

2.4 Определение положения отливки при заливке формы
Выбор положения отливки при заливке является очень важным при литье в песчаные формы.
Отливка представляет собой тело сложного контура с тремя сквозным отверстиям и имеет выступы по сторонам. Наиболее технологичным расположением отливки в форме является такое, когда вертикальная ось отливки совпадает с разъемом формы.
В нижней части формы располагаем более выступающие части детали с целью повышения качества отливок (рисунок 2.1).
Разъем модели и формы обеспечивает удобство формовки, установки стержня. Поверхность разъема обеспечивает минимальное искажение базовых поверхностей.
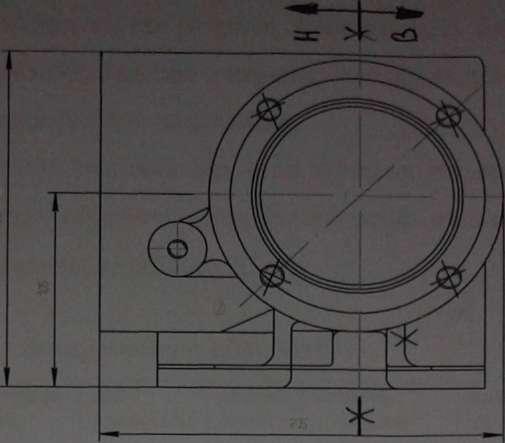
Рисунок 2.1 — Эскиз отливки
Модельный комплект состоит из 2 частей и является наиболее простым, что уменьшает его стоимость и упрощает технологию формовки.
При определении поверхности разъема формы руководствовались следующими положениями:
-форма и модель, по возможности, должны иметь одну поверхность разъема, желательно плоскую горизонтальную, удобную для изготовления и сборки формы;
-модель должна свободно извлекаться из формы;
-всю отливку, если позволяет ее конструкция, нужно располагать в одной (преимущественно в нижней) полуформе в целях исключения перекосов;
-при формовке в парных опоках следует стремиться к тому, чтобы высота формы была минимальной.
2.5 Припуски на механическую обработку
Припуски на механическую обработку предусматриваются на всех поверхностях, подлежащих механической обработке.
Величина припуска зависит: от материала отливки, от способа формовки от положения отливок в форме при ее заливке, сложности и размеров отливки.
Так припуски на верхних частях отливки должны быть больше, чем на нижних и боковых поверхностях, так как в верхних частях скапливается шлак, частицы формовочной смеси и газовые включения..
Требования по точности отливки для всех сплавов регламентируются, припуски на механическую обработку проектируемой отливки, согласно рекомендации [9], представлены в таблице 2.2.
Таблица 2.2 Припуски на механическую обработку
|
номин. размер, мм |
класс точности |
степень коробления |
шероховатость, Ra, мкм |
ряд припусков |
общий допуск мм |
степень точности поверхности отливки |
класс точности массы отливки |
припуск, мм |
|
213 |
11 |
6 |
50 |
8 |
3,6 |
12 |
10 |
4,0 |
|
182 |
5,6 |
2,0 | ||||||
|
102 |
5,0 |
2,0 |
Отверстия диаметром до 20мм в серийном производстве не делают литыми, а высверливают. Углубления также подвергаются механической обработки, а не льются.
2.6 Определение литейных уклонов и галтелей
Вертикальные стенки отливки, для того чтобы обеспечить извлечение модели из формы и стержня без повреждений, делаются с формовочными уклонами. Формовочные уклоны модельных комплектов для получения отливок в песчаных формах регламентирует ГОСТ 3212-80.
Острые углы модели при извлечении из формы могут способствовать осыпанию формовочной смеси, что приводит к браку отливок. Так как острые углы готовой отливки, являются концентратами напряжений, а это может привести к порче детали и выхода ее из строя. Чтобы этого не происходило, при конструировании отливки, между сопряженными поверхностями выполняют округления называемые галтелями.
Литейные уклоны предназначены для бесперебойного удаления модели
из формы. Уклоны также создают условия для направленного затвердевания отливки. Уклоны выбираем по [10, таб. 1]. Уклоны наружных поверхностей 3 градуса в сторону увеличения размеров.
При конструировании модели отливки нужно учитывать, что острые углы модели при извлечении из формы могут способствовать осыпанию формовочной смеси, что приводит к браку отливок. Так как острые углы готовой отливки, являются концентратами напряжений, а это может привести к порче детали и выхода ее из строя. Чтобы этого не происходило, при конструировании отливки, между сопряженными поверхностями выполняют галтелями.
Величина радиусов закруглений в местах переходов от одних сечений к другим в значительной степени определяет качество радиусов закруглений. При маленьких радиусах закругления это ведет к трещинам. А если большая величина - к появлению усадочных раковин.
У данной модели размер галтели не менее 2мм. Неуказанные литейные радиусы 3-5мм.