pro trial version www.pdffactory.com