

3.3 Соединения деталей
3.3.1 Виды соединений
В приборах и установках, во всевозможных изделиях техники связи и других отраслей промышленности используются самые разнообразные по своему назначению, конструктивной форме, технологии изготовления виды соединения деталей. Различают соединения разъемные и неразъемные.
Разъемные соединения – соединения, которые можно использовать многократно (разъединять и соединять), не деформируя при этом ни соединяемые, ни крепежные детали. В области техники связи наиболее распространены резьбовые соединения.
Неразъемные соединения – соединения, которые могут быть разобраны лишь при повреждении хотя бы одной из образующих соединения деталей. В конструкциях техники связи применяются сварные, паяные, клеевые и некоторые другие соединения.
3.3.2 Резьбовые изделия и соединения
3.3.2.1 Общие сведения о резьбе
Резьбовые соединения характеризуются высокой надежностью, универсальностью, малыми габаритами, удобством и сравнительной быстротой сборки и разборки. Чаще всего резьбы используются для неподвижных соединений деталей, но могут обеспечивать и перемещение одной детали относительно другой.
В резьбовом соединении одна из деталей имеет наружную резьбу, другая – внутреннюю. Наружная резьба выполняется на стержне, который носит название «болт», «винт», «шпилька» и образует охватываемую поверхность. Внутренняя резьба выполняется в отверстии детали, называемой «гайкой». Глухое отверстие с резьбой называется «гнездом» и является охватывающей поверхностью.
Резьба образуется при винтовом перемещении некоторой плоской фигуры, задающей так называемый профиль резьбы (табл. 3.1), расположенной в одной плоскости с осью поверхности вращения (осью резьбы), цилиндрической или конической, по которой профиль совершает свое движение.
Часть резьбы, образованную при одном повороте профиля вокруг оси, называют витком. При этом все точки производящего профиля перемещаются параллельно оси на одну и ту же величину, называемую ходом резьбы.
Резьбу, образованную движением одного профиля, называют однозаходной, образованную движением двух, трех одинаковых профилей или более – многозаходной.
Шагом резьбы Р называют расстояние между соседними одноименными боковыми сторонами профиля резьбы, измеренное в направлении, параллельном оси резьбы. Очевидно, что у однозаходной резьбы ход равен шагу (рис. 3.13,а), у многозаходной – ход равен шагу, умноженному на число заходов (рис. 3.13,б).
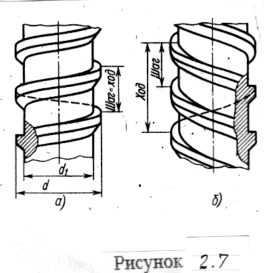
а) б)
Рис. 3.13 - Шаг и ход однозаходной и многозаходной резьбы
Винтовая линия бывает правой и левой, поэтому и резьба образуется правой и левой. Так как применяется преимущественно правая резьба, то на чертеже оговаривают только левую, добавляя к обозначению резьбы надпись “ LH “.
Резьбу изготавливают или режущим инструментом с удалением слоя материала, или накаткой путем выдавливания. При выводе инструмента из металла резьба как бы сходит на нет, образуя сбег резьбы.
Длиной резьбы называют длину участка поверхности, на котором образована резьба, включая сбег резьбы и фаску.
Как правило, на чертежах указывается только длина резьбы с полным профилем (рис. 3.14,а).
Если резьбу выполняют до некоторой поверхности, не позволяющей премещать инструмент до упора к ней, то образуется недовод резьбы (рис. 3.14,б,в ).
Сбег и недовод образуют недорез резьбы.
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делается проточка, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы, а для внутренней резьбы - немного больше диаметра резьбы (рис. 3.14,г). Размеры проточек стандартизованы (ГОСТ 10549-80) .
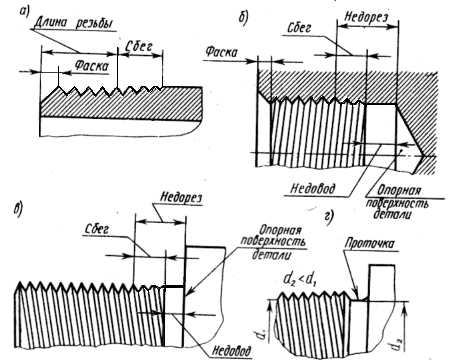
Рис. 3.14 - Элементы резьбовой поверхности
3.3.2.2 Изображение резьбы
Построение точного изображения витков резьбы требует большой затраты времени, поэтому оно применяется в редких случаях. Как правило, на чертеже резьбу изображают условно, независимо от профиля резьбы, а именно: резьбу на стержне - сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему на всю длину резьбы, включая фаску (рис. 3.15, а).
На видах, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, приблизительно равную ¾ окружности и разомкнутую в любом месте, но не на осях.
На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии меняются местами (рис. 3.15,б).
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают.
Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы, до сбега, основной линией (или штриховой, если резьба изображена как невидимая), которую проводят до линий наружного диаметра резьбы (рис. 3.15,в).
Расстояние между линиями, изображающими наружный и внутренний диаметры резьбы, согласно ГОСТ 2.303-68, не должно быть менее 0,8 мм и не больше шага резьбы. Сбег резьбы на производственных чертежах показывают относительно редко. На учебных чертежах сбег не изображают.
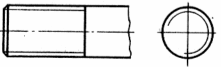
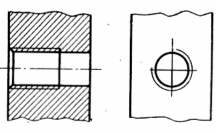

а) б) в)
Рис. 3.15 - Изображение наружной и внутренней резьбы на чертеже
Cледует запомнить правило: в резьбовых соединениях, изображенных на разрезе, резьба стержня закрывает резьбу отверстия (рис. 3.16 а, б).
Обратите особое внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
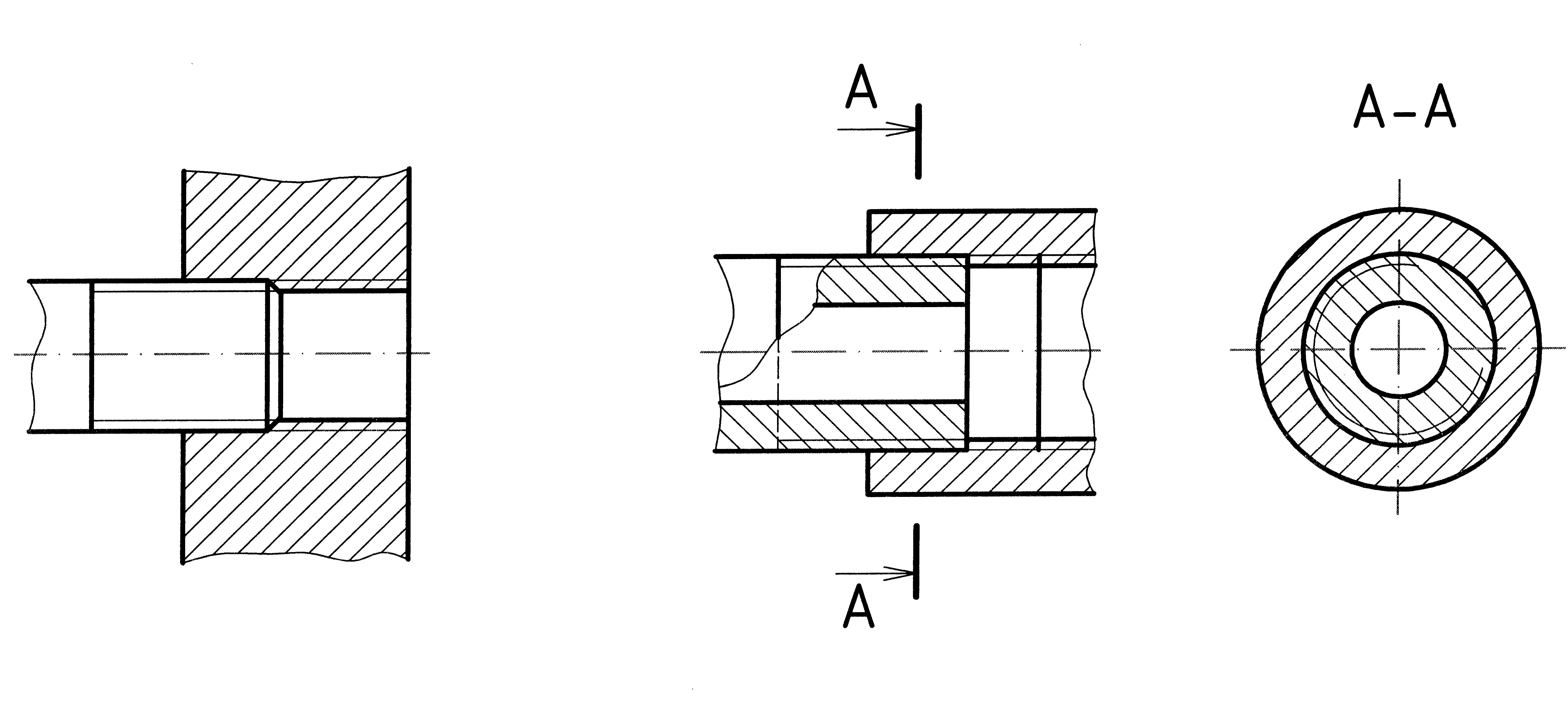
а) б)
Рис. 3.16. Изображение резьбы в соединении двух деталей
Более подробные сведения об изображении резьбы - в ГОСТ 2.311–68 ЕСКД.
3.3.2.3 Обозначение резьбы
По эксплуатационному назначению резьбы подразделяют на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические), ходовые (трапецеидальные, упорные), специальные.
Все резьбы можно разделить на стандартные (с установленными стандартами параметрами: профилем, шагом, диаметром и соотношениями между ними) и нестандартные (прямоугольная и квадратная резьбы).
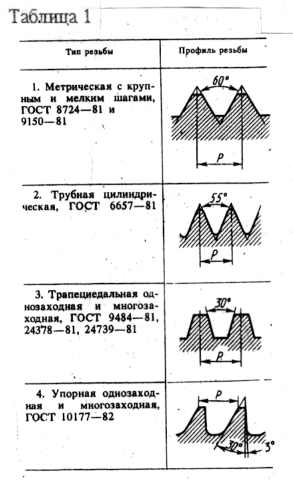
Некоторые стандартные резьбы приведены в табл. 3.1.
В конструкциях техники связи находит применение стандартная метрическая резьба.
Метрическую резьбу выполняют с крупным (единственным для данного диаметра резьбы) и мелким шагами, которых для данного диаметра резьбы может быть несколько. Например, для диаметра резьбы d =20 мм крупный шаг равен 2,5 мм, а мелкие могут быть равны 2; 1,5; 1; 0,75; 0,5 мм, поэтому в обозначении метрической резьбы крупный шаг не указывается, а мелкий указывается обязательно. Обозначение метрической резьбы с крупным шагом состоит из буквы М и номинального диаметра (например, М20), для резьбы с мелким шагом добавляется величина шага (например, М20х1). Для левой резьбы после условного обозначения ставят LH (например, М20х1LH)
Таблица 3.1 - Некоторые резьбы: тип, профиль, обозначение и размер на чертеже
Тип резьбы |
Буквенный код и пример обозначе-ния |
Размеры, указываемые на чертеже |
Профиль резьбы |
1. Метрическая с крупным и мелким шагами, ГОСТ 8724 – 81 и 9150 – 81.
2. Трубная цилиндрическая, ГОСТ 6657 – 81
3. Трапециедальная однозаходная и многозаходная ГОСТ 9484 – 81, 24378 – 81 и 24379 -81
4. Упорная однозаходная и многозаходная ГОСТ 10177 – 82
|
М а) М20
б) М20х1
G G3/4
Tr а)Tr22x1.5
б) Tr22x1.5 (Р3)
S S70x1
|
а) Наружный диаметр и крупный шаг(мм) б) Наружный диаметр и мелкий шаг(мм)
Условное обозначение резьбы в дюймах
а) Наружный диаметр и шаг (мм) б) Наружный диаметр, ход, обозначение шага и шаг
Наружный диаметр и шаг(мм) |
|
Обозначение резьбы можно наносить по любому варианту из числа указанных на рис. 3.17, где знаком “ * “ отмечены допускаемые места нанесения обозначений.
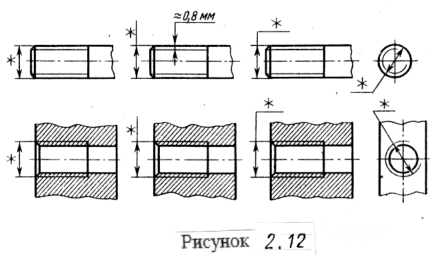
Рис. 3.17- Обозначение резьбы
Резьбовые изделия
К резьбовым изделиям относятся крепежные детали: болты, винты, гайки, шпильки. Некоторые крепежные изделия и их обозначение в технической документации приведены в приложении Ж.
3.3.3 Неразъемные соединения
К неразъемным соединениям относят такие соединения деталей, которые нельзя разъединить без какого либо разрушения. Детали в таких конструкциях соединяют в одно целое различными швами: сварными, паяными, клеевыми, при помощи заклепок и др.
Сварное соединение получается в процессе местного нагрева соединяемых деталей.
Места соединения деталей с помощью сварки называют сварными швами. Сварные швы различаются взаимным расположением свариваемых деталей (вид соединения), подготовкой кромок, характером выполненного шва. Шов может свариваться с одной стороны (односторонний) или с обеих сторон (двусторонний), непрерывной линией или с перерывами. Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки; установлены шифры швов, обозначения способов сварки.
ГОСТ 2.312-72 устанавливает изображения и обозначения на чертежах различных сварных швов. Шов сварного соединения независимо от способа сварки условно изображают сплошной основной (видимый шов) или штриховой (невидимый шов) линией. Условное обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 3.18, а), или под полкой линии-выноски, проводимой от оборотной стороны (рис. 3.18, б). Линию-выноску начинают односторонней стрелкой.
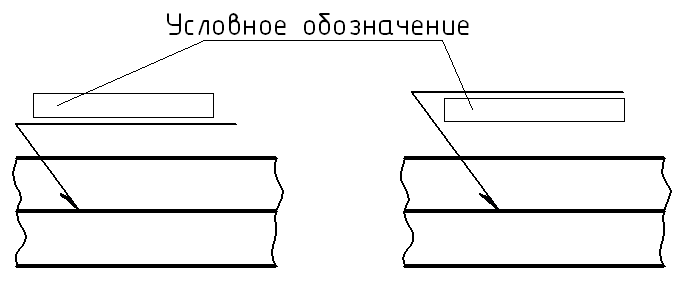
а) б)
Рис. 3.18 - Условное обозначение шва а) с лицевой стороны
б) с оборотной стороны
Пример обозначения шва сварного соединения приведен на рис. 3.19. В условное обозначение шва по стандартам на типы и конструктивные элементы швов сварных соединений входят: обозначение стандарта, обозначение шва по стандарту, обозначение способа сварки, знак и размер катета шва и т д.
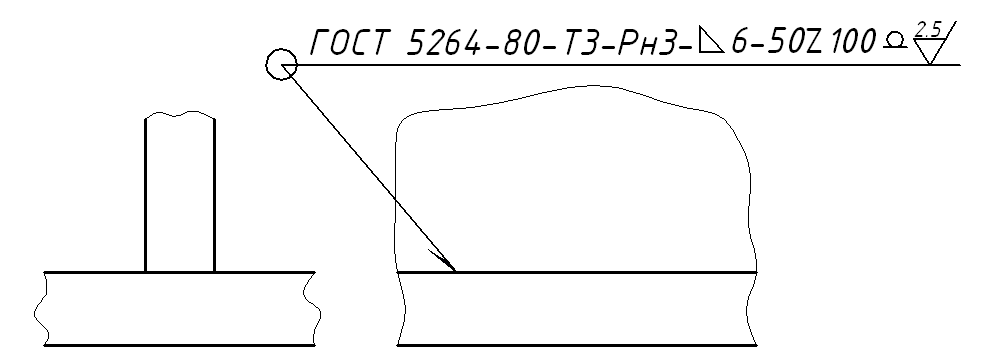
Рис. 3.19 - Пример обозначения шва сварного соединения
Паяные швы изображают по ГОСТ 2.313-68. Пайку применяют для получения герметичности, образования покрытия от коррозии (лужение), при соединении деталей, несущих небольшую нагрузку и т.д. В ряде случаев способ соединения пайкой имеет преимущество перед сваркой, в частности его широко применяют в радиотехнике, электронике, приборостроении. Соединение пайкой производится при сравнительно незначительном нагреве деталей. Пайкой соединяют детали не только из однородных металлов, но и разнородных, например, латуни или меди со сталью, латуни и меди между собой и др. На сборочном чертеже указывают материал припоя. В соответствии с ГОСТ припой на разрезах и видах изображают линией толщиной 2s (1 – 3 мм). Обозначение соединения выполняют на линии-выноске с помощью символа (толщиной s (0.5 - 1.5 мм)), как показано на рис. 3.20. Паяные швы, выполненные по замкнутой линии, обозначают линией-выноской с окружностью (Ø3 – 4 мм). Обозначение материала припоя указывают в спецификации в разделе «Материалы» или на чертеже в технических требованиях.
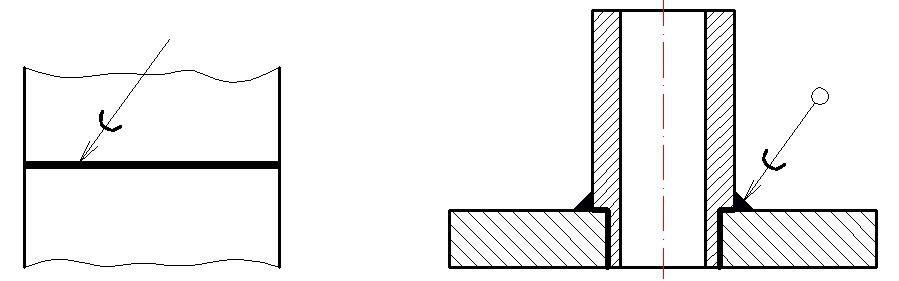
Рис. 3.20 - Примеры обозначения соединения деталей пайкой
Способ соединения деталей склеиванием применяется для деревянных, пластмассовых и металлических деталей и конструкций. В некоторых случаях склеивание является единственным способом, который можно использовать, например, при соединении деталей из неметаллических материалов. Правила изображения полностью совпадают с изложенными выше для паяных соединений, с тем лишь отличием, что знак пайки заменяют знаком склейки (рис. 3.21).
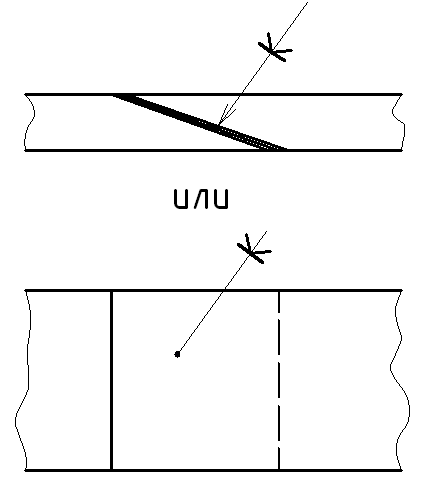
Рис. 3.21- Пример обозначения соединения деталей склеиванием