

1 Закрепляющие устройства
К закрепляющим устройствам сборочно-сварочных приспособлений предъявляются следующие требования:
надежность закрепления устанавливаемых в приспособлении деталей свариваемого узла;
быстрота действия;
возможность закрепления устанавливаемой детали без сдвига ее относительно установочных баз;
небольшие габариты;
удобное расположение на приспособлении, при котором рабочий не должен производить лишние движения и работать при неудобном положении тела;
надежная работа при невысоких первичных (приводных) усилиях рабочего (таблица 1);
безопасность в работе.
Таблица 1– Предельно допустимые рабочие усилия, Н
|
Направление усилий
|
На правую руку
|
На левую руку
| ||
|
Условия приложения усилия
| ||||
|
часто
|
редко
|
часто
|
редко
| |
|
Вверх Вниз В сторону
|
50 50 40
|
80 80 60
|
40 40 30
|
60 60 40
|
Во всех случаях расчет зажимного усилия ведут на основе анализа места его приложения, направления действия сил усадки, сдвигающих заготовку при сварке, и веса собираемых деталей, т. е. путем решения задачи па статическое равновесие внешних сил.
Применяемые в сборочно-сварочных приспособлениях закрепляющие устройства можно разделить на устройства с ручным приводом: клиновые, пружинные, винтовые, эксцентриковые, рычажные и с механизированным приводом: электромеханические, пневматические, пневмогидравлические, магнитные.
1.1 Закрепляющие устройства с ручным приводом
1.1.1 Клиновые прижимы
Клиновые прижимы — наиболее простые элементы узлов крепления, используемые в приспособлениях. Они весьма широко применяются при сборке: полотнищ и карт из листового материала, при поджиме и стяжке массивных заготовок как самостоятельно, так и в сочетании с другими видами креплений.
Схема действия клинового прижима показана на рисунке 1. Под действием силы Р рабочего усилия клин перемещается на величину l, возникает сила N—реакция упора, которая но правилу многоугольника раскладывается на силу Q, поджимающую заготовку, и силу Q, направленную противоположно силе трения.

Рисунок 1- Схема действия клинового прижима.
Конструкция клина должна быть такой, чтобы угол подъема у был на 20...30% меньше угла трения ρ пары: клин - деталь (угол трения γ определяется из соотношения f = tg γ, где f - коэффициент трения (для стали 0,15...0,18). Если клин служит временным подсобным средством для закрепления деталей угол γ = 15 - 30°.
Клиновые прижимы не следует применять в массовом и серийном производствах, так как работа с ними неудобна и тяжела и часто требует установки временных упоров (с помощью сварки или болтового соединения). Получить высокую производительность труда при применении клиновых прижимов затруднительно.
На рисунке 2 показаны некоторые клиновые прижимы, применяемые в сварочном производстве.
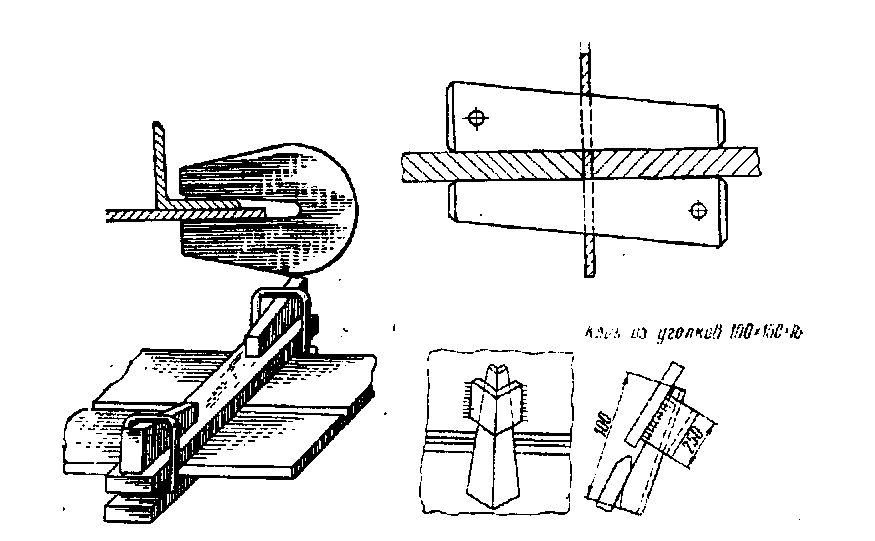
Рисунок 2 - Примеры применения клиновых прижимов
Задача №1 “Расчет параметров клинового прижима”
Клиновой прижим используется для кооректировки стыка деталей обечаек сушильного барабана для последующей сварки. Вес обечайки G , разность элементов стыка по высоте δ, расстояние от стыка до роликооопоры L. Временный упор приварен на расстоянии В от места стыка.
Рисунок 3 – Схема стыка
Задание
Определите усилие Р необходимое для корректировки стыка.
Рассчитайте величину l (корректирующего перемещения клинового прижима).
Составьте эскиз прижима. Подберите материал, из которого должен быть изготовлен прижим.
Таблица 2 – Варианты задачи
|
№ |
G, Н |
B, мм |
L, мм. |
δ, мм |
|
1 |
15,0 |
200 |
2000 |
10 |
|
2 |
20,0 |
300 |
2500 |
20 |
|
3 |
5,0 |
250 |
3000 |
30 |
|
4 |
35,0 |
350 |
3500 |
20 |
|
5 |
30,0 |
300 |
4000 |
25 |
Контрольные вопросы
Что представляет собой клиновой прижим?
Каков механизм действия клинового прижима?
Какие параметры прижима подлежат расчету или выбору?