

ДЕТАЛИ МАШИН
.pdf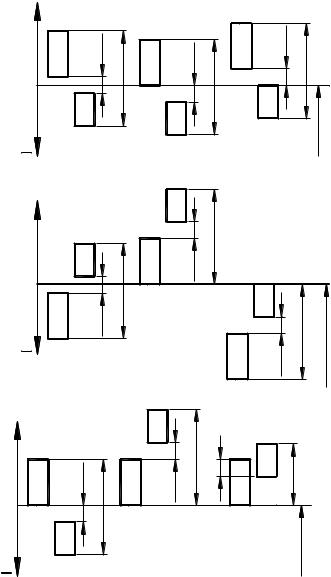
размеров отверстия и вала. При графическом изображении поля допус- |
||||||||||||||||||
ков отверстия и вала перекрываются полностью или частично. |
|
|
||||||||||||||||
Переходные посадки характеризуются наибольшими зазорами Smax |
||||||||||||||||||
и наибольшими натягами Nmax : |
|
|
|
|
|
|
|
|
|
|
|
|||||||
Smax Dmax dmin , |
|
|
|
|
|
|
|
|
|
|
|
(7.3.17) |
||||||
Nmax dmax Dmin |
|
|
|
|
|
|
|
|
|
|
|
(7.3.18 |
||||||
или |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Smax ES ei, |
|
|
|
|
|
|
|
|
|
|
|
|
|
(7.3.19) |
||||
Nmax es EI . |
|
|
|
|
|
|
|
|
|
|
|
|
|
(7.3.20) |
||||
|
|
|
7.3.2. Системы допусков и посадок |
|
|
|
|
|
||||||||||
Так как характер соедине- |
+ |
|
|
Посадки с зазором |
|
|
||||||||||||
ния сопрягаемых деталей оп- |
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
Smin |
|
|||||||||
ределяется |
относительным |
|
TD |
Smin |
Smax |
|
|
Smin |
|
TD |
Smax |
|||||||
расположением |
полей |
допус- |
|
|
TD |
max |
||||||||||||
0 |
|
|
||||||||||||||||
ков отверстия и вала, то одну и |
|
|
|
|
|
|
S |
|
|
|
||||||||
|
|
|
|
|
|
|
|
Td |
|
|||||||||
ту же посадку можно при раз- |
|
Td |
|
|
Td |
|
|
|
||||||||||
личных |
расположениях |
полей |
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
d |
||||||||
допусков относительно |
нуле- |
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||
вой линии, синхронно изменяя |
|
|
|
|
|
Посадки с натягом |
||||||||||||
положения |
полей |
|
допусков |
+ |
|
|
|
|
Td |
max |
|
|
|
|||||
обеих |
сопрягаемых |
деталей |
|
|
|
|
|
|
|
|||||||||
относительно |
|
последней |
|
|
|
|
|
|
|
N |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
(рис. 7.3.4). |
Из |
этого |
следует, |
|
Td |
|
|
TD |
min |
|
|
|
|
|||||
можно |
получать |
разнообраз- |
0 |
|
|
|
|
|
N |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||||||
ные посадки, изменяя положе- |
|
TD |
Nmin |
Nmax |
|
|
|
|
|
Td |
|
|||||||
ния только поля допуска от- |
|
|
|
|
|
|
|
Smax |
||||||||||
верстия (рис. 7.3.5) или только |
|
|
|
|
|
|
TD |
min |
||||||||||
поля допуска вала (рис. 7.3.6). |
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
S |
d |
|||||||
Деталь, |
у |
которой |
поло- |
|
|
|
|
Рис. 7.3.4 |
|
|||||||||
|
|
|
|
|
|
|
||||||||||||
жение поля допуска не зави- |
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
Td |
|
|
|
|
|
|||||||
сит от вида посадки, |
назы- |
+ |
|
|
|
|
|
max |
|
|
|
|
||||||
вают основной деталью. Это |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
N Smax |
|
Td |
|
||||||||
может |
быть |
отверстие |
или |
|
|
|
|
|
|
|
|
|
||||||
|
TD |
Smin |
Smax |
|
TD |
Nmin |
TD |
Nmax |
||||||||||
вал, имеющие любое основ- |
0 |
|
||||||||||||||||
|
|
|
||||||||||||||||
ное отклонение. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Таким образом, основ- |
|
|
Td |
|
|
|
|
|
|
|
|
|
||||||
ная деталь – это деталь, по- |
|
|
|
|
|
|
Рис. 7.3.5 |
|
|
d |
||||||||
ле допуска которой является |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
343 |
|
|
|
|
|
|
|
|
|
|


Посадки выбирают в зависимости от назначения и условий работы |
||
оборудования и механизмов, их точности, условий сборки. При этом |
||
необходимо учитывать и возможность достижения точности при раз- |
||
личных методах обработки изделия. |
|
|
Допуски отверстия и вала в посадке не должны отличаться более чем |
||
на 2 квалитета. Больший допуск, как правило, назначают дляотверстия. |
||
7.3.3. Посадки колец подшипников качения на вал и в корпус |
|
|
Многолетней практикой применения подшипников установлено, |
||
что соединение с валом или корпусом колец, вращающихся относи- |
||
тельно нагрузки, должно осуществляться обязательно с натягом, ис- |
||
ключающим проворачивание и обкатывание кольцом сопряженной де- |
||
тали. При недостаточном натяге и циркуляционном нагружении между |
||
кольцом и посадочной поверхностью может появиться зазор в разгру- |
||
женной зоне, что приводит к обкатыванию кольцом сопряженной по- |
||
верхности, ее развальцовке, контактной коррозии, истиранию, сниже- |
||
нию точности вращения и разбалансировке. |
|
|
Посадки неподвижных относительно нагрузки колец, назначают |
||
более свободными, допускающими наличие небольшого зазора, так как |
||
обкатывание кольцами сопряженных деталей в этом случае не происхо- |
||
дит. Нерегулярное проворачивание невращающегося кольца порядка |
||
одного оборота в сутки полезно, так как при этом изменяется положе- |
||
ние его зоны нагружения, что способствует повышению долговечности |
||
подшипника. Кроме того, такое сопряжение облегчает осевые переме- |
||
щение колец при монтаже, при регулировании зазоров в подшипниках и |
||
при температурных деформациях. |
|
|
Посадки подшипников отличаются от обычных (рис. 7.8) располо- |
||
жением и значением полей допусков на посадочные поверхности колец. |
||
Подшипник является стандартным комплектующим изделием, не под- |
||
лежащим в процессе сборки дополнительной доводке. Требуемые по- |
||
садки в соединении колец с сопрягаемыми деталями получают назначе- |
||
нием соответствующих полей допусков на диаметры вала или отвер- |
||
стия в корпусе. |
|
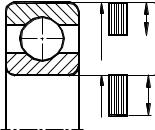
m 0 |
Поле допуска на диаметр отверстия внут- |
|
|
|
lD |
|
реннего кольца Ldm располагают не вверх от ну- |
m |
|
D |
|
|
левой линии (не «в плюс», как у отверстия, вы- |
|
0 |
полненного по H (рис. 7.3.7)), а вниз («в минус») |
|
|
(рис. 7.3.9). Этим гарантируют получение натя- |
dm |
Ldm |
гов в соединениях внутреннего кольца валами, |
|
|
имеющими поля допусков k, m и n. |
Рис. 7.3.9 |
|
351 |
|
|