

10.2 – Сурет. Шойындағы графит қосылыстарының пішіні
Графит төменгі механикалық қасиеттерге ие болады және графит қосылыстары металдық негізде бос қуыстар, ішкі жарықтары бар сияқты әсер етеді. Шойынның құрамындағы графит қосылыстары беріктік пен созымдылықты төмендетіп қана қоймай, шойынның серпімділік модулін де төмендетеді. Шойындарда ол болаттарға қарағанда әлдеқайда төмен болады.
Шойынның серпімділігі графит қосылысының пішініне тәуелді болады (10.2 – сурет):
|
Графит |
Пластинка тәрізді |
Үлпек тәрізді |
Шар тәрізді |
|
, % |
0,2 – 0,5 |
5 – 10 |
10 – 15 |
Кейбір жағдайларда шойынның құрамындағы графиттің болуы пайдалы және болатқа қарағанда артықшылық береді: графиттің болуы кесумен өңдеуді жеңілдетеді (жаңқа сынғыш болады), графиттің майлағыш әсерінен шойын жақсы антифрикциялық қасиеттерге ие болады, атап айтсақ, үйкелуге жақсы жұмыс істейді, графиті бар шойындар дірілді, тербелістерді жақсы басады, шойынның құрамындағы графит беттік сырылуға және беттің басқа да ақауларына тұрақтылықты жоғарлатады. Сонымен қатар шойындар болаттарға қарағанда жоғары құйылғыштық қасиетке ие болады.
Сұр шойындар С (серый) Ч (чугун) әріптерімен және сандармен белгіленеді. Әріптен кейінгі сандар созу кезіндегі уақытша кедергінің минималды мәнін көрсетеді (МПа .10-1). Шойындардың стандартты ентаңбалары (ГОСТ 1412 – 85): СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35. Тапсырыс берілген жағдайларда СЧ18, СЧ21, СЧ24 ентаңбалы шойындар алынады. Стандарт ентаңбалы шойындардың шамаланған химиялық құрамы: 2,9 – 3,7% С, 1,2 – 2,6% Sі, 0,5 – 1,1% Мn, 0,2 – 0,3 % Р көп емес және 0,12 –0,15 % S көп емес.
Жоғары берік шойын. Жоғары берік шойындағы графиттің пішіні шар тәрізді болады. Мұндай шойынды ерітіндіні магниймен түрөзгерту арқылы алады. Магнийді сұйық шойынға құюдың алдында 0,03 – 0,07 % мөлшерінде енгізеді. Магний әсерінен шойынның кристалдануы кезінде графит шар тәрізді пішінге ие болады. Шар тәрізді графит аса қолайлы және шойында жоғары механикалық қасиеттерді (созу кезіндегі беріктік және пластикалық) қамтамасыз етеді. Жоғары берік шойындар ВЧ әріптерімен (В – высркрпрочный, Ч – чугун) және сандармен ентаңбаланады. Мұндағы сандар созу кезіндегі уақытша кедергінің минималды мәнін білдіреді (МПа – 10-1). Жоғары берік шойындардың стандартты ентаңбалары және олардың механикалық қасиеттері (ГОСТ 7293 – 85) 10.1 – кестеде көрсетілген.
10.1 – кесте
Жоғары берік шойындардың механикалық қасиеттері
|
Шойын ентаңбасы |
в, МПа |
0,2, МПа |
, % |
НВ, МПа |
|
ВЧ35 |
350 |
220 |
22 |
1400 – 1700 |
|
ВЧ40 |
400 |
250 |
15 |
1400 – 2020 |
|
ВЧ45 |
450 |
310 |
10 |
1400 – 2550 |
|
ВЧ50 |
500 |
320 |
7 |
1530 – 2450 |
|
ВЧ60 |
600 |
370 |
3 |
1920 – 2270 |
|
ВЧ70 |
700 |
420 |
2 |
2280 – 3020 |
|
ВЧ80 |
800 |
480 |
2 |
2480 – 3510 |
|
ВЧ100 |
100 |
700 |
2 |
2700 – 3600 |
Шар тәрізді графиті бар шойындар механикалық қасиеттері бойынша болаттарға жақын боалды, жақсы құйылғыштық қасиетін, кесумен оңай өңделуін, дірілді жұту қасиеттерін сақтайды және жоғары тозуға төзімділікті қамтамасыз етеді.
Соғылғыш шойын. Соғылғыш шойынның құрамындағы графиттің пішіні үлпек тәрізді болады. Пластикалық графиті бар шойындармен салыстырғанда үлпек тәрізді графит шойынның металдық негізінде ықшамды орналасып, жарықтар сияқты әсер етпейді, сондықтан мұндай қосылыстар аз мөлшерде металдық негізді әлсіретеді. Жасыту кезінде толығымен жойылатын құю кернеулерінің болмауынан, графиттік қосылыстардың оқшаулығы және ыңғайлы пішіні соғылғыш шойындардың механикалық қасиеттерінің жоғары болуын қамтамасыз етеді. Соғылғыш шойынды шамамен келесі құрамды 2,5 – 3 % С; 0,7 – 1,5 % Sі; 0,2 – 1 % Мn; 0,2 % S дейін, 0,18 % Р дейін болатын, эвтектикаға дейінгі ақ шойындарды арнайы термиялық өңдеу арқылы алады. Ақ шойынның құймаларын жасыту арқылы соғылғыш шойын алады, олар жұқа қабырғалы болуы мүмкін (қимасы 50 мм аспауы керек).
Қалың қабырғалы құймалар жылдам салқындамайды, сондықтан кристалдану кезінде өзегінде пластинкалы графит пайда болады. Мұндай шойын соғылғыш шойын алу үшін жарамайды, себебі жасыту процесінде түзілетін графит құрамындағы графит пластинкаларына қосылады. Ферритті соғылғыш шойынды алу үшін жасытуды, 10.3 – суретте көрсетілген, 1 режим бойынша жүргізеді. Ақ шойын құймаларын 950 – 1000 °С (эвтектоидтық температурадан жоғары, бірақ эвтектикалық нүктеден төмен) температураға дейін баяу (20 – 25 сағат) қыздырамыз. Одан кейін осы температурада ұзақ уақыт (10 – 15 сағат) ұстаймыз. Ұстау процессі кезінде графиттелудің бірінші кезеңі өтеді – эвтектикалық цементиттің және екінші ретті цементиттің аустенитке пен графитке ыдырауы: Ц А + Гжас.
|
|
Графиттерлудің бірінші кезеңінің соңында шойынның құрылымы аустениттен және үлпек тәрізді графиттердің қосылысынан тұрады. Одан кейінгі 720 °С температураларына дейін (эвтектоидты түрлену температурасынан біршама төмен) баяу салқындату кезінде (6 – 12 сағат) грвфиттелудің аралық кезеңі – салқындату кезінде екінші ретті цементиттің ыдырауы өтеді. Пайда болатын графит құрамдағы графитке қосылады және бұл |
|
10.3 – сурет. Соғылғыш ферритті шойынның микроқұрылымы |
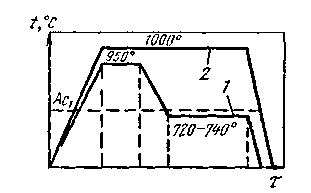
графиттік қосылыстардың өсуін тудырады. 720 °С температураға (эвтектоидты түрлену температурасынан біршама төмен) жеткеннен кейін екінші ұзақ уақыт (30 сағат) қыздыру жүргізеді, осы процестің нәтижесінде графиттелудің екінші кезеңі – эвтектоидты цементиттің ыдырауы: Цэв Ф + Гжас өтеді.
Екінші кезең аяқталғаннан кейін шойын құрылымы толығымен тепе – теңдік (Ф + Г) күйде болады. Мұндай шойындардың сынықтары барқыт тәрізді қара болады, ол графиттің көп болғандығымен түсіндіріледі. Перлитті соғылғыш шойынды алу үшін жасытуды 2 режимі жүргізіледі. Сонымен қатар шойындарды аз мөлшердегі алюминий (0,015 – 0,20 %), бор және басқа да элементтермен легірленеді. Соғылғыш шойындарды КЧ (К – ковкий, Ч – чугун) әріптерімен және созу кезіндегі уақытша кедергінің минималды мәні (МПа-10-1) мен салыстырмалы ұзаруды көрсететін, сандармен белгіленеді. Мысалы: КЧ35-10 ентаңбалы шойында – бұл соғылғыш шойын, оның созу кезіндегі уақытша кедергісі 350 МПа кем емес және салыстырмалы ұзаруы 10% кем емес болуы керек. Стандартты ентаңбалы соғылғыш шойындардың механикалық қасиеттері 10.2 – кестеде көрсетілген.
10.2 – кесте
Соғылғыш шойынның механикалық қасиеттері
|
Шойын ентаңбасы |
в МПа |
, % |
НВ,МПа |
Шойын ентаңбасы |
в МПа |
, % |
НВ,МПа |
|
Феррит + 10 % перлит металдық негіздің құрылымы |
Перлит + 20 % феррит металдық негіздің құрылымы | ||||||
|
КЧ 30-6 |
300 |
6 |
163 |
КЧ45-6 |
450 |
6 |
2410 |
|
КЧ 33 – 8 |
330 |
8 |
163 |
КЧ50-4 |
500 |
4 |
2690 |
|
КЧ 35 – 10 |
350 |
10 |
163 |
КЧ60-3 |
600 |
3 |
2690 |
|
КЧ 37 – 12 |
370 |
12 |
163 |
КЧ63-2 |
630 |
2 |
2690 |
|
|
КЧ70-2 |
700 |
2 |
2850 | |||
Антифрикциялық шойындар. Антифрикциялық шойындар үйкеліс тізбектерінде сылақтармен жұмыс істейтін құйылатын тетікбөлшектерді (сырғу мойынтіректерін және т.б.) дайындау үшін қолданылады. Мұндай шойындар үйкелістің төменгі коэффициентін қамтамасыз етуі керек. Шойынның антифрикциялық қасиеттері металдық негіздің перлиттік құрылымымен анықталады. Осы құрылым фосфидті эвтектика және көп мөлшердегі ірі шашыраған графит қосылыстарының болуымен түсіндіріледі. Перлиттік негізі тетікбөлшектің жеткілікті беріктігін, фосфидті эвтектика жоғары тозуға төзімділікті қамтамасыз етеді, ал сылақтар графит орналасқан жерде жұтулады және ұсталып қалады.
Антифрикциялық шойындарды АЧ әріптерімен (А – антифрикционный, Ч – чугун) және графитті қосылыстардың пішініне байланысты С (пластинка тәрізді графиті бар сұр шойын), В (шар тәрізді графиті бар жоғары берік шойын), К (үлпен тәрізді графиті бар соғылғыш шойын) әріптерімен белгілінеді. Антифрикциялық шойындардың көпшілігінің құрамында аз мөлшерде хром, титан, мыс, және басқа да элементтердің арнайы қоспалары болады. Антифрикциялық шойындарды негізінде келесідей ентаңбада дайындайды (ГОСТ 1585 – 85): АЧС – 1, АЧС – 2, АЧС – 3, АЧС – 4, АЧС – 6, АЧВ – 1, АЧВ – 2, АКЧ – 1, АЧК – 1, АЧК – 2 (ентаңбаның соғындағы сан оның реттік санын көрсетеді).
Төменде кебір сұр антифрикциялық шойындардың химиялық құрамы көрсетілген:
АЧС – 1 (3,2 – 3,6 % С; 1,3 – 2,0 % Sі; 0,6 – 1,2 % Мn; 0,2 – 0,5 % Сr; 0,8 – 1,6 % Сu; 0,15 – 0,40 % Р; <0,12 % S).
АЧС – 2 (3,0 – 3,8 % С; 1,4 – 2,2 % Sі; 0,3 – 1,0 % Мn; 0,2 – 0,5% Сr; 0,2 – 0,5% Ni; 0,03 – 0,10% Ті; 0,2 – 0,5 % Сu; 0,15 – 0,40 % Р; <0,12 % S).
АЧС – 3 (3,2 – 3,8 % С; 1,7 – 2,6 % Sі; 0,3 – 0,7 % Мn; <0,3 % Сr; <0,3 % Ni; 0,03 – 0,10 % Ті; 0,2 – 0,5 % Сu; 0,15 – 0,40% Р; <0,12 % S).
Ағартылған шойын. Ағартылған шойын құймалары бетінде ақ шойынның, ал өзегінде – сұр шойынның құрылымына ие болады. Ағарту (12 – 30 мм тереңдікке) метал қалыптарға (кокильді құю) немесе ылғалды құидақ қалыптарға шойынды құю кезінде жылдам салқындаудың нәтижесі болып табылады.
Аңартылған шойындар бетінде жоғары қаттылыққа және жоғары тозуға төзімділікке, әсіресе абразивті тозу кезінде ие болады. Ағартылған шойын қақтау стандарын, дөңгелектерді, диірменге арналған шарларды және т.с.с. дайындау үшін қолданылады. Бұл жағдайларда аз мөлшерлі кремнийі бар шойындар қолданылады, ол шойынның ағартылуын қамтамасыз етеді. Шойынның шамаланған химиялық құрамы: 2,8 – 3,6 % С; 0,5 – 0,8 % Sі; 0,4 – 0,6 % Мn болады.
Нег. 2 [144 – 155]
Бақылау сұрақтары:
1. Шойын дегеніміз не?
2. Сұр, жоғары берік және соғылғыш шойында графин қандай түрде болады?
3. Қандай процесс графит түзуші жасыту процессі деп аталады?
4. Металдық негізі бойынша шойындар қалай сыныпталады?
5. Ақталған шойынды қандай жағдайларда қолдану ұсынылады?