

zhunusov_umk_proektir_predpriyatii_2011 (1)
.pdfгде Врh -годовой фонд времени работы оборудования, ч; |
v - скорость |
|
конвейера, м/ч; а - коэффициент, учитывающий |
уменьшение времени работы |
|
конвейера при переходе от одного изделия к |
другому; L + ∆l — расстояние |
|
между осями двух смежных изделий, включая толщину |
разделительных |
|
перегородок между ними, м; V — объем одного изделия, м3.
Расчет и выбор теплотехнического оборудования. Тепловая обработка осуществляется в ямных, туннельных (щелевых) камерах, вертикальных камерах, кассетах, автоклавах, под колпаками. Камеры делятся на камеры пропаривания периодического и постоянного действия. Выбор метода тепловой обработки зависит от способа изготовления изделий, типа конструкций, марки и вида бетона. Режим тепловой обработки железобетонных изделий состоит из предварительного выдерживания до подачи пара, подъема температуры до
принятого |
уровня |
изотермического |
прогрева |
при |
наивысшей |
принятой |
температуре, |
охлаждения. Предварительное выдерживание |
необходимо |
для |
|||
благоприятного развития процессов гидратации цементов и формирования
начальной структуры |
бетона. Длительность предварительного выдерживания |
не постоянна, зависит |
от активности цемента, В/Ц, подвижности бетонной |
смеси. Продолжительность предварительного выдерживания составляет 1 ...5ч. При подъеме температуры необходимо обеспечение плавного и равномерного
подъема во избежание значительных температурных перепадов в изделии. |
||||
Оптимальной температурой изотермического |
прогрева при исполь- |
|||
зовании |
портландцемента |
является80 ... 85 °С, |
при |
использовании |
шлакопортландцемента и пуццоланового цементов — 90 ... 95 ° С. |
|
|
|||
Назначение режимов тепловой обработки производится с учетом актив- |
|||||
ности цементов при пропаривании по"Рекомендациям по тепловой обработке |
|||||
тяжелого бетона с учетом активности цемента при пропаривании". |
|
||||
Для конвейерной схемы производства применяют туннельные, щелевые и |
|||||
вертикальные камеры пропаривания. |
|
|
|
|
|
При проектировании предприятий рекомендуются: для |
конвейерных |
||||
линий большой производительности — щелевые камеры, для линий со средней |
|||||
производительностью |
— бескамерная термообработка в |
термоформах с |
|||
пакетировщиком. |
Щелевые |
камеры |
непрерывного |
действия |
бывают |
горизонтальные и полигональные. |
|
|
|
|
|
Горизонтальные щелевые камеры представляют собой туннель длинойL |
|||||
= 100 ... 120 м. Ширина туннеля В = 5 ... 7 м из расчета одно-два изделия на |
|||||
каждой форме-вагонетке. Высота камеры составляет Н = 1,0 ... 1,17 м. В камере |
|||||
помещается 17 ... 27 вагонеток с изделиями. По длине камера разделена на зоны |
|||||
подъема температуры среды, изотермической выдержки и охлаждения. Длина |
|||||
камер определяется производительностью конвейеров и продолжительностью |
|
|||||
тепловой |
обработки. Компоновка |
камер |
зависит |
от |
принятой |
схемы |
конвейерных линий. Количество щелевых камерN непрерывного действия |
|
|||||
подсчитывается по формуле |
|
|
|
|
|
|
41

где t — время, затрачиваемое на тепловую обработку, ч; Кисп — коэффициент использования объема камер, Кисп — 0,9; nф — количество форм вагонеток в камере; nя — число ярусов в камере; Рс — ритм конвейера, мин.
При проектировании для правильного выбора типа камер и режимов их работы необходимы следующие характеристики работы камер: коэффициент оборачиваемости камер, коэффициент использования камер. Коэффициент оборачиваемости камер Коб определяется по формулеKoб = 24/τц), где 24 — количество часов в сутках, ч; τц — цикл работы камеры, ч.
Коэффициент использования объема камер
где n — количество изделий, загруженных одновременно в камеру, шт.; Vизд
— объем одного изделия, м3; Vк — объем камеры, м3.
При проектировании можно принимать следующие значения коэффициента использования объема ямных камер: для панелей перекрытий — 0,22 ...
0,35; для лестничных площадок — 0,14 ... 0,23.
Камеры щелевые полигонального типа имеют меньшие торцовые теплопотери, но снабжены сложной системой толкателей.
Литература : 1осн. [31-41], доп. 1 Контрольные вопросы:
1.Расчет теплотехнического оборудования.
2.Выбор теплотехнического оборудования.
3.Горизонтальные щелевые камеры.
4.Щелевые камеры полигонального типа.
5.Тепловая обработка.
Лекция №8. Компоновка |
основного |
производства. |
|
|
|
||||
Основные цехи заводов железобетонных изделий размещают преиму- |
|
||||||||
щественно в типовых унифицированных пролетах производственного здания. |
|
||||||||
Длина пролета определяется обычно из условия размещения технологического |
|
||||||||
оборудования |
и |
необходимости |
устройства |
различных |
площадок |
д |
|||
складирования вспомогательных материалов и ремонта оборудования. При |
|
||||||||
выборе высоты цеха учитывают возможность извлечения изделий из кассет и |
|
||||||||
других вертикальных форм, а также расстояние от верха транспортных эстакад |
|
||||||||
до низа кабины мостового крана. В |
каждом из пролетов цеха обычно |
|
|||||||
размещают |
одну |
или |
две |
технологические |
линии |
по |
производ |
||
железобетонных изделий. В формовочном цехе завода оборудуют |
также |
|
|||||||
площадки для складирования арматурных изделий и закладных ,деталей |
|
||||||||
отделочных материалов и утеплителя, резервных форм и оснастки, текущего |
|
||||||||
ремонта, оснащают |
стенд для испытания готовых изделий. |
|
|
|
|||||
Выбор технологии изготовления железобетонных изделий определяется |
|
||||||||
формой изделий, их массой и размерами, а также видом и классом(маркой) |
|
||||||||
бетона и их армированием. Существуют различные методы производства |
|
||||||||
железобетонных изделий. |
|
|
|
|
|
|
|
||
Однако, несмотря на различие в способах, в состав практически любой |
|
||||||||
технологической линии |
входят |
формировочный агрегат, машина или |
обору- |
|
|||||
42
дование для уплотнения бетонной смеси, камера тепловлажностной обработки, посты распалубки, отделки и доводки изделий, чистки и смазки форм, армирования, склады полуфабрикатов и отделочных материалов, площадки для ремонта форм и другие посты. Технологические линии могут также оснащаться распалубочными машинами и оборудованием для раскрытия бортов ,форм оборудованием для чистки форм, отделочными, шлифовальными и моечными машинами.
При решении компоновки главного корпуса завода нужно выполнять следующие основные требования: соблюдать поточность изготовления -из делий, непрерывность производственного процесса и последовательность выполнения рабочих операций; исключать встречные и пересекающиеся технологические потоки при изготовлении изделий; обеспечивать минимальные капитальные затраты, идущие на изготовление изделий, и удобство работы на технологических линиях. Внутрицеховой транспорт должен обеспечивать своевременную доставку на промежуточные склады арматурных изделий и закладных деталей, бетонной смеси, различных вспомогательных и отделочных материалов, используемых в технологическом процессе.
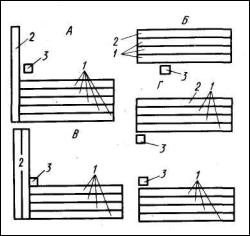
Арматурный цех завода располагают обычно в продольном пролете, идущем параллельно пролетам формовочного цеха, или в поперечном пролете с торца формовочного цеха и в соответствии с санитарными нормами отделяют от главного цеха стеной (рис. 1).
Рис. 1. Компоновочные схемы главных производственных корпусов заводов железобетонных изделий:
А - завод железобетонных изделий крупнопанельного домостроения производительностью 140 тыс.м2 полезной площади в ; годБ - завод железобетонных изделий производительностью100 тыс.м3 в год; В — завод железобетонных конструкций для промышленного строительства - произ водительностью 100 тыс.м3 в год; Г- завод железобетонных изделий для сельскохозяйственного строительства производительностью 68 тыс.м3 в год; 1 - формовочный цех; 2 - арматурный цех; 3 -бетоносмесительный цех
Бетоносмесительный цех может располагаться у торца формовочного цеха, у середины и непосредственно над ним, когда бетонная смесь под дей-
43
ствием собственной массы и ленточных конвейеров поступает непосредственно в бетоноукладчики формовочных постов.
На компоновку оборудования формовочных цехов завода оказывают
существенное влияние место расположения бетоносмесительного цеха и способ |
|
||||||
доставки |
бетонной |
смеси |
к |
постам |
формования. Бетонная |
смесь |
из |
бетоносмесительного цеха может подаваться в формовочные пролеты по
рельсовым путям с помощью самоходных бадей, ленточных конвейеров или |
|
||||||||||||
самоходных бетоно раздатчиков. |
|
|
|
|
|
|
|
|
|
||||
При стендовом способе производства стенды |
обычно |
располагают |
в |
||||||||||
пролете в две или несколько полос. Арматурные изделия и закладные детали |
|
||||||||||||
для изделий складывают в непосредственной близости отстендов. Бетонная |
|
||||||||||||
смесь, которая доставляется из бетоносмесительного цеха по бетоновозной |
|
||||||||||||
эстакаде, расположенной в торце пролета, перегружается сначала в самоходные |
|
||||||||||||
бадьи для транспорта ее вдоль цеха, |
затем поступает в бетонораздатчик, |
|
|||||||||||
обслуживающий стенд, или непосредственно доставляется к стенду с помощью |
|
||||||||||||
самоходного бетонораздатчика. |
|
|
|
|
|
|
|
|
|
||||
Производство |
железобетонных |
изделий по агрегатно-поточной техно- |
|
||||||||||
логии связано с большой загруженностью мостовых кранов цеха, так как вдоль |
|
||||||||||||
всех технологических постов формы с будущими изделиями транспортируются |
|
||||||||||||
мостовым краном. При проектировании этой технологии следует рационально |
|
||||||||||||
спланировать работу внутрицехового транспорта и исключить встречные и |
|
||||||||||||
пересекающиеся технологические потоки. |
|
|
|
|
|
|
|
||||||
При конвейерном способе производства железобетонных |
изделий |
в |
|||||||||||
пролете цеха по ширине обычно размещают два конвейера, которые могут |
|
||||||||||||
иметь два или три яруса по высоте. На верхнем ярусе конвейера, располо- |
|
||||||||||||
женном в уровне пола цеха, размещают различные технологические посты, а |
|
||||||||||||
также камеру |
|
предварительной |
|
тепловой |
обработки. В |
нижних |
ярусах |
|
|||||
конвейера размещают щелевую камеру тепловлажностной обработки изделий. |
|
||||||||||||
Арматурные изделия поступают из арматурного цеха в формовочный с |
|
||||||||||||
помощью |
самоходной |
тележки |
и |
затем транспортируются к местускла |
|||||||||
дирования мостовым краном. Бетонная и растворная смеси доставляются из |
|
||||||||||||
бетоносмесительного цеха, расположенного в торце пролета, поочередно с |
|
||||||||||||
помощью ленточного конвейера и поступают в бункера-накопители для бетона |
|
||||||||||||
и раствора. Из них смесь выдается в бетоно- и раствороукладчик формовочного |
|
||||||||||||
поста конвейера. Для вывоза готовых изделий на склад в цехах используют |
|
||||||||||||
самоходные |
тележки |
СМЖ-216А |
|
и |
СМЖ-151 |
грузоподъемностью |
|
||||||
соответственно |
10 |
и 20 |
т. Для вывоза |
длинномерных |
изделий |
применяют |
|
||||||
тележку |
с |
прицепом |
СМЖ-154. |
При |
компоновке |
формовочных цехов |
|
||||||
необходимо рационально размещать санитарно-техническое оборудование, |
|
||||||||||||
оборудование |
электроснабжения |
и |
автоматики, санузлы. Вентиляционное |
|
|||||||||
оборудование обычно размещают в цехе на сантехнической площадке, которую |
|
||||||||||||
оборудуют |
в |
торце |
формовочного |
. цехаПлощадка |
с |
вентиляционным |
|
||||||
оборудованием может быть устроена над бетоновозной эстакадой. Иногда |
|
||||||||||||
вентиляционное оборудование размещают непосредственно на полу цеха. Для |
|
||||||||||||
расположения |
|
транспортных |
|
подстанций |
используют |
|
площади |
|
|||||
44
бетоновозной эстакадой. Санитарные узлы располагают обычно в торцах формовочных пролетов. Решение компоновки главного корпуса завода должно предусматривать возможность реконструкции производственных цехов и дальнейшего расширения завода, которая обычно осуществляется пристройкой дополнительных пролетов к существующему производственному зданию, либо строительством отдельно стоящих формовочных цехов с вновь возводимыми бетоносмесительными цехами.
Литература: 1осн. [46-57], доп. 1 Контрольные вопросы:
1.Предпосылки механизации.
2.Предпосылки автоматизации.
3. Техническая |
|
эффективность |
внедрения |
средств |
автоматизации |
|
||||
механизации. |
|
|
|
|
|
|
|
|
|
|
4. Экономическая |
эффективность |
внедрения |
средств |
автоматизации |
и |
|||||
механизации. |
|
|
|
|
|
|
|
|
|
|
5. Контроль качества изделий. |
|
|
|
|
|
|
|
|||
Лекция №9. Механизация, автоматизация и контроль производства. |
|
|||||||||
Механизация, автоматизация и контроль производства.Под |
механизацией |
|
||||||||
технологических процессов понимают применение энергии неживой природы |
|
|||||||||
при выполнении технологических операций, полностью управляемых людьми, |
|
|||||||||
осуществляемое в целях сокращения трудовых |
затрат, улучшения |
условий |
|
|||||||
труда и повышения производительности. Механизация направлена на перевод |
|
|||||||||
отдельных ручных операций обработки изделий или других вспомогательных |
|
|||||||||
операций на обслуживание устройствами, управляемыми операторами. При |
|
|||||||||
механизации |
функции рабочего |
сводятся только к управлению ,работой |
|
|||||||
контролю качества и регулированию инструмента и оборудования. |
|
|
||||||||
Под автоматизацией технологических процессов понимают применение |
|
|||||||||
энергии неживой природы для выполнения этих процессов или их составных |
|
|||||||||
частей |
и |
управления |
ими |
без |
непосредственного |
участия, |
|
|||
осуществляемое с целью повышения качества выполнения операций и производительности, сокращения затрат ресурсов, улучшения условий труда, повышения качества производимых изделий. При автоматизации человек
освобождается |
от |
непосредственного |
выполнения |
функций |
управления |
|||||
технологическими |
процессами. Эти |
функции |
передаются |
специальным |
||||||
управляющим |
устройствам. |
Роль работника |
сводится |
к |
наблюдению и |
|||||
контролю |
за |
работой технологического инструмента и оборудования, их |
||||||||
наладке, |
к |
включению и |
выключению |
станка, автомата, |
линии, |
смене |
||||
инструмента и его наладке.
Различают следующие виды механизации и автоматизации: первичная и
вторичная, частичная и полная, единичная и комплексная. |
|
||||
Под |
первичной |
механизацией |
или |
автоматизацией |
понимают |
механизацию или автоматизацию техпроцессов, в которых до их проведения использовалась только энергия человека. Вторичная - когда до их проведения использовалась также и энергия неживой природы.
45
Под частичной механизацией или автоматизацией понимают такие |
|
||||||||||
действия, при которых часть затрат энергии людей заменена затратами энергии |
|
||||||||||
неживой природы. При полной механизации и автоматизации затраты энергии |
|
||||||||||
людей полностью заменены затратами энергии неживой природы. |
|
|
|||||||||
Единичная механизация или автоматизацияэто частичная или полная |
|
||||||||||
механизация или автоматизация одной составной части техпроцесса, исключая |
|
||||||||||
управление комплекса. При комплексной механизации или автоматизации |
|
||||||||||
осуществляют частичную или полную механизацию или автоматизацию двух |
|
||||||||||
или более первичных составных частей техпроцесса. |
|
|
|
||||||||
Технологические предпосылки автоматизации требуют определенной |
|
||||||||||
технологической подготовки, которая включает унификацию и типизацию |
|
||||||||||
технологических |
процессов, |
технологической |
оснастки |
и |
оборудования, |
|
|||||
стандартизацию и нормализацию конструкций выпускаемых изделий с целью |
|
||||||||||
разработки групповых техпроцессов, повышения уровня технологичности. |
|
||||||||||
Техническая и экономическая эффективность внедрения средств |
|
||||||||||
автоматизации и механизации зависит от уровня технологической подготовки и |
|
||||||||||
организации |
производства, |
стабильности |
|
качества |
сырья, материалов, |
|
|||||
технологических параметров. |
|
|
|
|
|
|
|
|
|||
Основное условие автоматизируемости технологических процессов- |
|
||||||||||
поточность |
|
изготовления |
|
изделий, типизация |
и |
интенсификация |
|
||||
технологических процессов, а также соответствие методов автоматизации |
|
||||||||||
характеру производства. |
|
|
|
|
|
|
|
|
|
||
Поточность производства изделия - это последовательное расположение |
|
||||||||||
рабочих позиций инструмента для выполнения операций в соответствии с |
|
||||||||||
принятым технологическим процессом. Такое расположение рабочих позиций |
|
||||||||||
исключает встречное движение средств механизации или автоматизации при |
|
||||||||||
перемещении предмета труда и сокращает протяженность пути и времени. |
|
||||||||||
Типизация и унификация применяемых технологических процессов |
|
||||||||||
позволяет значительно сократить номенклатуру технологического инструмента |
|
||||||||||
и оборудования, упорядочить число технологических операций и переходов. |
|
||||||||||
Типизация технологических процессовэто группирование обрабатываемых |
|
||||||||||
изделий по общим технологическим признакам: общности формы, размеров, |
|
||||||||||
свойств, параметров техпроцесса. |
|
|
|
|
|
|
|
||||
В условиях серийного и даже крупносерийного производства решить |
|
||||||||||
проблему эффективной автоматизации без типизации невозможно из-за низкой |
|
||||||||||
загрузки |
оборудования, |
частой |
его |
переналадки. Применение |
типовых |
|
|||||
унифицированных процессов создает возможность для разработки типовых |
|
||||||||||
загрузочных |
устройств, |
существенного |
|
сокращения |
их |
количества |
и |
||||
соответственно затрат при проектировании и изготовлении. |
|
|
|
||||||||
Концентрация операций в результате их объединения в одном |
|||||||||||
технологическом устройстве |
|
позволяет |
сократить |
число |
промежуточных |
||||||
операций, например, многократного закрепления и ориентации заготовки в |
|
||||||||||
пространстве. Концентрация и интенсификация технологических процессов не |
|
||||||||||
должна влиять на их устойчивость. Техпроцесс считается устойчивым, если |
|
||||||||||
допустимые |
технологическими |
условиями |
|
колебания |
параметров(физико- |
|
|||||
46
механических, химических, пластических свойств материала, температурного интервала обработки, износа инструмента, контактного трения, давления и т.п.) не вызывают нарушений хода технологического процесса. Для устойчивости технологического процесса следует его проводить при оптимально стабильных
параметрах |
составляющих |
его |
элементов. При |
использовании |
средств |
||
автоматизации |
часто |
приходится |
ужесточить |
требования |
к |
стабильности |
|
свойств, размерам, точности формы заготовки, технологическим пара метрам. |
|||||||
Это особенно |
важно |
при создании |
автоматических |
линий, так как |
остановка |
||
лишь одного загрузочного или передающего устройства приводит к простою дорогостоящего оборудования линии.
Структура средств автоматизации и механизации. Производство характеризуется большим разнообразием применяемых материалов, их свойств, видов заготовок (штучная, многоштучная, непрерывная лента, проволока, полоса и т.п.), условиями их обработки(холодная, горячая, в вакууме, под избыточным давлением), характером технологических операций(нагрев, охлаждение, разделение, помол, прессование, пластическое формоизменение, разрушение и . т п.), числом операций, выполняемых на технологическом оборудовании. Каждая из этих особенностей накладывает свои требования на структуру (состав), принцип действия и конструкцию применяемых средств автоматизации. Вместе с тем основные элементы этих средств могут быть объединены в группы в соответствии с общими признак. Напримерми, средство автоматизации технологического процесса штамповки включает устройство для загрузки и ориентации заготовок(УОЗ), устройство для подачи
заготовок |
(УПЗ), |
устройство |
для |
межоперационного |
транспортирования |
заготовок |
(УМТ), |
устройство |
удаления деталей(УУД), |
устройство для |
|
удаления отходов (УУО), устройство для складирования деталей(УСД), устройство для механизации процесса смены штамповой оснастки(УСШ). Надежная и безаварийная работа средств автоматизации поддерживается контрольно-блокирующим устройством (КБУ), в функции которого входят
контроль |
правильности |
положения |
заготовки |
и |
последовательно |
||
выполнения устройствами автоматизации движения. |
|
|
|||||
Средства |
автоматизации |
и |
механизации |
по |
выполняемым |
||
технологическим функциям обычно подразделяют на автоматизирующие и механизирующие основные технологические операции и вспомогательные операции. В зависимости от вида исходной заготовки средства механизации и автоматизации основных технологических операций разделяют на средства, работающие от штучной заготовки или непрерывной заготовки. Общность устройств первого типа заключается в , томчто необходимо непрерывно осуществлять процесс ориентации, фиксации и подачи штучных заготовок в зону обработки. При этом повышается требование к ориентации, контролю
правильности |
положения |
заготовки |
и |
блокированию |
технологического |
оборудования. |
|
|
|
|
|
Методы автоматизации
Принципиальные идеи автоматизации, практические и конструктивные пути ее воплощения зависят от характера производства. Автоматизация
47
техпроцессов развивается либо путем оснащения средствами автоматизации |
|
||||||||||||
универсальных |
машин, |
либо |
путем |
создания |
|
специального |
и |
||||||
специализированного |
автоматического |
оборудования. В |
серийном |
и |
|||||||||
крупносерийном |
производстве |
целесообразно |
создание |
|
и |
применени |
|||||||
переналаживаемых линий на базе универсального оборудования. Специальное |
|
||||||||||||
или специализированное |
оборудование |
применяется |
главным образом |
в |
|||||||||
массовом |
производстве. |
Например, |
одно- |
или |
многопозиционные |
прессы- |
|
||||||
автоматы, горяче- и холодноштамповочные прессы-автоматы. |
|
|
|
|
|||||||||
Принципиально новый подход к решению проблемы автоматизации |
|
||||||||||||
главным образом в мелкосерийном серийном производствеэто оснащение |
|
||||||||||||
технологических |
машин |
системами |
программного |
управления, создание |
|
||||||||
обрабатывающих центров с управлением от ЭВМ. Широкие возможности |
|
||||||||||||
открывает применение в производстве промышленных роботов, так как это |
|
||||||||||||
позволяет |
|
автоматизировать |
технологические |
, |
процессыкоторые |
|
|||||||
традиционными средствами трудно осуществить; обеспечить |
быструю |
и |
|
||||||||||
простую переналадку на новый технологический процесс, что способствует |
|
||||||||||||
гибкости |
производства; |
создает |
условия |
для |
организации |
комплексно |
|||||||
автоматизированных участков и цехов; повысить качество продукции и объемы |
|
||||||||||||
ее выпуска; изменить условия труда работающих за счет освобождения их от |
|
||||||||||||
монотонного, тяжелого, неквалифицированного и опасного труда; сократить |
|
||||||||||||
номенклатуру средств автоматизации, затраты на их разработку и сроки их |
|
||||||||||||
внедрения. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Показатели качества поступающих материалов и изделийпри входном |
|
||||||||||||
контроле следует устанавливать на основе паспортов |
или |
сертификатов, |
|
||||||||||
также контрольных испытаний, вид и периодичность которых устанавливаются |
|
||||||||||||
в стандартах предприятия на управление |
качеством |
или |
технологических |
||||||||||
картах производства. |
|
|
|
|
|
|
|
|
|
|
|
||
При входном контроле качества цемента и |
заполнителей |
в |
целях |
||||||||||
регулирования состава бетона и обеспечения требуемых показателей качества |
|
||||||||||||
изделий следует для каждой поступившей партии |
провериактивность: |
|
|||||||||||
цемента при пропаривании, нормальную густоту и |
сроки |
схватывания, |
|||||||||||
зерновой состав и загрязненность плотных заполнителей, насыпную плотность, |
|
||||||||||||
зерновой состав и прочность пористых заполнителей. |
|
|
|
|
|
|
|||||||
Операционный контроль качества должен включать контроль: |
|
|
|
||||||||||
влажности, |
гранулометрии, |
насыпной плотности (для |
легких |
бетонов) |
и |
|
|||||||
точности дозирования заполнителей; |
|
|
|
|
|
|
|
|
|
||||
правильности и точности изготовления арматурных и закладных изделий; |
|
|
|||||||||||
продолжительности перемешивания бетонной смеси; |
|
|
|
|
|
|
|||||||
свойств |
приготовленной |
смеси(подвижности |
или |
|
жесткости, |
средней |
|
||||||
плотности для легких бетонов, объема вовлеченного воздуха, температуры); геометрических размеров и состояния собранных форм; качества смазки и нанесения ее на форму;
правильности установки арматурных, закладных изделий и фиксаторов защитного слоя арматуры;
48
прочности анкеров арматуры, величины ее натяжения, положения анкерных головок перед отпуском натяжения; антикоррозионной защиты арматуры и закладных деталей;
заданных режимов формования(коэффициента уплотнения, толщины слоя бетона, длительности формования, амплитуды и частоты колебаний, скорости непрерывного формования и др.);
правильности установки и укладки комплектующих изделий, отделочных, теплоизоляционных и гидроизоляционных материалов; качества отделки изделий в процессе формования;
структурной прочности уплотненной смеси и параметров немедленной или ускоренной распалубки; режима тепловой обработки изделий;
распалубочной прочности изделий и режимов их распалубки после твердения; качества доводочных работ для повышения заводской готовности изделий; складирования и хранения готовых изделий.
Организацию, периодичность и методы проведения операционного контроля следует устанавливать в стандартах предприятия на управление качеством или технологических картах производства в зависимости от вида
изготовляемых изделий и конструкций, а также принятой технологии. |
|
|
Приемочный контроль качества готовых изделий |
и их |
маркировку |
следует производить в соответствии с требованиями ГОСТ13015.1-81, ГОСТ |
||
13015.2-81, а также стандартов или технических |
условий |
на издели |
конкретных видов.
Приборы и измерительные инструменты, применяемые при контроле и испытании готовых изделий, должны удовлетворять требованиям стандартов и проверяться метрологическими организациями в установленном порядке.
На изделия, принятые ОТК (а конструкций постоянных мостов - также и Инспекцией по контролю качества изготовления и монтажа мостовы конструкций) и поставляемые потребителю, должен быть выдан документ об их качестве в соответствии с требованиями ГОСТ 13015.3-81.
Литература : 1осн. [24-38], доп. 1 Контрольные вопросы:
1.Проектирование новых предприятий.
2.Проектирование цехов по производству железобетонных изделий.
3.Санитарные нормы проектирования промышленных предприятий.
4.Строительные нормы и правила.
5.Правила техники безопасности и производственной санитарии на заводах и заводских полигонах железобетонных изделий.
Лекция №10. |
Техника |
безопасности, производственная санитария |
и |
|||
противопожарные мероприятия. |
|
|
|
|||
Контроль за безопасным ведением работ в промышленности находится в |
|
|||||
ведении |
министерства |
. РКГосударственный |
санитарный |
надзор |
за |
|
соблюдением организациями, предприятиями, учреждениями, министерствами |
|
|||||
ведомствами, |
государственными комитетами и |
гражданами |
гигиенических |
|||
49
норм, санитарно-гигиенических |
и |
санитарно-противоэпидемиологических |
|
|||
правил |
осуществляется |
органами |
и |
учреждениями- |
са |
|
эпидемиологической службы Министерства здравоохранения РК. |
|
|||||
·Производственная санитария определяется как система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов.
·Гигиена труда характеризуется как профилактическая медицина, изучающая условия и характер труда, их влияние на здоровье и функциональное состояние
человека и разрабатывающая научные основы и практические, мер направленные на профилактику вредного и опасного воздействия факторов производственной среды и трудового процесса на работающих.
·Электробезопасность — состояние защищённости работника от вредного и опасного воздействия электротока, электродуги, электромагнитного поля и статического электричества.
·Пожарная безопасность— состояние защищённости личности, имущества общества и государства от пожаров.
·Промышленная безопасность — состояние защищённости жизненно важных
интересов личности и общества от аварий на опасных |
производственных |
||||||||||
объектах и последствий указанных аварий. В |
свою очередь охрана труда, |
|
|
||||||||
электробезопасность, промышленная |
безопасность, |
пожарная |
безопасность |
|
|||||||
являются составными частями |
|
|
|
|
|
|
|
|
|
||
· Управление безопасностью труда— организация |
работы |
по |
обеспечению |
|
|||||||
безопасности, |
снижению |
травматизма и |
аварийности, профессиональных |
|
|||||||
заболеваний, |
улучшению |
условий |
труда |
на |
основе |
комплекса |
задач |
по |
|||
созданию безопасных и безвредных условий труда. Основана на применении |
|
||||||||||
законодательных нормативных актов в области охраны труда. |
|
|
|
|
|
||||||
Условия труда — совокупность факторов производственной среды и трудового |
|
||||||||||
процесса, оказывающих влияние на работоспособность и здоровье работника; |
|
|
|
||||||||
Работник — |
физическое |
лицо, вступившее |
|
в |
трудовые |
отношения |
с |
||||
работодателем; |
|
|
|
|
|
|
|
|
|
|
|
Работодатель - организация (юридическое |
|
лицо), представляемая |
ее |
|
|||||||
руководителем (по оформленной нотариусом доверенности), либо физическое |
|
||||||||||
лицо, с которым работник состоит в трудовых отношениях; |
|
|
|
|
|
||||||
Вредный производственный фактор— производственный фактор, воздействие |
|
||||||||||
которого на работника может привести к его заболеванию; |
|
|
|
|
|
||||||
Опасный производственный фактор— производственный фактор, воздействие |
|
||||||||||
которого на работника может привести к его травме; |
|
|
|
|
|
|
|||||
Рабочее место — место, в котором работник должен находиться или в которое |
|
||||||||||
ему необходимо прибыть в связи с его работой и которое прямо или косвенно |
|
||||||||||
находится под контролем работодателя; |
|
|
|
|
|
|
|
|
|
||
Рабочая зона - пространство высотой до 2 м над уровнем пола или площадки, |
|
||||||||||
на которых находятся места постоянного |
или |
временного |
пребывани |
||||||||
работающих в процессе трудовой деятельности; |
|
|
|
|
|
|
|
|
|||
Средства индивидуальной и коллективной защиты работников— технические |
|
||||||||||
средства, используемые для |
предотвращения или уменьшения воздействия на |
|
|||||||||
50