

7.8 – Сурет. Екінші ретті кристалдану процесіндегі болат құрылымының өзгеруі
Болаттар көміртегінің мөлшеріне байланысты құрылымы бойынша келесі топтарға сыныпталады: 0,8 % дейін көміртегі бар – эвтектоидқа дейін, 0,8 % көміртегімен эвтектоидтық және 0,8 % – дан жоғары көміртегі бар болса эвтектоидтан кейінгі деп аталады. Құрамында 0,8 % көміртегі бар болаттың құрылымы тек қана перлиттен П (Ф + Ц) құралады. Эвтектоидтан кейінгі болаттың құрылымы екі құрастырушыдан құралады: екінші ретті цементит және перлит немесе ЦII + П (Ф + Ц). Құрамында 2,14 % көміртегі бар эвтектоидтан кейінгі болаттың құрамындағы екінші ретті цементиттің мөлшері ~ 20 % құрайды.
Сондықтан тепе – теңдік жағдайларында толық салқындатудан кейін болаттардың құрылымы келесідей құрылымға ие болады: эвтектоидқа дейінгі болат – феррит + перлит (Ф + П); эвтектоидты болат – перлит, (П); эвтектоидтан кейінгі болат – екінші ретті цементит + перлит, (ЦII + П).
Перлиттегі феррит пен цементиттің мөлшерлік қатынасы кесінділер ережесі бойынша анықталуы мүмкін (Fe – Fе3С күй – жай кесте сызбасын қарастырамыз):
Qф/Qц = SК/SР = (6,67 – 0,8)/(0,8 – 0,025) = 7,5
мұнда Qф – феррит мөлшері(масса);
Qц – цементит мөлшері (масса).
Феррит пен цементит тығыздығы шамамен бірдей, сондықтан феррит пен цементиттің көлемдерінің қатынасы массаларының қатынасындай болады деп есептеуге болады. Осыдан басқа да бірдей өлшемдер кезінде (ұзындығы және ені) феррит пластинкасының қалыңдығы цементиттікіне қарағанда 7,5 есе үлкен болады.
Салқындату жылдамдығын өзгерте отырып, әртүрлі дисперсиялы перлит алуға болады және осылай болаттың қасиеттерін реттеуге болады.
Нег. 2 [118 – 143]
Бақылау сұрақтары:
1. Темір – көміртегі жүйесінде түзілетін фазаларды атаңыз?
2. Конструкциялық болаттардағы қасиеттерін, құрылымын, фазалық құрамын, көміртегі мөлшерін көрсетіңіз?
3. Темірдің полиморфты түрлену тампературасын атаңыз?
4. Феррит, перлит, аустенит және цементит дегеніміз не?
5. Қандай болаттар эвтектоидқа дейінгі болаттар деп аталады?
6. Қандай болаттар эвтектоидтық болаттар деп аталады?
7. Қандай болаттар эвтектоидтан кейінгі болаттар деп аталады?
Дәріс 8. Конструкциялық материалдар. Көміртекті болаттардың сыныпталуы.
Конструкциялық машина жасау материалдарына қойылатын талаптар әр түрлі болады. Конструкциялық материалдарды конструкциялық қасиеттері бойынша бөлуге болады: – болаттың серпімділік, созымдылық және циклдық беріктігін қамтамасыз ететін материалдар:
- ерекше технологиялық қасиеттерімен материалдар;
- тозуға төзімді материалдар;
- серпімділік қасиеті жоғары материалдар;
- тығыздығы төмен материалдар;
- салыстырмалы беріктігі жоғары материалдар;
- температура және жұмыс ортасының әсеріне тұрақты материалдар;
- ерекше физикалық қасиеттерімен материалдар (магнитті жұмсақ, магнитті қатты, ферромагнетиктер);
- ерекше жылулық қасиеттерімен материалдар;
- ерекше электрлік қасиеттерімен материалдар.
Болаттарды әр түрлі қасиеттері бойынша бөлуге болады: химиялық құрамы, сапасы, тотығу дәрежесі, тағайындалуы, құрылымы бойынша.
Химиялық құрамы бойынша болаттар көміртекті және легірленген деп бөлінеді.
Сапасы бойынша: әдеттегі сапасымен, сапалы, жоғары сапалы, аса жоғары сапалы болаттар. Болаттың сапасы металлургиялық процестен тәуелді болады және құрамындағы оттегі, азот, сутегі және зиянды қоспалар – күкірт пен фосфордың мөлшерімен анықталады. Әдеттегі сапасымен болаттардың құрамында 0,06 % S және 0,07 % Р, сапалыда – 0,035 S және 0,035 Р; жоғары сапалыда – 0,025 % S және Р көп емес; аса жоғары сапалыда – 0,015 % S және 0,025 % Р көп емес зиянды қоспалар болуы керек.
Өндіру әдістері бойынша мартендік, конверторлы (бессемерлі) және электр болаттары болып бөлінеді.
Тотығу дәрежесі бойынша:
- тыныш, жақсылап марганецпен, кремниймен және алюминиймен тотықтырылған, құйылманың жоғарғы бетінде шөгу қаяуы пайда болады, пайдалы өнімнің шығуы 85 – 90 %;
- қайнаған, тек қана марганецпен тотықтырылған; ҒеО қатаюы процесінде болаттағы көміртегімен әсерлесуі нәтижесінде СО газы бөлінеді. Газ көпіршіктері бетіне қалқып шығады және болатта қайнап жатқандай құбылыс байқалады; шөгу қаяулары болмайды, пайдалы өнімнің шығуы 95 –100 %, қайнаған болаттар тыныш болаттарға қарағанда арзан, бірақ газбен көп мөлшерде қанықтырылғандықтан, сапасы жағынан төмен болады;
- жартылай тыныш, марганецпен және алюминиймен тотықтырылған және тыныш пен қайнаған болаттар арасында орынды алады, болаттың пайдалы өнімінің шығуы 90 – 95 % құрайды.
Тағайындалуы бойынша болаттар:
конструкциялық, машина тетікбөлшектерін, құрылыс конструкцияларын дайындауға арналған;
аспаптық – әр түрлі аспаптырды: кесетін, өлшейтін, металдарды қысыммен өңдеуге, қорытпаларды балқыту және кристалдануына арналған аспаптарды жасау үшін қолданады;
ерекше қасиеттерімен болаттар – арнайы физика – химиялық қасиеттерге ие болатын болаттар (жемірілуге төзімді, ыстыққа берік, ыстыққа тұрақты, магнитті және т.с.с.). Конструкциялық материалдарға қойылатын жалпы талаптар.
Механикалық жүктемелерге түсетін машиналар, аспаптар, инженерлік конструкциялар тетікбөлшектерді жасауға арналған материалдар – конструкциялық деп аталады. Машиналар мен аспаптардың тетікбөлшектері пошымдарының, өлшемдерінің, пайдалану жағдайларының әртүрлілігімен сипатталады. Олар статикалық, айналымды, соққы жүктемелерде, төменгі және жоғары температураларда, әртүрлі орталармен түйіспелі жұмыс істейді. Сөйтіп конструкциялық материалдарға қойылатын талапты анықтайды, олардың ішіндегі ең бастысы – пайдалану, технологиялық және экономикалық талаптар.
Пайдалану талабының маңызды мәні бар. Нақтылы машиналар мен аспаптардың жұмыс істеу қабілетін қамтамасыз ету үшін, конструкциялық материалдың конструкциялық беріктігі болуы тиіс. Пайдалану жағдайында материалдың сенімді, әрі ұзақ жұмыс істеуін қамтамасыз ететін механикалық қасиеттер жинағын – конструкциялық беріктік деп атайды.
Технологиялық талаптар (материалдың технологиялығы) тетікбөлшектер мен конструкцияларды жасауда еңбек сыйымдылықтың төмендігін қамтамасыз етуге бағытталған. Материалдың технологиялық талаптары – оның өңделу мүмкіндік әдістерін сипаттайды. Ол кесумен, қысыммен өңделгіштігімен, пісірілгіштігімен, құйылу қабілетімен және де қыздырылғыштығымен, жылумен өңдегенде деформацияға және қисаюға бейімділігімен бағаланады. Материал технологиялылығының маңызды мәні бар, өйткені өнімділік пен тетікбөлшектерді жасау сапасы соған тәуелді.
Материал бағасының төмен болуы, экономикалық талапқа байланысты болады. Болаттар мен қорытпалар мүмкіндігінше легірленетін элементтердің ең аз мөлшерінен тұруы тиіс. Легірленген элементтерден тұратын материалдарды қолдану, тетікбөлшектердің пайдалану қасиеттерінің арттырылуымен дәлелденуі тиіс. Ал дұрыс технологиялық әдістерді болжау сияқты факторлар экономикалық талаптардың ауқымды өндірістік ерекше мәні бар.
Конструкциялық беріктік – беріктік, сенімділік пен ұзақ тұрақтылық критерийлерінің үйлесімімен тұратын кешенді сипаттама.
Материал беріктігінің критерийін, оның жұмыс істеу жағдайларына байланысты таңдайды. Статикалық жүктемелерде материалдың илемді деформацияға қарсыластығын сипаттайтын уақытша кедергісі в немесе тұрақсыздану шегі 0,2 (т) беріктіктің критерийі болып табылады. Көптеген тетікбөлшектердің жұмыс істеу жағдайында илемді деформация шектелетіндіктен, олардың жүк көтеру қабілетін, әдетте, тұрақсыздану шегі арқылы анықтайды. Статикалық беріктікті шамамен бағалау үшін қаттылықты НВ пайдаланады (болат үшін тәжірибелік қатынас в НВ/3 дұрыс болады).
Сенімділік – материалдың морт қирауға қарсы тұру қасиеті. Пайдалану жағдайында морт қирау жұмыс істеп тұрған тетікбөлшектердің кенеттен істен шығып, машинаның тоқтауына әкеліп соғады. Морт қирау есептелгеннен төмен кернеулерде үлкен жылдамдықпен жүретіндіктен, апат зардаптарының мүмкіндігі де ең қауіпті болып саналады. Морт қираудан сақтандыру үшін, конструкциялық материалдар жеткілікті илемді (,) және соққы тұтқырлығымен (КСU) болуы тиіс. Бірақ, нақтылы тетікбөлшектің пайдалану жағдайын ескерусіз кішкене зертханалық үлгілерде анықталған сенімділіктің бұл параметрлері тек қана жұмсақ аз беріктікті материалдар үшін ғана жеткілікті. Ал, конструкциялардың металл сыйымдылығын азайтуға ұмтылу жоғары берікті, ереже бойынша морт сынуға бейімділігімен аз илемді материалдарды кеңінен қолданылуына әкеледі.
Материалдың сенімділігін бағалау үшін, мына параметрлер де пайдаланылады:
1) соққы тұтқырлығы КСV мен КСТ;
2) суықтай сынудың температуралық басталуы t50.
Бірақ, бұл параметрлер беріктікті есептеуге жарамайды, өйткені олармен тек қана сапалық баға беріледі.
КСV параметрмен жоғары сенімділікті қажет ететін қысым ыдыстар, құбырлар жүйесі, т.б. конструкциялық материалдардың жарамдылығы бағаланады.
Тілік табанында қажудан пайда болған жарық үлгілерде анықталатын КСТ параметрі жақсы байқалады. Ол соғумен игендегі жарықтың даму жұмысын сипаттайды және басталған тозуды тежейтін материалдың қасиетін бағалайды. Егер материалдың КСТ = 0 болса, онда оның тозу процесі жұмыстың шығынсыз жүретінін білдіреді. Мұндай материал сынғыш, пайдалануға жарамсыз. Керісінше, жұмыс температурасында анықталған КСТ параметрі неғұрлым жоғары болса, пайдалану жағдайында материалдың сенімділігі де солғұрлым жоғары болады.
Ұзақ тұрақтылық деп – берілген уақыт ішінде (қордың) тетікбөлшектердің жұмыс істеу қабілетін қамтамасыз етіп, біртіндеп қирауға материалдың қарсыласу қасиетін (біртіндеп тоқтау) айтады.
Жұмыс істеу қабілетінің (біртіндеп тоқталудың) жойылу қасиеттері әртүрлі: қажу процестердің дамуы, тозу, үздіксіз созымды деформация, коррозия, сәуле таратудан (радиациядан) ісіну, т.б. Бұл процестер материалда біртіндеп қайтымсыз бүлінулердің болмауына және істен шығуына әкеліп соғады. Материалдың ұзақ сақталуын қамтамасыз ету үшін, оның қирау жылдамдығын қажетті мәндерге дейін төмендету қажет. Машиналардың көптеген тетікбөлшектері үшін (80 % астамы) қолданылатын материалдың қажуы арқылы бүлінуге (айналымды ұзақ тұрақтығымен) қарсыластығы немесе тозуға (тозуға беріктігі) төзімділігі анықталады. Сондықтан, тетікбөлшек материалының жұмыс істеу қабілетінің төмендеу себептерін егжей – тегжейлі қарастыру қажет.
Айналымды ұзақ тұрақтылық – айналымды кернеулердің көп қайталану жағдайларында материалдың жұмыс істеу қабілетін сипаттайды. Кернеулер айналымы – Т кезең бойы, оның екі шекті мәндерінің е.ү және е.к арасындағы өзгеру жиынтығы.
Айналымды ұзақ тұрақтылық және беріктік көптеген себептерге тәуелді, солардың ішінде бет қабатының құрылымы мен кернеулі күйінің, бет сапасы және коррозиялық орта әрекетінің шешуші мәні бар. Беттегі қысудың қалдық кернеулерінің болуы, қажу жарығының түзілуін қиындатады, нәтижесінде шыдамдылық шектің өсуіне мүмкіндік береді. Созу кернеулері мен көпсандық кернеулер шоғырландыруыштары бірден теріс ықпал жасайды, олар:
конструкциялық – тетікбөлшек қимасы түрінің өзгеруі: валенттіктер, тесіктер, ойықтар, қынамалар, т.б.;
технологиялық – беттің шағын, тегіс болмауы, сызаттар мен басқа механикалық өңдеудің іздері;
металлургиялық – саңылаулар, қуыстар, бейметалл қосымшалары (тотықтар, сульфидтер, силикаттар, т.б.) түріндегі ішкі ақаулар.
Тозуға беріктігі – үйкелістің белгілі жағдайында материалдың тозуға қарсыластық көрсету қасиеті. Тоздыру – үйкеліс күштерінің ықпалымен материал бөлшектерінің бөлінуі арқылы, оның беткі қабаттарының біртіндеп үгілу процесі. Тоздыру нәтижесі – тозу деп аталады. Оны өлшемдерінің өзгеруі (сызықтық тозу), көлемінің немесе массасының азаюы (көлемдік немесе массалық тозу) бойынша анықтайды.
Материалдың тозуға беріктігі, тоздыру жылдамдығының к немесе үдемелі қарқындылықтың һ кері шамасымен бағаланады. Тоздырудың жылдамдығы мен үдемелі қарқындылығы, тозудың сәйкес уақытына немесе үйкеліс жолына қатынасы болып келеді.
Конструкциялық беріктікті арттыру әдістері. Ең аз массалы және ең жоғары сенімділікті конструкциялардың жоғары беріктігі мен ұзақ тұрақтылығына технологиялық, металлургиялық және конструкторлық әдістерімен қол жеткізіледі.
Технологиялық және металлургиялық әдістердің ең жоғары тиімділігі бар, олардың мақсаты – материалдың механикалық қасиеттері мен сапасын арттыру.
Конструкциялық беріктікті жоғарлататын технологиялық факторлар: легірлеу, созымды деформация, термиялық, термия – механикалық және химия – термиялық өндеулер есебінен:
дислокация тығыздығының өсуі;
түйірлер, кішкене түйірлер, екінші фазалардың шашыранды бөлшектерінің шекаралары түрінде дислокациялар кедергілерін жасау.
кристалдық торды бұрмалайтын серпімді кернеулер өрістерін түзу.
Металлургиялық факторлар конструкциялық беріктікті жоғарлатады:
металдар мен қорытпалардың тазалығын, металлургиялық қасиетін жоғарлату;
зиянды қоспалардан (күкірт, фосфор, газ тәрізді элементтер – сутегі, оттегі, азот) тазарту;
метал емес қоспалардан тазарту – оксидтер, сульфидтер және т.б.
Көміртекті болаттардың ентаңбалануы. Әдеттегі сапасымен көміртекті болаттар. Басқа болаттарға қарағанда арзан және көп мөлшерде өндіріледі.
Көміртекті болаттардың сыныпталуы. Әдеттегі сапасымен көміртекті болаттар. Бұл болаттар көп мөлшерде өндірілетін арзан болаттар болып табылады. Тағайындалуы және кепілденген қасиеттеріне байланысты көміртекті әдеттегі сапасымен болаттар үш топтан тұрады – А, Б және В (МЕСТ 380 –71 бойынша).
Әдеттегі сапасымен болаттарды Ст әріпімен және 0 – ден 6 – ға дейінгі шартты санмен ентаңбалайды. Егер болат А тобының болаты болса, онда ентаңбада тобы көрсетілмейді: Ст0, Ст1, Ст2 ... Ст6. Егер болат Б тобының болаты болса, онда ентаңбаның басында «Б» әріпі қойылады: БСт0, БСт1, БСт2 ... БСт6. Егер болат В тобының болаты болса, онда ентаңбаның басында «В» әріпі қойылады: ВСт1, ВСт2 ... ВСт5.
Ентаңбасында 1 – 4 сандары бар барлық болаттар тобы қайнаған, жартылай тыныш және тыныш жолмен, ал 5 және 6 сандары бар болаттар жартылай тыныш және тыныш жолмен өндіріледі. Ст0 ентаңбалы болатты тотығу дәрежесі бойынша бөлмейді. Қайнаған болаттардың ентаңбасының соңында «кп», жартылай тыныштарды «пс» және тыныштарды «сп» деген индекстер қойылады.
А тобы болаттары конструкциялар мен тетікбөлшектер үшін ыстықтай жаймаланған күйінде қолданылады. Олардың байындалуы ыстықтай деформация мен термиялық өңдеуге қатысы болмауы керек. Сондықтан бұйымның құрылымы мен механикалық қасиеттері стандарттағы кепілденген қасиеттерді сақтайды.
Б тобының болаттары кепілденген химиялық құрамы бойынша жеткізіледі. Олардың механикалық қасиеттрі кепілденбейді. Б тобы болаттарының химиялық құрамы белгілі болғандықтан, оларды ыстықтай қысыммен өңдеуге болады, ал олардың жасалған бұйымдарды термиялық өңдеуге болады. Ыстықтай деформация және термиялық өңдеу режимдерін таңдау үшін болаттың химиялық құрамы туралы мәліметтер қажет.
В тобының болаттарын кепілденген химиялық құрамымен және механикалық қасиеттерімен жеткізеді. Осы кезде В тобы болаттарының механикалық қасиеттері сәйкес келетін ентаңбалы А тобының болаттарына тағайындалған механикалық қасиеттеріне, ал химиялық қасиеттрі бойынша осы ентаңбалы Б тобының болаттарына сәйкес келеді. Мысалы, ВСт2кп болатының механикалық қасиеті Ст2кп болатының қасиетіндей, ал химиялық құрамы БСт2кп құрамындай болады. Осы топтың болаттары ВСт1 ... ВСт5 ентаңбалы болып шығарылады.
Әдеттегі сапасымен көміртекті болаттардың барлық үш тобын пісірілген, тойтарылған, бұрандамалармен қосылған метал конструкцияларда және құрылыстарда, сонымен қатар аз жүктелген машина тетікбөлшектерін жасауда кеңінен қолданылады.
Аз көміртекті екінші топты құрайтын 15, 20, 25 ентаңбалы болаттар жақсы пісіріледі және кесумен өңделеді.
Орташа көміртектенген 30, 35, 40, 45, 50 ентаңбалы болаттары термиялық жолмен жақсы өңделеді және жасытылған күйінде метал кескіш аспаптарда жақсы өңделеді. Жауапты машина бөлшектерін жасауда қолданылады.
Жоғары көміртекті болаттар 60, 65, 70, 75, 80, 85 әр түрлі термиялық өңдеу түрлерін жүргізуге болады, өңдеуден кейін жоғары беріктікке, тозуға төзімділікке және серпімділікке ие болады. Олардан рессорлар, серіппелер, илемдеу біліктерін және т.с.с. жасалады.
Көміртекті сапалы аспаптық болаттарды У әріпімен белгілейді және әріптен кейінгі сан көміртектің ортана ондық пайыздық үлесін көрсетеді (У7 ... У13). Егер ентаңба соңында А әріпі болатын болса, онда болаттың жоғары сапалы екенін көрсетеді (У12А).
Нег. 2[256 – 259]
Бақылау сұрақтары:
1. Сапасы бойынша көміртекті болаттар қалай ентаңбаланады?
2. Тотығу дәрежесі бойынша болаттар қалай ентаңбаланады?
3. Болаттың құрамындағы қандай қоспалар зиянды болып табылады?
4. Көміртекті аспаптық болаттар қалай ентаңбаланады?
5. Қандай болаттар көміртектенетін болаттарға жатады?
Дәріс 9. Легірленген болаттардың сыныпталуы.
Легірленген болаттар арнайы енгізілетін түрлі мөлшердегі легірлеуші элементтерден құралады. Легірлеуші элементтерді орыс әріптерімен белгілейді: марганец – Г, кремний – С, хром – X, никель – Н, вольфрам – В, кобальт – К, молибден – М, алюминий – Ю, мыс – Д, титан – Т, ванадий – Ф, ниобий – Б, бор – Р, цирконий – Ц, фосфор – П, азот – А. Әріптен кейінгі сан легірлеуші элементтің бүтін санға дөңгелектенген шамаланған пайыздық мөлшерін көрсетеді. Көміртегінің мөлшері жүздік пайыздық мөлшерінде көрсетіледі. Болаттың кейбір түрлерінің ентаңбасында қосымша мәліметтер болуы мүмкін. Автоматты болаттар А әріпімен, шарикті – мойынтіректі Ш, тез кескіш – Р, магнитті – Е әріптерімен белгіленеді.
Легірленген болаттардың құрылымы бойынша сыныпталуы. Легірленген болаттар құрылымы бойынша босаңдатылған және қалыптандырылған күйдегі деп бөлінеді. Босаңдатылған күйдегі болаттар келесідей негізгі құрылымдық сыныптарға бөлінеді: эвтектоидқа дейінгі, эвтектоидтан кейінгі, ледебуритті, ферритті.
Эвтектоидқа дейінгі болаттардың құрылымы ферриттен және перлиттен, эвтектоидтан кейінгі болаттар – перлиттен және екінші ретті карбиттен құралады. Қалыптандырылған күйінде болаттар құрылымы бойынша төмендегідей құрылымдық сыныптарға бөлінеді: перлитті, мартенситті, аустенитті.
Автоматты болаттар. Автоматты болаттар – кесумен жақсы өңделетін болаттар. Оларды метал кескіш білдек – автоматтардың тетікбөлшектерін массалы өндіру үшін қолданады. Кесумен өңдеуді жақсарту үшін болаттарға әдеттегі көміртекті болаттармен салыстырғанда көп мөлшерде күкірт пен фосфор енгізіледі. Автоматты болаттарды А әріпімен белгімейді және әріптен кейінгі сан көміртегінің жүздік пайыздық мөлшерін көрсетеді. Кейбір автоматты болаттардың химиялық құрамы мен механикалық қасиеттері (МЕСТ 1414 – 75) 9.1 – кестеде келтірілген. Сонымен қатар автоматты болаттарды кесумен өңделгіштік қасиетін жоғарлату үшін оларға қорғасын енгізеді.
9.1 – кесте
Автоматты болаттардың химиялық құрамы және механикалық қасиеттері
|
Болат ентаңбасы |
C, % |
Мn, % |
S, % |
P, % |
sв, МПа |
d, % |
y, % |
НВ |
|
А12 |
0,08-0,16 |
0,60 – 0,90 |
0,08 – 0,20 |
0,08 – 0,15 |
420 |
22 |
36 |
160 |
|
А20 |
0,15 – 0,25 |
0,60 – 0,90 |
0,08 – 0,15 |
<0,06 |
460 |
20 |
30 |
168 |
|
А30 |
0,25 – 0,35 |
0,70 – 1,0 |
0,08 – 0,15 |
<0,06 |
520 |
15 |
25 |
185 |
|
А40Г |
0,35 – 0,45 |
1,20 – 1,55 |
0,18 – 0,30 |
<0,05 |
600 |
14 |
20 |
207 |
Құрамында қорғасыны бар болаттарда А әріпінен кейін С әріпімен белгілейді (мысалы, АС14, ЛС40). Көміртектіден басқа легірленген автоматты болаттар да шығарылады. Легірлеуші элементтер (марганец, хром, никель) болаттың термиялық өңделген күйінде беріктігі мен соққы тұтқырлығын жоғарлатады. Бірақ легірлеуші элемент болаттың кесумен өңделгіштігін төмендетеді, сондықтан автоматты болаттар аз легірленген болаттардың қатарына жатады.
Көміртектенетін болаттар. Көміртектенетін болаттарды тозуға және ауыспалы немесе соққы жүктемелері кезінде жұмыс істейтін тетіктерді дайындау үшін қолданады. Талап етілетін қасиеттерге көміртектенетін болаттар термиялық өңдеу (шынықтыру және төменгі босату) арқылы жетуге болады. Көміртектендіруді құрамында 0,08 – 0,25 % С болатын болаттарға жүргізіледі, ол тетіктердің өзегін жұмсақ етіп алуға мүмкіндік береді. Көміртектенетін көміртекті болаттар 15, 20, 25, аз күш түсірілетін жағдайларда жұмыс істейтін орташа өлшемді тетікбөлшектерді (төлкелер, осьтер, біліктер және т.с.с.) дайындау үшін қолданылады.
Көміртектену, суда шынықтыру және төменгі босатудан кейін бұл болаттардан жасалған тетікбөлшектердің беті жоғары қаттылыққа (НRС60 – 64) ие болады. Өзегі шынықпайды жұмсақ болып қалады.
Хромды – никельді болаттар 20ХН, 12ХНЗА, 20ХНЗА, 20Х2Н4А және т.б. жоғары жүктемелер кезінде жұмыс істейтін орташа және үлкен өлшемді тетіктерді (тісті дөңгелектер, біліктер және т.б.) дайындау үшін қолданылады. Олар ен жақсы конструкциялық болаттар болып табылады және никельдің тапшылығынан олардың қолданылуы шектеулі. Хромды – никельді болаттарды мүмкін болған жағдайдың барлығында никельсіз болаттарға алмастырады.
Аз мөлшердегі (0,03 – 0,09 %)титан (18ХГТ; 25ХГТ; ЗОХГТ) немесе (0,20 – 0,30 %) молибден (25ХГМ) қоспаларымен үнемді легірленген хромды – марганецті болаттар хромды – никельді болаттарды алмастыру үшін кеңінен қолданылады. Никельдің орнына оларға марганец енгізілген.
Хромды – никельді – молибденді (вольфрамды) болаттарды 18Х2Н4МА (18Х2Н4ВА) аса жоғары жүктемелерге түсетін тетіктерді дайындау үшін қолданады. Бұл болаттардың 18Х2Н4МА (18Х2Н4ВА) жоғары өзіндік құны және термиялық өңдеудің өте күрделі түрін қолдану кемшілігі болып табылады.
Аз легірленген болаттар. Төмен легірленген құрылыс болаттары көміртекті болаттармен салыстырғанда жоғары беріктікке және төмен морт сынғыштыққа ие болады, олды қолдану құрылыс конструкцияларының массасын төмендетеді және сенімділігін арттырады (09Г2, 09Г2С, 15ГФ, 15Г2СФ, 15ХСНД). Беріктік қасиеттерінің шегіне байланысты (беріктіктің негізгі көрсеткіші ретінде аққыштық шегін sт қабылдайды) аз легірленген құрылыс болаттарын жоғарлатылған беріктігімен (sт < 400 МПа) және жоғары берік (sт = 450 – 750 МПа) болаттар деп бөлуге болады.
Аз перлитті болаттардың құрамында көміртегі мөлшері аз (0,10% дейін) болады, нәтижесінде бұл болаттардың құрамында перлиттің мөлшері азаяды. Ол болаттың соққы тұтқырлығының жоғарлауына, суықтай сынғыштық шегінің төмендеуіне ,және пісірілгіштіктің жақсаруын тудырады (мысалы, 09ГФБ болаты құрамында 0,09 % С).
Аз көміртекті бейнитті болаттар қатты суытылған аустениттің жоғары тұрақтылығына ие болады. Илемдеу температурасынан төмен салқындатқан кезде аустенит инелі феррит пен аз көміртекті бейнитке ыдырайды. Мұндай болаттарға 08Г2МФБ ~ 0,08 % С; ~1,6 % Мn; ~0,2 % Мо; 0,06 % V; 0,05 % Nb). жатады.
Жақсартылатын болаттар. Термиялық жақсартуға болатын болаттар – шынықтыру және жоғары босату, босатылған сорбит құрылымын алуды қамтамасыз етеді, күрделі кернеулер кезінде жұмыс істейтін тетікбөлшектерді жасау үшін кеңінен қолданылады (ауыспалы және динамикалы жүктемелер кезінде жұмыс істейтін тетіктер). Бұл болаттарға морт сынғыштыққа қарсы тұру маңызды орын алады. Олар өте жоғары конструкциялық беріктікке ие болуы керек. Жақсартылатын болаттар – орташа көміртекті. Легірленген жақсартылатын болаттарды ірі және ауыр жүктелген жауапты тетікбөлшектерді жасау үшін қолданады (40Х, З0ХГСА, 40ХН, З0ХНЗА, 40ХН2МА, 36Х2Н2МФА).
Хромды – кремнийді және хромды – кремний – марганецті болаттар 33ХС, 38ХС, 25ХГСА, 30ХГСА, 35ХГСА және т.б. құрамында қымбат элементтер болмайды, жоғары беріктікке және орташа тұтқырлыққа ие болады. Авиацияда кеңінен тараған 30ХГСА (хромансиль) болаты, жақсы пісірілгіштікке ие болады. Хромансиль болаты қымбат хромды – никельді немесе хромды – молибденді болаттарды алмастыру үшін қолданылады. Хромды – никельді 40ХН, 45ХН, 50ХН, 30ХН3А болаттары жақсы шынықтырылатын және жоғары тұтқырлыққа (никельдің әсерінен) ие болады. Хромды – никельді – молибденді болаттар жақсы конструкциялық болаттар болып табылады, жақсы шынықтырылады және жоғары тұтқырлыққа ие болады. Оларға 30ХН2М, 38Х2Н2МА, 40ХН2МА және т.с.с. болаттар жатады.
Жоғары берік болаттар. Жоғары берік болаттарға беріктігі sв > 1500 Мпа болатын болаттар жатады. Мұндай беріктік дәрежесін орташа көміртекті легірленген болаттарда алуға болады, ол үшін шынықтыру мен төменгі босатуды (200 – 250 °С) немесе төменгі бейнит құрылымын алуға болатын изотермиялық шынықтыруды қолданады.
Орташа көміртекті легірленген конструкциялық болаттарды термиялық өңдеген кездегі жеткізілетін беріктік деңгейі көміртегі мөлшерімен анықталады:
|
С, % |
0,3 |
0,35 |
0,40 |
|
sв, МПа |
1800 |
1900 |
2000 |
Беріктік дәрежесі жоғары болған кездегі шынықтыру және төменгі босатылған орташа көміртекті болаттар кернеу шоғырландырғыштарына өте сезімтал, морт сынғыштыққа икемді болып келеді, сондықтан оларды біртіндеп жүктеу жағдайларында жұмыс істейтін бөлшектерді жасау үшін қолданады.
Мартенситті – ескіретін болаттар. Жоғары берік бұл топтың болаттары айтарлықтай кейінгі кезде ашылған. Легірлеу әдістері және термиялық өңдеу түрі бойынша бұл болаттар әдеттегі конструкциялық болатардан ерекшеленеді. Легірлеу және термиялық өңдеу нәтижесінде қол жеткізілетін мартенситті ескіретін болаттардың механикалық қасиеттердің кешені орташа көміртекті легірленген беріктігі жоғары болаттардың қасиеттеріне қарағанда артық болады. Сонымен қатар, мартенситті ескіретін болаттардың морт сынғыштыққа қарсыластық қабілеті жоғары, кернеу шоғырландырғыштарға сезімталдығы төмен, жақсы пісірілетін болады. Оларды криогенді (–196 °С) – дан 450 °С дейінгі температуралар кезінде жұмыс істеу үшін қолдануға болады (Н18К9М5Т, Н18К12М5Т2, Н16К4М5Т2Ю, Н18К14М5Т). Мартенситті есіретін болаттардың құрамында тәжірибе жүзінде көміртегі болмайды деуге болады (0,03 % С дейінгі мөлшерде болуы мүмкін).
Негізгі легірлеуші элемент – никель. Мартенситті ескіретін болаттарды жаңа техникалардың, ұшақ және зымыран жасауда жауапты бөлшектерді жасау үшін қолданады. Сонымен қатар, олар серіппелерді жасауда жақсы материал болып табылады. Жоғары суыққа тұрақтылығына байланысты оларды криогенді техникада қолданады.
Серіппелі – рессорлы болаттар. Серіппелер мен рессорлар машиналар мен механизмдердің маңызды тетікбөлшектері болып табылады. Тұрақты соммалық деформация кезіндегі кернеуді өзіндік төмендету кернеулер релаксациясы деп аталады. Кернеулер релаксациясы серіппелер жұмысының серпімділігі мен сенімділігін төмендетеді. Серіппелер және рессорлар коміртекті (0,65 – 0,85 % С) және легірленген (0,5 – 0,7 % С) конструкциялық болаттардан дайындалады. Серіппелік көміртекті болаттардың кемшіліктеріне прокаливаемость және босату кезінде жылдам беріксізденуі жатады.
Серіппелі – рессорлы болаттарды серпімділік шегін жоғарлататын легірлеуші элементтермен Si, Mn, Cr, V, W легірлейді. Аталған элементтермен легірленген болаттар 200—250 °С температураларға дейін қыздырған кезде жұмыс істей алады. Сондықтан оларды аса жауапты және ауыр жүктелген серіппелерді жасау үшін қолданады. Сонымен қатар, серіппелер үшін құрамында бор элементі бар (мысалы, 55ХГР, 50ХФРА және т.с.с.). қорытпалар қолданылады.
Шарикті – мойынтіректі болаттар. Шарикті – мойынтіректі болаттар конструкциялық болаттардың ерекше тобын құрастырады. Олардың негізгі ерекшелігіне құрамындағы көміртегінің жоғары мөлшері (~1 %) және хромның болуы (ШХ15, ШХ15СГ, ШХ4, ШХ20СГ) болып табылады. Болат ентаңбасындағы ШХ әріптері шарикті – мойынтіректі хромды екенін, ал әріптен кейінгі сандар хромның ондық пайыздық мөлшерін көрсетеді.
Шарикті – мойынтіректі болаттарға қойылатын негізгі талаптар жоғары беріктік және тозуға төзімділік болып табылады. Шарикті – мойынтіректі болаттарға карбиттердің біртекті таралуына және тазалығына жоғары талаптар қойылады. Шарикті – мойынтіректі болаттардың термиялық өңделуіне жасыту, шынықтыру және босату жатады.
Нег. 2[259 – 290]
Бақылау сұрақтары:
1. Тағайындалуы бойынша легірленген болаттар қалай сыныпталады?
2. Құрылымы бойынша легірленген болаттар қалай сыныпталады?
3. Қандай болаттар легірленген болаттар деп аталады?
4. Болаттардың қасиеттеріне легірлеуші элементтер қалай әсер етеді?
5. Қандай болаттар мартенситті – легірленген болаттарға жатады?
Дәріс 10. Шойындардың сыныпталуы.
Шойындардың құрылымында кристалданудың нақты жағдайларына сәйкес көміртегі құрылымдық – бос күйінде болуымен негізделетін түрлі құралғыштардың болуы мүмкін. Осының негізінде шойындарды: ақ, сұр, жоғары берік, соғылғыш, легрленген және антифрикциондық деп бөлуге болады. Ақ шойын деп аталу себебі, ондағы көміртегінің барлығы байланысқан күйінде болады, атап айтсақ Fe3C қосылысы түрінде және мұндай шойындардың сынықтары ашық түсті (ақ сынық) жылтыр болады (10.1 – сурет).
Ақ шойындарды машина тетіктерін жасау үшін қолданбайды, себебі олар жоғары қаттылыққа ие болады (НВ 450 – 550), морт сынғыш және тәжірибеде кесу аспаптарымен өңделмейді. Ақ шойынның жоғары қаттылығы мен морт сынғыштығы ондағы ледебуриттің болуымен түсіндіріледі.
|
|
|
|
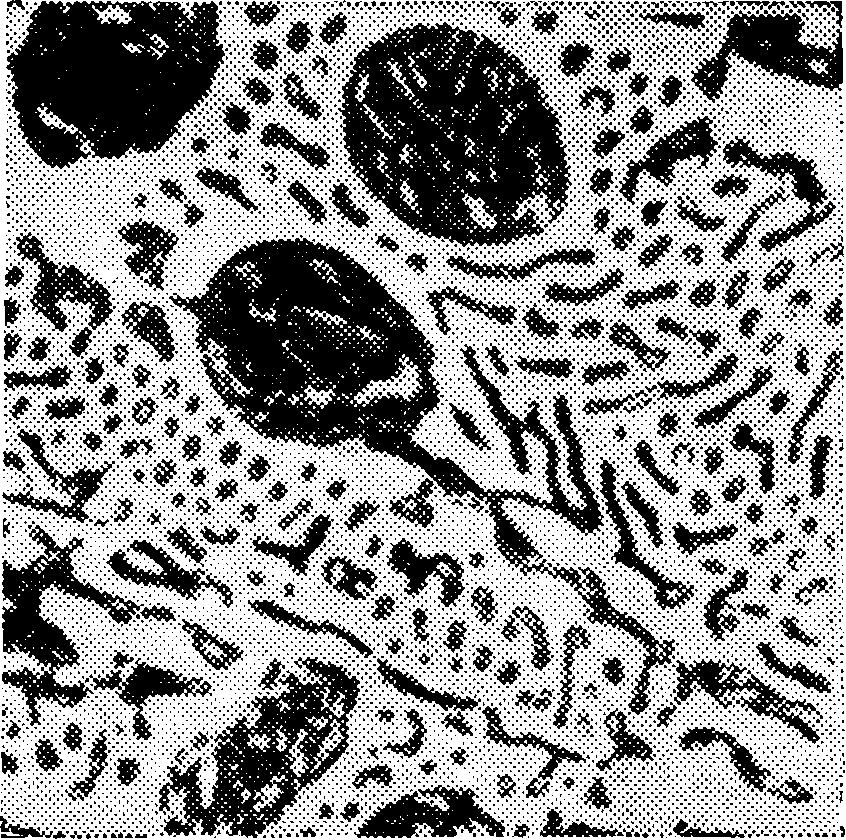
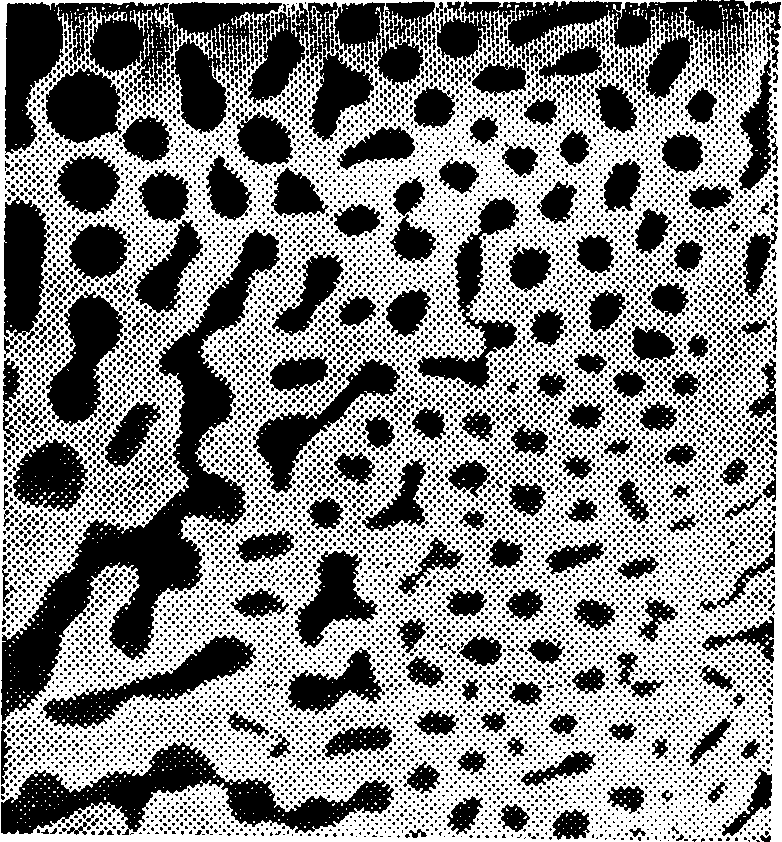

а) б) в)
а – эвтектикаға дейінгі; б – эвтектикалық; в – эвтектикадан кейінгі
10.1 – сурет. Ақ шойынның микроқұрылымы (×500)
Сұр шойында барлық көміртегі бос күйінде болады, тек қана 0,8 % С ғана байланысқан күйде болуы мүмкін. Сұр шойынның құрылымында графиті болады, олардың саны, пішіні және орналасуы кең көлемді өзгерісте болады. Сонымен қатар сұр шойынның құрамында ледебурит болуы мүмкін, бірақ құрылымдық бос күйінде емес, эвтектоид құрамында, атап айтсақ перлитте (ледебурит немесе екінші ретті цементит сұр шойынның құрамында болмайды).
Сұр шойын деп сынықтың түсіне байланысты атаған. Сұр шойынның құрылымында графит әртүрлі пішінді болуы мүмкін: пластинка, үлпек және шар тәрізді (10.1 – сурет). Әдеттегі сұр шойында графит пластинка түрінде болады. Шойында графит үлпек тәрізді болса, онда оны соғылғыш шойын деп аталады. «Соғылғыш» деген атау шартты, себебі ол созымдылығының төмен болғандықтан қысыммен өңделмейді. Шар тәрізді графиті бар шойындарды жоғары берік шойындар деп аталады.
Сұр, соғылғыш және жоғары берік шойындар кеңінен таралған және арзан құйылғыш конструкциялық материал болып табылады. Мұндай шойынның қасиеттері металдық негіздің құрылымынан, графиттік қосылыстардың сипатынан (пішіні, өлшемдері, мөлшері) байланысты болады. Шойынның беріктік қасиеттеріне металдық негіздің құрылымы әсер етеді, ал шойынның созымдылығы металдың негізіне тәуелді емес.
|
|
|
|
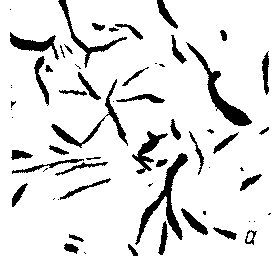
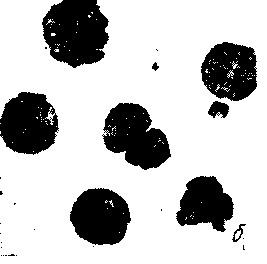
а – пластинка тәрізді; б – шар тәрізді; в – үлпек тәрізді