

Изготовление серёг
Серьги состоят из лицевой части – кастов и верхушки. Отличительная черта этих украшений – серьговые устройства или замки. Различают два типа серьговых устройств: навесные крючки, свободные, и с петлями, пружинные замки со швензами.
Наиболее просты в изготовлении – навесные крючки. Для их изготовления требуется проволочная заготовка с толщиной сечения 1,0-1,2 мм. Длина заготовки выбирается произвольно. Надо учитывать, что средний диаметр загиба крючка составляет около 8 мм, а для работы используется заготовка около 25 мм плюс длина самой серьги.
От проволоки отрезается прямая проволока нужного размера и впасовывается в каст или верхушку. На уровне ранта в касте просверливают отверстие или прокалывают его, укрепив заготовку в специальном приспособлении. Отверстие должно быть равно по диаметру толщине проволоки. Если используется низкий каст или накладка, к которой должен быть припаян крючок, то надфилем со стороны основания всекается желобок, в который впаивается конец проволоки. Если взят каст или верхушка с низким рантом, то заготовка впасовывается между рантом и верхушкой, после чего заготовку припаивают.
Место пайки должно быть заправленным, а если используется крючок без петли, то его загибают. Если изготавливается штучное изделие, то крючок сгибают вручную, с помощью круглого стержня диаметром 8 мм. Если изготавливается большая партия, то гибка, производится с помощью приспособления в форме рычага.
Если в серьге используется крючок с петельным замком, то перед его загибом к крючку припаивается замок. Петельный замок является шарнирно-подвижным и состоит из двух деталей: самого шарнира и вставленной в него петли. Шарнир – это отрезок трубки, внутренний диаметр которой составляет 0,6-0,8 мм, а длина 2,5-3,0 мм. Он припаивается фугой вниз к ранту или касту со стороны основания и с противоположной крючку стороны. Шарнир должен припаиваться строго напротив и перпендикулярно крючку.
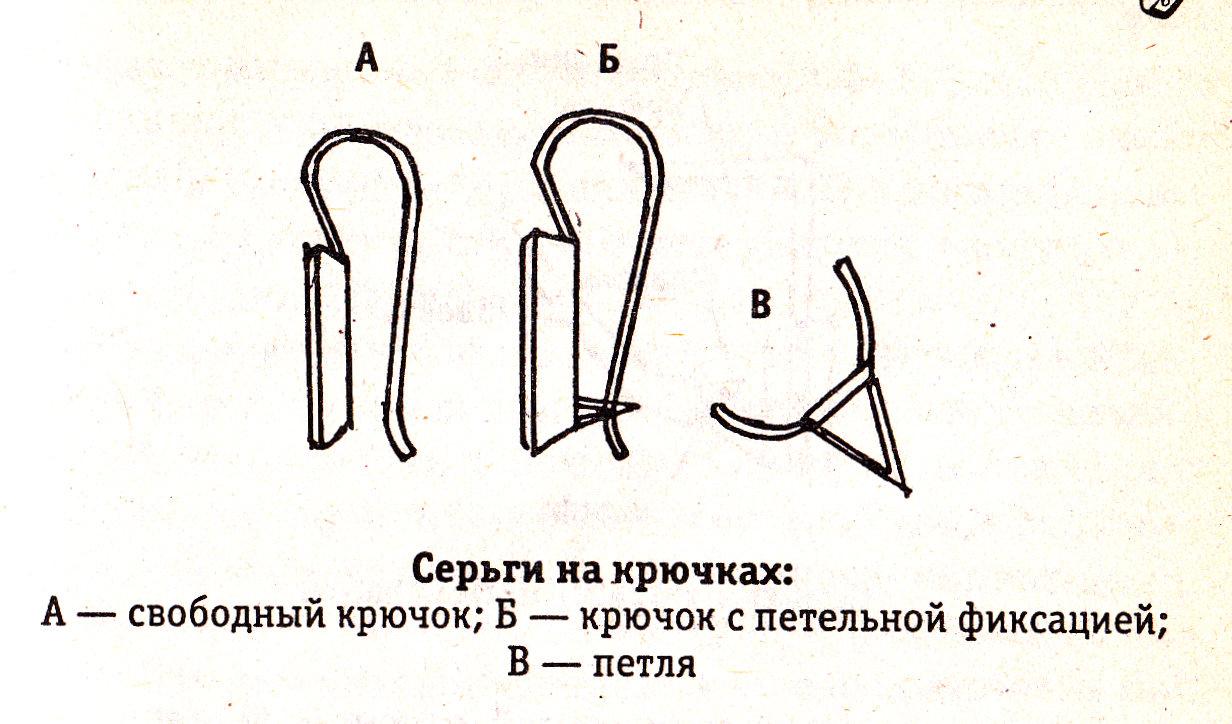
Для изготовления петли проволоку отжигают и отвальцовывают так, чтобы она свободно проходила в отверстие шарнира. Длина проволоки 12-015 мм. Её концы в продетом состоянии отводят под углом и спаивают. Крючок загибают и подгоняют по длине только после того, как петельный замок на серьге собран. Длина крючка зависит от расстояния откинутой вниз петли. С внешней стороны крючка надо сделать неглубокую высечку. Шабрение спаренных серёг производится после того, как они полностью обработаны.
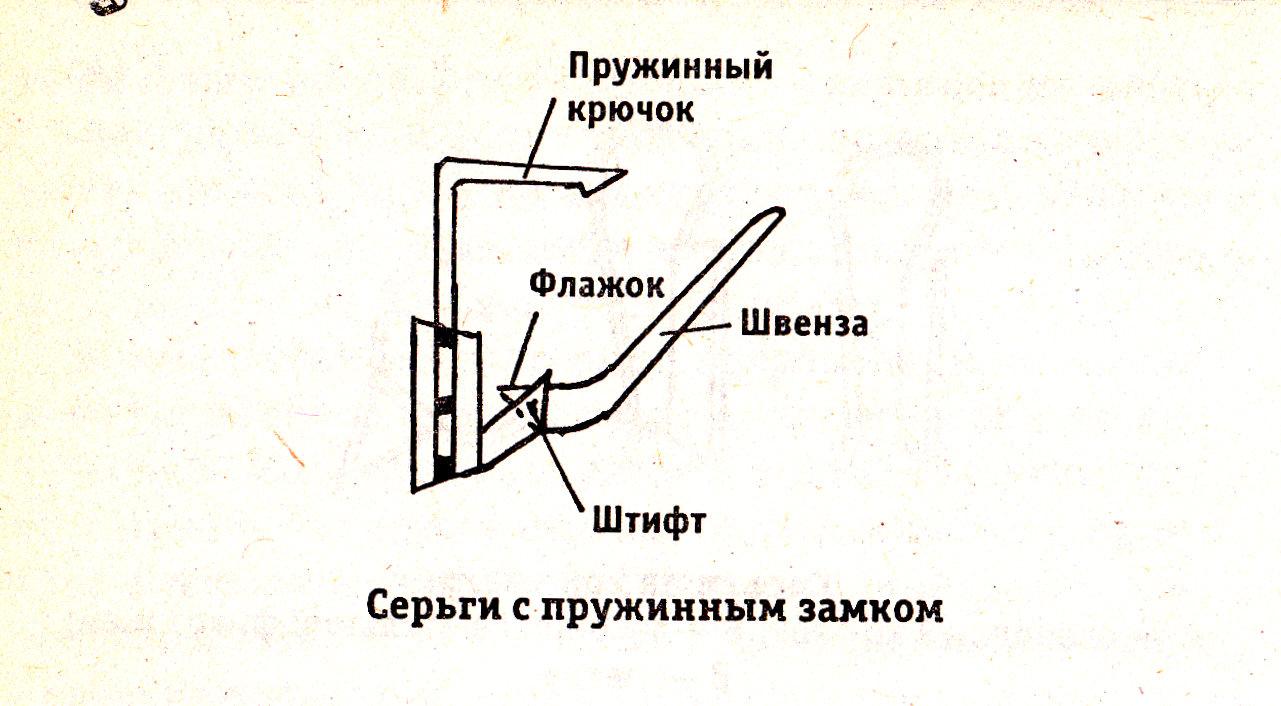
Самыми надёжными являются пружинные замки, но они являются самыми сложными по изготовлению. Их нужно собирать непосредственно на обратной стороне верхушки или каста. Замки состоят из двух частей: пружинного крючка и швензы. Швензы делятся на два типа: ювелирные и галантерейные.
Пружинный крючок изготавливается прямо на серьге. Берётся проволочная заготовка с диаметром около 1 мм, от заготовки отрезается необходимый кусок и припаивается, как и навесной крючок к касту или верхушке. Расстояние от верхушки до калена составляет обычно от 2 до 10 мм.
 Отмерив необходимую
длину крючок загибается. Если делается
острое калено проволока высекается
изнутри острым надфилем, затем загибается,
и высечка пропаивается. При изготовлении
плавного калена, гибку проводят на
специальном приспособлении, либо вручную
плоскогубцами. В обоих случаях угол
изгиба должен немного превышать 90°.
Затем отмечают общую длину крючка,
обычно она составляет 10 мм. Конец крючка
слегка сплющивают с боков, и на нём
отмечается чистовая длина крючка
(расстояние от калена до зацепа), которая
равна примерно 7,5 -8 мм. На место отметки
всекается крючок-зацеп и обрабатывается.
Отмерив необходимую
длину крючок загибается. Если делается
острое калено проволока высекается
изнутри острым надфилем, затем загибается,
и высечка пропаивается. При изготовлении
плавного калена, гибку проводят на
специальном приспособлении, либо вручную
плоскогубцами. В обоих случаях угол
изгиба должен немного превышать 90°.
Затем отмечают общую длину крючка,
обычно она составляет 10 мм. Конец крючка
слегка сплющивают с боков, и на нём
отмечается чистовая длина крючка
(расстояние от калена до зацепа), которая
равна примерно 7,5 -8 мм. На место отметки
всекается крючок-зацеп и обрабатывается.
Самой сложной деталью при изготовлении серьги считается ювелирная швенза. Её размеры всегда зависят от высоты верхушки вместе с крючком. Для получения швензы берётся кусок или слиток золота и вальцуется до получения заготовки квадратного профиля со стороной 2,2-2,5 мм. Длина определяется необходимостью, с учётом того, что заготовка вытянется при вальцовке. Швензы делаются попарно, поэтому берётся заготовка двойной длины. Швенза состоит из двух деталей: клюва и хвостика, которые между собой подвижно соединены с помощью штифта. Клюв является опорной основой для всей швензы, поэтому он утолщён. Хвостик – утоньшается к крючку. При разметке в середине швензы отмечают участок, который равен длине двух клювов, около 20 мм. Оставшиеся концы подвергают вальцовке в плоских валках до получения заготовки толщиной около 1,0-1,2 мм. После этого заготовку разрезают на две части.
Угол
загиба клюва должен являться неким
продолжением угла каста или ранта,
соответствовать образцу серьги и
соответствовать форме каста или верхушки.
Заготовку с загнутым клювом прикладывают
к касту или ранту верхушки, следя за
тем, чтобы она находилась с противоположной
стороны от крючка в том положении, в
котором она будет потом припаяна. После
сборки хвостик швензы должен быть
параллельным основанию каста или ранта.
Швенза рассекается лобзиком на две
части (клюв и хвостик) под таким углом,
чтобы образовались наибольшие площади
их соприкосновение, и обеспечилось
свободное переламывание швензы наружу
при штифтовом соединении. Надо следить
за тем, чтобы детали одной швензы не
перепутывались с деталями другой, иначе
площадки смежных деталей придётся
подгонять заново.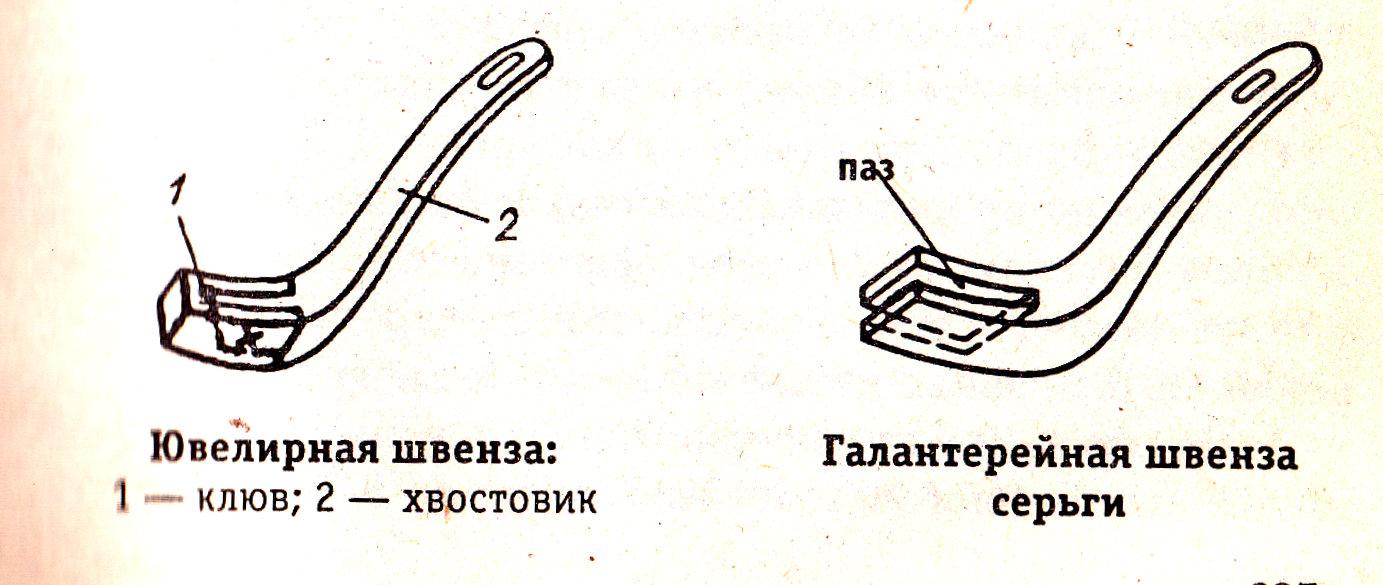
На каждой из смежных пластин толстой пилкой лобзика делают долевые прорези под одинаковым углом, к которым потом подгоняют плоскопрокатную пластинку. После того, как пластинка плотно садится в прорезь хвостовика, её припаивают. Её оставшаяся свободная часть флажок, подгоняется в прорезь клюва так, чтобы детали швензы совмещались без зазора. После этого детали скрепляются шеллаком, который нагревается до температуры его плавления. После затвердевания шеллака в клюве швензы сверлят отверстие диаметром 0,6-0,8 мм, которое должно проходить через середину вставленной в клюв участка пластины. Детали заштифтовываются. После этого окончательно обрабатывают швензу. Её правят, опиливают, подвергают шабрению.
Определив по крючку нужный уровень, в хвостовике швензы проделывают замковое отверстие. После этого швензу устанавливают на место, застёгивают крючком, а заранее припасованное основание клюва припаивают к касту или ранту верхушки. Во время пайки шеллак выгорает из щелей сам по себе. Далее серьги подвергают окончательной обработке: заправке паяных соединений и шабрению.