Сложные шинки
Особенностью сложных шинок является различная толщина отдельных участков. Самое толстое место в месте каста, самое тонкое по толщине – против каста. Поэтому, рассчитывая длину заготовки, за исходную толщину принимают среднее значение между самым толстым и самым тонким участками. Изготовление сложной шинки также начинают с чертежа и указания на нём всех размеров. Берут пруток круглого или квадратного сечения, равный по толщине самому толстому участку шинки, и отрезают заготовку, равную по длине половине расчетной длины. Концы заготовки отвальцовывают в профильных валках квадратного калибра (середина должна оставаться невальцованной) до заготовки расчетной длины. Затем заготовку сгибают в самом толстом месте, после чего отжигают и сворачивают в кольцо, вначале круглогубцами, затем на шпераке до максимального прилегания, сфуговывают, полностью отфлюсовывают и, наложив припой, пропаивают по фуге. Затем шинку отбеливают, промывают, сушат и правят. Готовую шинку распиливают лобзиком посередине утолщённого участка и на ригеле разводят до размера каста или верхушки.
Иногда заготовку вальцуют до получения размера только в середине, а концы оставляют утолщёнными. После этого её сгибают, правят, опиливают. В этом случае шинка получается бесшовная, но трудно добиться симметрии концов.
Изготовление накладок, рантов
Накладки в кольце выполняют конструктивно-декоративную роль. Они обеспечивают плавный переход от шинки к касту и придают завершённость ювелирному изделию. Размеры накладок определяются размерами кольца, а форма – фантазией художника. Их используют с простыми и сложными шинками. По способу крепления к шинкам они делятся на накладные и вставные. При пайке первые накладываются на шинку, вторые врезаются с помощью всечек. Все накладки изготавливаются из листового проката.
Вначале изготавливается рисунок в натуральную величину с размерами, затем берётся лист металла и отрезается нужный размер заготовки, который выправляется. После этого на заготовку переносят рисунок, но дают 1 мм припуска на обработку. Лобзиком вырезают накладку, отжигают до появления малинового цвета и производят её гибку. После опиливания накладка готова.
Рант – это контурный ободок, который припаивается снизу к касту или ко всей верхушке и является соединительным элементом между верхушкой и шинкой. Форма ранта повторяет форму верхушки, но поскольку он не должен выходить за пределы накладок, его иногда выполняют по форме одной из накладок.
Из листа толщиной 1,0-1.2 мм по эскизу вырезается заготовка, площадью чуть больше каста, которую отжигают и правят. Выпиливают рант по внешнему контуру и опиливают до полной пригонки к основанию и контуру верхушки. Просверливают отверстие для выпиливания внутреннего контура ранта, который опиливают и шабрят. При изготовлении ранта по накладке, одну из накладок припаивают к заготовке, выпиливают рант по её контуру, после чего накладку отпаивают. А рант отбеливают, промывают, сушат и защищают место пайки.
Изготовление кастов. Каст (оправа камня) – это общая деталь для всех ювелирных изделий с камнями, которая должна отвечать требованиям:
▪ прочно удерживать камень;
▪ подчёркивать его красоту;
▪ служить связующим звеном между основным телом украшения и камнем.
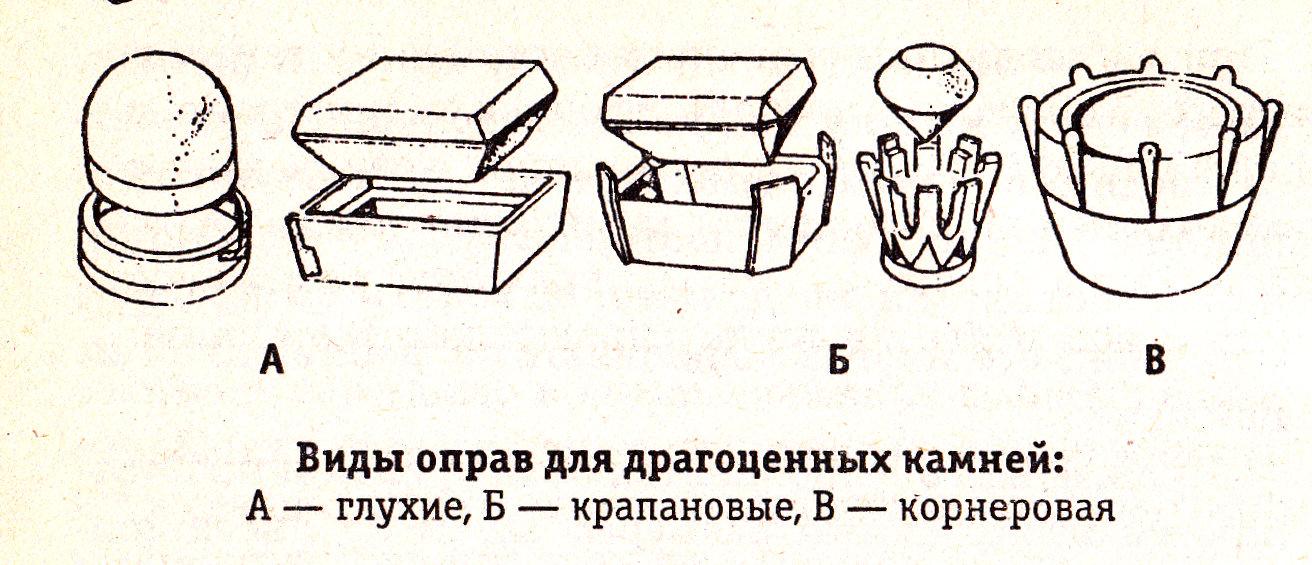
Различают следующие виды кастов: глухие, ободковые (царговые), крапановые и корнеровые.
Формы и размеры кастов зависят от формы, размера и огранки камня.
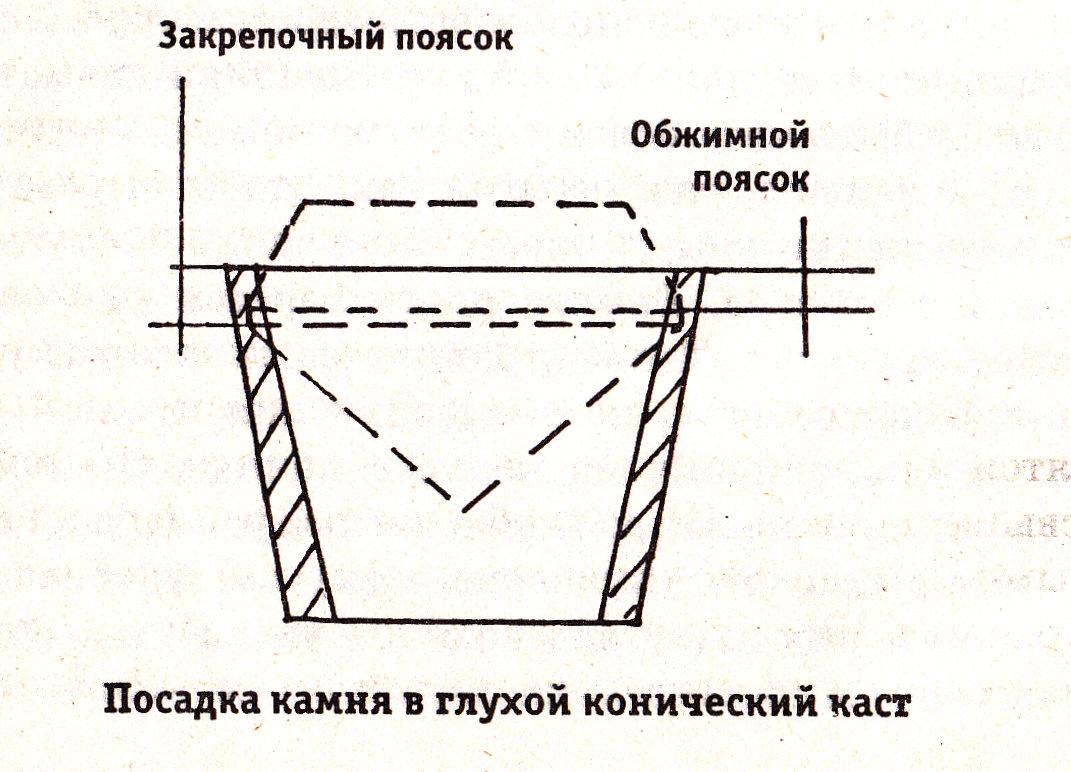
Глухой каст. Это простейшая форма оправы. Она обеспечивает надёжное крепление камня, но свет на него попадает только сверху. В этот каст крепятся только непрозрачные камни, с гладкой нижней поверхностью. Камни могут быть круглой, овальной, гранёной формы.
Для изготовления глухого каста берётся полоса металла (золота, серебря, мельхиора, меди) толщиной 0,25-0,35 мм, достаточно широкую, чтобы охватить камень, затем сгибают по форме камня, отрезают в нужном месте и спаивают (припой накладывается изнутри).
После этого из листа толщиной 0,8-1,0 мм отрезают пластину для донышка, которую отжигают до малинового цвета и правят на флакейзене деревянным молотком. Припасовывают детали каста друг к другу и укрепляют в этом положении, отфлюсовывают место пайки, накладывают припой и паяют. У граненых камней циркулем замеряют длину каждой грани и рассчитывают: суммируя длину каждой грани и прибавляя к этому величину, равную произведению числа граней на половину толщины заготовки. Отрезав нужную заготовку, её выправляют, размечают места сгиба и слегка пропиливают лобзиком, а затем квадратным напильником под углом 45° пропиливаются пазы почти на всю толщину металла. Все грани последовательно сгибают, припасовывают концы, отфлюсовывают и паяют.
Ободковый (царговый каст). Эту оправу применяют для прозрачных камней. Свет падает на камень сверху и снизу. Верхний ран ободка должен немного возвышаться над рундистом камня, что обеспечивается глубиной уступа.
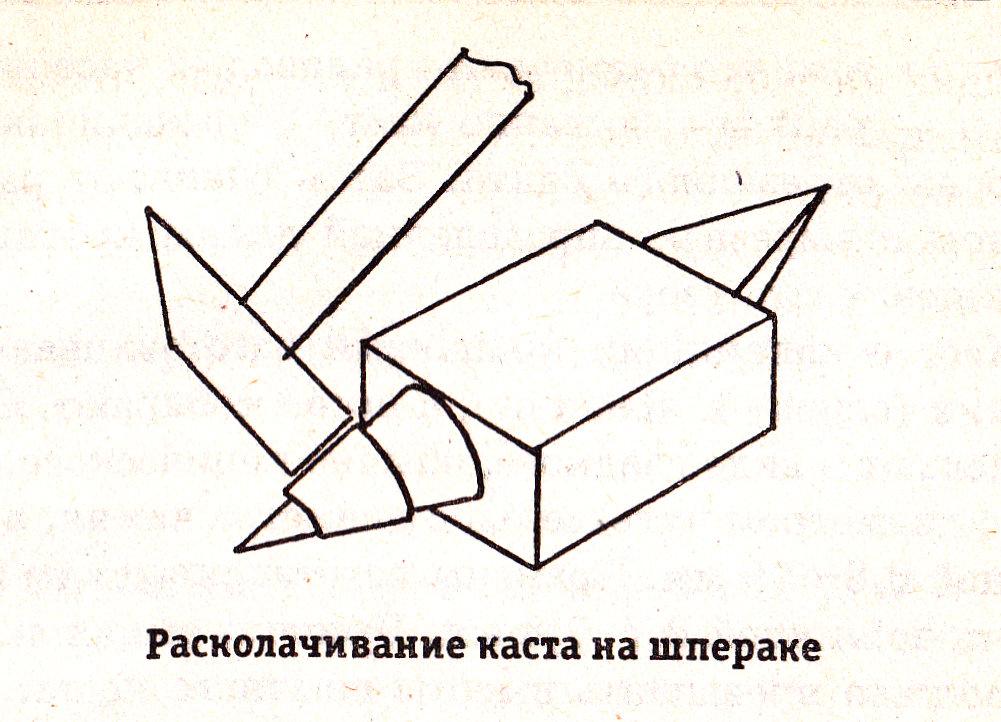
Для мелких камней (до 3 мм в диаметре) касты изготавливаются цилиндрические и конические. Лучше всего для этого использовать отрезки трубок-царг с толщиной стенок 0,3-0,5 мм. Внешний диаметр её должен быть чуть больше размера камня, а внутренний – меньше, рассчитывая так, чтобы вырезанное при закрепке камня гнездо проходило по средней линии диаметра. Высота царги берётся не меньше высоты вставки. Также рассчитывают заготовку для конического каста, но для получения нужной формы её сколачивают на конус в конической оправе, или расколачивают до необходимого размера на шпераке, на конусном пуансоне. Отбелённую заготовку надевают до упора на конический рог и молотком расколачивают, вращая каст по окружности. При этом стенки малого основания почти не трогают, только стараются придать им форму окружности. Сколачивание производят с паяным швом. Практичнее произвести пайку трубчатого шва всей царги, а потом нарезать её наружные размеры.
Для красоты и лучшего освещения камня, в ободковой оправе можно вырезать сквозной узор, по заготовленному рисунку (вырезают в заготовке или в спаянном ободке). Сначала размечают каст по высоте, выделив верхний закрепочный пояс, нижний рант и средний – ажурный. Высота закрепочного пояска зависит от рундиста плюс 1,2-2 мм. Нижний рант колеблется от 1,5-2,5 мм.
Для камней диаметром больше 3 мм касты всегда изготавливаются коническими, с толщиной стенок 0,5-0,6 мм. Заготовку можно брать такого же диаметра, что и камень, а пайка шва заготовки производится заранее.
Для камней большого диаметра (около 12 мм) толщина стенок заготовки должна быть 0,6-0,8 мм. Спаянную по фуге цилиндрическую заготовку на шпераке расколачивают до размера камня. Длина заготовки зависит от диаметра камня и его высоты.
Крапановый каст. В этих кастах камень крепиться не всем рантом, а отдельными выступающими полосками металла – крапанами. Крапановые касты делятся на тонкостенные (до 1,2 мм) и толстостенные (свыше 1,2 мм). Первые делаются ажурными, и крапаны припаиваются к опорному ободку. Крапоновый ажурный каст изготавливается по той же технологии, что и ободковый ажурный. Разница только в том, что размечают крапановый каст на две части – рант и собственно каст. Узор начинают со стороны отрезанного ранта. Затем спаивают рант с кастом и вырезают определённой длины крапаны и верхнюю часть узора.
Каст с напайными крапанами изготавливают по частям (основу и крапаны), а потом собирают. Основу делают в виде гладкого, конического каста, с диаметром чуть меньше диаметра камня, а толщиной 0,8-0,9 мм. Крапаны изготавливают из заготовки толщиной 0,7-0,8мм. Общая высота не должна превышать высоты обычного каста. Крапаны напаиваются на основу, сохраняя симметричность расположения. После этого касты выравниваются по высоте, запиливают нижнее основание заподлицо с крапанами, защищают место припоя.
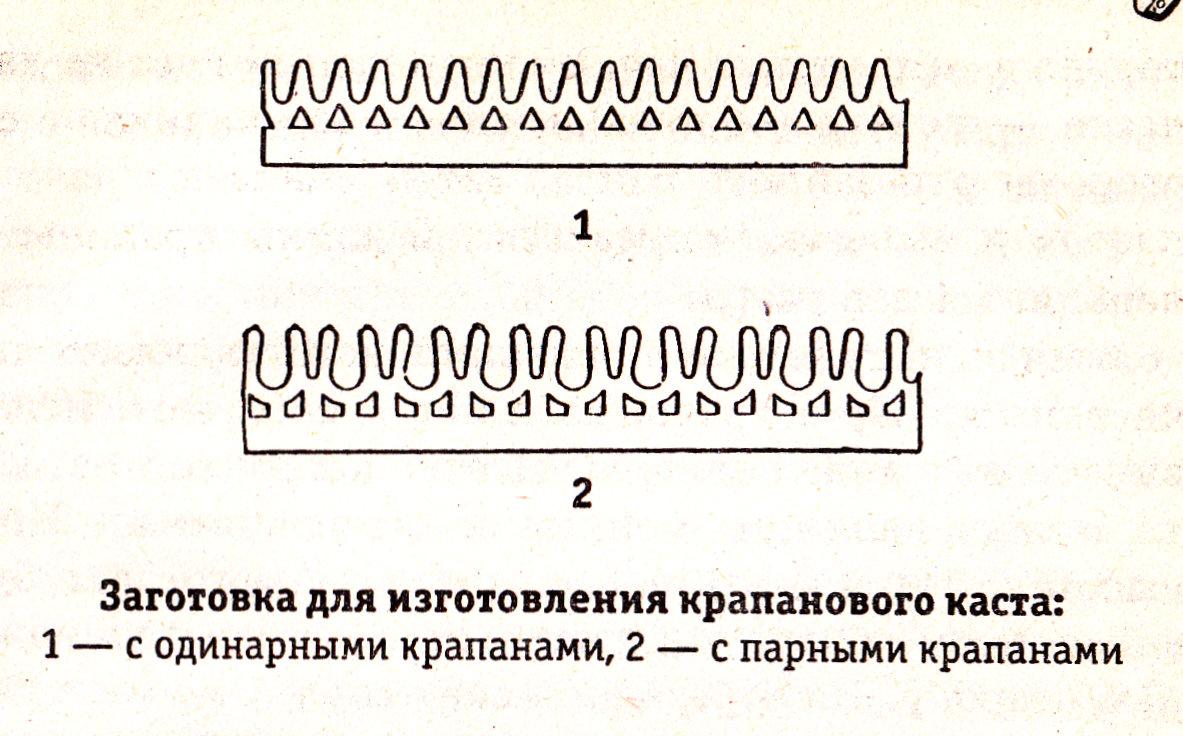
Простейшей заготовкой для крапановой оправы является галерейка, которая может быть гладкой или фасонной с одинарными или двойными крапанами.
Для изготовления каста отрезают необходимой длины галерейку, причём резать надо не по расположению крапанов, а наискось. Отрезанную часть каста изгибают по камню и после припасовки торцы спаивают. Можно делать иначе. Изготавливают из ленты ободковую оправу, которую после спаивания рихтуют и подгоняют по размеру камня. Размечают, насаживают на деревянную оправу и с помощью лобзиковых пилочек и надфилей производят выпиловку крапанов.
Крапановые касты изготавливают из листового проката, трубок-царг и из проволоки. Расчёт заготовки крапанового каста делают аналогично расчёту заготовки глухого каста.
Касты других форм. Для прозрачных, хорошо огранённых камней делают высокие конические касты, если каст будет вмонтирован в верхушку, то он делается минимальным по высоте, а для камней с плоским основанием, кабошонов делают низкие касты с опорным рантом. Изготавливают касты круглые, овальные прямоугольные, в форме «капли», «маркизы».
Овальные касты изготавливают почти также, как и круглые. Расчёты делаются как на круглый каст, но если овал определяется большой и малой осью, то диаметр круга берут как среднее арифметическое размеров осей. Когда каст расколочен до нужного диаметра, его отжигают и сплющивают по стороне фуги молотком до нужного по ширине размера. Проверяют правильность овала по камню, и подгоняют на шпераке до точного размера, после чего каст опиливают. При изготовлении овального каста ширину проката берут на 1,0 1,2 мм больше, чем для круглого так, как после сжатия с боков верхнее и нижнее основания получат изгиб вдоль большой оси, и для выравнивания основания придётся спилить с каждой стороны по 0,5 – 1,0 мм.
При расчёте заготовки для прямоугольного каста исходят из периметра камня, но так как каст книзу должен быть сужен, то длину заготовки берут несколько меньше. Длина заготовки зависит от высоты каста (чем больше высота, тем больше разница между верхним и нижним основаниями). При высоте каста 6-8 мм, длина заготовки будет на 4 мм меньше периметра, т.е. по 1 мм на каждую сторону. На отрезанной заготовке отмечают линии сгиба, затем их пропиливают на середину толщины заготовки и по ним сгибают под прямым углом, получая прямоугольный каст. Каст максимально плотно сфуговывают, наносят припой и пропаивают фугу и каждую высечку, после чего отбеливают, промывают, проверяют внутренние углы. Затем стенки расколачивают на прямоугольном роге шперака до размера камня. Дальнейшая обработка зависит от вида каста.
Если хотят изготовить каст с усечёнными углами, то длина заготовки берётся немного меньше, поскольку места сгиба не пропиливают, а сгибают плоскогубцами. Фугу располагают на стороне каста. Расколачивают каст, не заостряя углы, а подгоняя ширину среза угла, и общий размер каста под камень.
При изготовлении каста в форме «капли» толщина заготовки берётся в зависимости от характеристики камня и вида каста, ширина определяется в зависимости от высоты камня, а длина –равной периметру камня, но фуга должна располагаться на остром конце камня. Заготовку сгибают круглогубцами или на ригеле соответствующего диаметра по форме камня. Для получения суженной нижней части каста, концы заготовки обрезают снизу под углом 30°, запиливают, сфуговывают, пропаивают. Затем каст расколачивают на шпераке до размера камня.
При изготовлении каста «маркиза» толщину и ширину заготовки определяют как в предыдущем примере. Данный каст состоит из двух боковых половинок, спаянных между собой и длина заготовки определяется по контуру камня, но берётся с небольшим запасом. Запас нужен потому, что при пропиливании половинок размер каста уменьшиться. Чтобы стенки каста сужались книзу, концы половинок обрезают под углом 30°.
В корнеровых кастах вставку закрепляют маленькими столбиками - корнерами, которые формируют из металла каста. Они бывают открытыми и встроенными. При изготовлении первой в качестве заготовки используют толстостенную конусную ободковую оправу. Край ободка оправы подгоняют к рундисту камня. Затем от нижней части царги делают расходящиеся, в ширину корнеры. В верхнем краю царги их намечают корнайзеном, вырезают между ними материал, опиливают и подчеканивают до тех пор, пока не получат необходимую форму корнера. У рундиста материал становится таким тонким, что сверху видны только корны вокруг камня.
У встроенных оправ роль корневого каста играет просверленное в толстой пластине металла гнездо, в которое вставляется камень, а иногда камень вставляется в боковые грани кольца. Круглые плоские камни крепятся прямо в гнёздах, а для камней других форм гнездо обрабатывается с помощью штихеля или фрез. Отверстия должны точно соответствовать размерам камней.
Каст «каре» представляет собой квадратную пластину с просверленными в ней отверстиями точно по радиусу вставки. Штихелем или фрезой расширяют отверстие и подгоняют так, чтобы его диаметр в верхней части точно соответствовал рундисту камня. После этого в каждом углу квадрата отделяют узкий лепесток металла, который расширяется от угла по направлению к камню. На четырёх лицевых поверхностях квадрата отполированным флахштихелем ровно скашивают плоскости так, чтобы они шли по наружной стороне квадрата к отверстию камня. Затем надрезанный металл поднимают до углов квадрата, смещая его к камню, и в результате образуется широкая стружка. Каждую стружку оформляют в виде корнера. Пространства между корнерами скашиваются. После вставки камня корнеры скругляют корнайзером. Расположенные по диагонали корнеры закреплялись последовательно, иначе камень может сместиться.

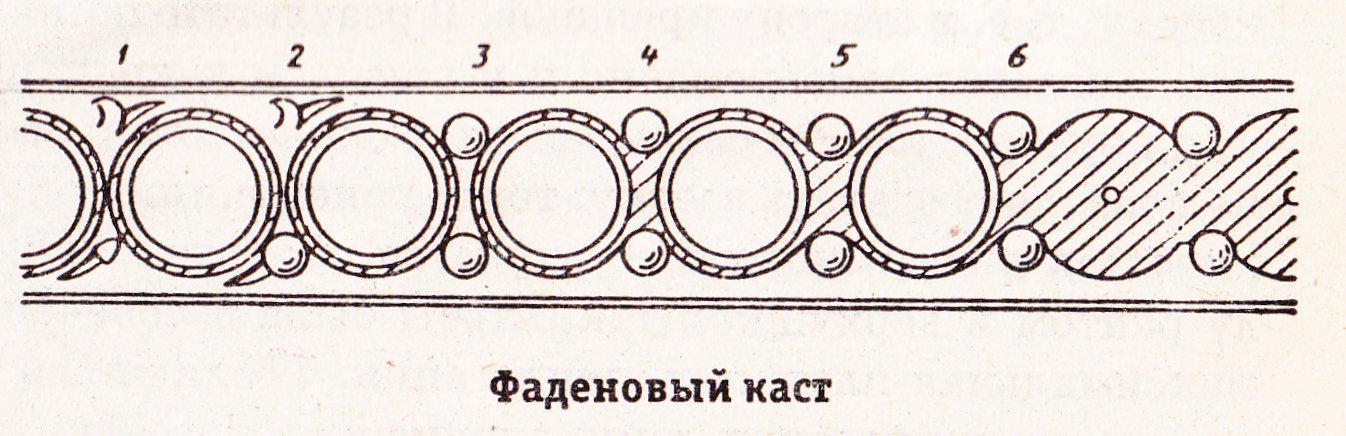
В фаденовом касте камни закрепляются не в отдельных квадратах, а в просверленных гнёздах длинной полосы металла и так плотно прилегают друг к другу, что почти соприкасаются с рундистами.