

Агрегатно-поточный способ производства
При этом способе форма и изделие передвигаются к технологическим постам при помощи кранов или рольгангов. Основными постами являются: подготовительный, формовочный, тепловой обработки и распалубки изделий. На подготовительном выполняют очистку форм и оснастки, сборку разъемных форм и их смазку, укладку в формы арматурных каркасов, сеток и закладных деталей, укладку и натяжение стержней для предварительно напряженных изделий, подачу форм на формовочный пост.
На формовочном производят укладку и уплотнение бетонной смеси, отделку поверхностей. Продолжительность формования зависит от вида формуемых изделий и составляет 5-20 мин. На посту тепловой обработки происходит твердение бетона, после чего формы с изделиями извлекают из камеры и подают их на распалубку.
На участке распалубки и остывания выполняют распалубку изделий, их осмотр, исправление дефектов, декоративную отделку, приемку ОТК, транспортирование на склад и возвращение форм на подготовительный пост.
Агрегатно-поточный способ рекомендуется для мелкосерийного производства на заводах малой и средней мощности. Он позволяет быстро осуществлять переналадку оборудования. Им формуют плиты перекрытий и покрытий, колонны, сваи, фундаментные блоки, трубы, шпалы.
Конвейерный способ производства
При конвейерном способе производства формы перемещаются с помощью передаточных устройств с заданной скоростью в принудительном ритме движения. Тепловые агрегаты являются частью конвейерного кольца. Конвейерная технология применяется на выпуске однотипных изделий: панелей стен, плит перекрытий и др. На постах конвейерной линии последовательно выполняют следующие операции: подготовку формы, укладку в нее арматуры, бетонной смеси, распределение и уплотнение бетонной смеси, подачу в камеру тепловой обработки непрерывного действия, тепловую обработку, распалубку и осмотр готового изделия.
Стендовый и кассетный способы производства
По стендовой технологии формование и твердение изделий выполняются на стендах без перемещения. Перемещаются материалы и формующее оборудование от одной формы к другой. Эта технология целесообразна для изготовления крупногабаритных конструкций: ферм, балок и др.
При кассетном способе формования изделия изготавливаются в разъемных групповых формах в вертикальном положении. В них же происходит и твердение изделий. Этот способ применяют для изготовления панелей перекрытия, перегородок.
39.Коррозия арматурной стали в бетоне
Одним из существенных недостатков железобетона является коррозия арматурной стали. Она носит преимущественно электрохимический характер и протекает на границе металл — раствор электролита.
Поровое пространство бетона частично заполнено водой с растворенными в ней солями, щелочами, газами, т.е. является электролитом, способным проводить электрический ток. Свободная часть заполнена воздухом. По современным представлениям металл состоит из ион-атомов Ме+, связанных с электронами е, способных перемещаться внутри кристаллической решетки от одного атома к другому. Преодолеть электростатическое притяжение электронов, вырваться из кристаллической решетки и оторваться от поверхности металла ион-атом может только при наличии необходимой энергии. Эта энергия возникает в результате реакции гидратации (рис. 7.1).
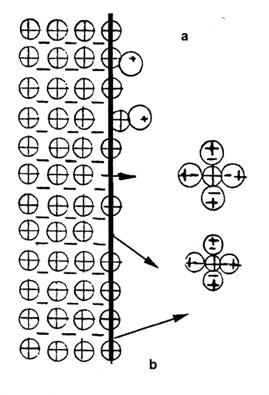 Рис.
7.1. Схема
гидратации и перехода в раствор ионов
металла:
ab — линия поверхности металла
Рис.
7.1. Схема
гидратации и перехода в раствор ионов
металла:
ab — линия поверхности металла
Электроны не переходят в раствор, и на поверхности металла остается их эквивалентное количество:
Ме•е + nН2O —> Mе + nН2O = е.
На границе металл - электролит образуется равновесный двойной слой из отрицательных электрических зарядов на поверхности металла и положительных ионов раствора (рис. 7.2) с возникновением между ними разности потенциалов.
Коррозионный процесс заключается в растворении металла. Избыточные электроны на поверхности металла ассимилируются ионами, атомами или молекулами электролита (деполяризаторами), которые при этом восстанавливаются:
е + D —> De.
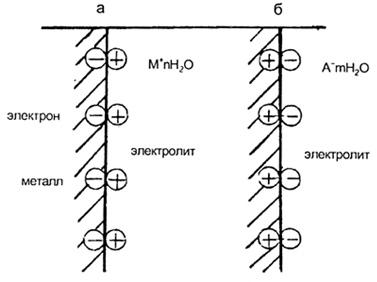 Рис.
7.2. Схема
двойного слоя:
а — при выходе иона металлов в раствор;
б — при выходе катиона из раствора на
металл
Рис.
7.2. Схема
двойного слоя:
а — при выходе иона металлов в раствор;
б — при выходе катиона из раствора на
металл
Коррозия возможна при наличии деполяризации металла. Участок металла, который растворяется, называется анодом, а на котором происходит разряд избыточных электронов, — катодом. Анодный и катодный процессы в результате проводимости металла и электролита могут существовать раздельно на разных участках поверхности металла. При нехватке энергии гидратации для разрыва связи между ион-атомами и электронами на поверхности металла адсорбируются катионы из раствора, и поверхность металла приобретает положительные заряды, которые с ионами раствора также образуют двойной слой (рис. 7.2 б). Устанавливается равновесие, коррозии не происходит.
Анодная реакция арматурной стали в бетоне представляет собой реакцию окисления железа с переходом двухвалентного железа в водный раствор с освобождением двух электронов:
Fe0 —> Fe2 + 2е.
Катодная реакция в бетоне в сильно щелочной среде протекает с кислородной деполяризацией. Кислород восстанавливается и превращается в присутствии воды в ион-гидроксил:
1/2O2 + Н2O + 2е = 20Н-.
Для защиты арматуры в железобетоне следует ограничить поступление к ней в первую очередь кислорода воздуха и воды. Эту функцию выполняет защитный слой бетона толщиною 10-20 мм и более.
рН поровой жидкости бетона составляет 12-14. Кислотообразующие газы нейтрализуются щелочными составляющими бетона. На поверхности стали образуется нерастворимая пленка, которая находится в пассивном состоянии, и коррозии не будет. При рН меньше 11,8 происходит окисление железа с образованием Fе2O3 и Fe3O4. Продуктом коррозии может быть ржавчина.
Ускоряют коррозию стали ионы Cl- и SO2-4 поровой жидкости, которые повышают коррозионную активность и разрушают защитную пленку на арматуре.
Предотвратить коррозию можно способами, обеспечивающими рН поровой жидкости бетона выше 11,8. Плотность бетона должна быть такой, чтобы в течение всего срока эксплуатации конструкций защитный слой не был нейтрализован кислыми газами и жидкостями.