

6. Вопросы для самоконтроля
В чем заключаются особенности пайки металлов с неметаллами?
Основные типы и особенности конструирования металлокерамических паяных соединений.
Сущность многоступенчатого способа пайки керамики с металлами.
Какова роль активных металлов при одноступенчатой активной пайке керамики с металлами? Способы введения активных металлов в зону пайки.
Какие припои используются при пайке керамики с металлами? Их достоинства и недостатки.
Какова функция активирующей засыпки в процессе создания вакуума внутри вспомогательного контейнера с затвором?
Основные параметры термического цикла пайки алюмооксидной керамики с титаном алюминиевыми припоями.
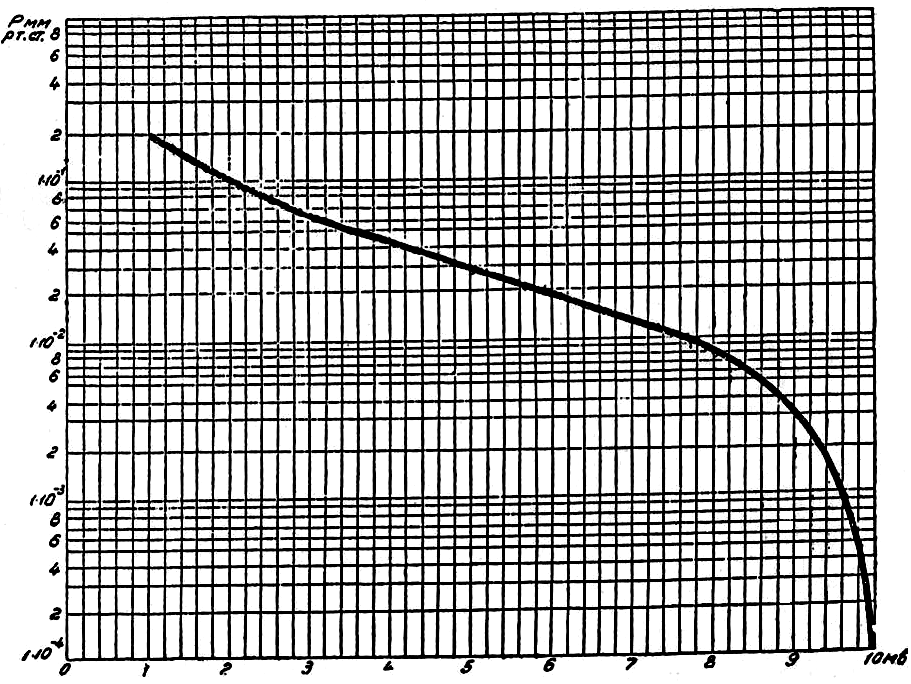
Рис. 3.14. Градуировочная кривая лампы типа ЛТ-4М
Лабораторная работа № 8
БЕСФЛЮСОВАЯ ПАЙКА СТАЛЕЙ В ПАРАХ ЦИНКА
1. Цель работы
Изучить технологию контейнерной пайки сталей в восстановительной атмосфере в парах цинка.
2. Физико-химические процессы
ПРИ КОНТЕЙНЕРНОЙ ПАЙКЕ В ПАРАХ ЦИНКА
Наиболее распространенным способом пайки изделий из углеродистых и низколегированных конструкционных сталей является пайка в восстановительных газовых средах с использованием в качестве припоя чистой меди. Недостатком этого способа является высокая температура пайки (1100 °С), сравнительно невысокая прочность паяных соединений и необходимость в специальном оборудовании. Последнее делает этот способ нецелесообразным в штучном и мелкосерийном производстве.
Снизить температуру пайки и повысить прочность паяных соединений можно применением в качестве припоя латуней – сплавов меди с цинком. Обладая хорошей смачивающей способностью и более высокой прочностью, латуни в качестве припоев имеют один существенный недостаток, обусловленный высоким давлением насыщенного пара цинка (для чистого цинка давление насыщенного пара при 907 °С равно атмосферному), - интенсивное испарение цинка при пайке. Это приводит к повышению температуры плавления припоя, что делает возможным неполное его расплавление и обусловленное этим образование пор и непропаев. Снижаются механические свойства и надежность паяных соединений. Для уменьшения испарения цинка пайку латунями осуществляют с быстрым нагревом – газопламенным, индукционным, погружением в расплав припоя или соли. При этом также не исключено образование дефектов, обусловленных испарением цинка. Печная пайка, обладающая такими достоинствами, как высокая производительность, отсутствие коробления и снижение остаточных напряжений, стабильность качества, а при использовании контролируемых атмосфер и отсутствие окисления деталей, для пайки латунями практически не применяется.
Печная пайка латунями становится возможной при её осуществлении в ограниченном объеме, заполняемом парами цинка. При этом пары цинка одновременно выполняют две функции:
1) позволяют управлять процессом испарения цинка и регулировать его содержание в припое, в частности, позволяют получать латунь заданного состава при использовании в качестве заготовки припоя чистой меди. Механические свойства латуней зависят от содержания цинка. Лучшими свойствами обладает латунь с 36 – 40 % цинка. При увеличении содержания цинка снижается пластичность, а затем и прочность. При пайке в парах цинка содержание цинка в припое можно регулировать различными способами. Наиболее простой и технологичный – пайка в контейнере с затвором, уплотняемым засыпкой. Регулировать содержание цинка в припое при этом возможно введением внутрь контейнера углерода за счет следующих химических реакций:
C+O2→CO2
C+CO2→2CO
Zn+CO2→ZnO+CO
Константа равновесия последней реакции, выраженная через парциальные давления, определяется отношением:
![]() ,
откуда
,
откуда
![]() ;
;
2) связывают окислительные
компоненты паяльной атмосферы, способствуя
активированию паяемой поверхности и
обеспечивая этим бесфлюсовую пайку.
Установлено, что при нагреве замкнутого
внутри стального контейнера объема
воздуха уменьшается содержание кислорода
(при Т=850 °С до ~3 %-О2).
Это обусловлено окислением металлической
поверхности контейнера с образованием
СО и СО2.
При температуре более 800 °С в составе
атмосферы появляется водород (~1 %), как
результат разложения органических
загрязнений и восстановления водяных
паров углеводородом. При нагреве в
присутствии цинка в таком замкнутом
объеме после его расплавления (![]() =419
°С) резко уменьшается содержание
кислорода (до 1 %) и в составе газовой
среды появляется водород (вследствие
восстановления водяных паров цинком):
=419
°С) резко уменьшается содержание
кислорода (до 1 %) и в составе газовой
среды появляется водород (вследствие
восстановления водяных паров цинком):
Zn+H2O→ZnO+H2
Начиная с 700 °С появляется СО. При 950 °С в газовой среде содержится ~2% Н2 и ~5 % СО, что превышает содержание газов восстановителей в стандартной восстановительной атмосфере ПСО-09, применяемой для бесфлюсовой пайки углеродистых сталей. Кроме того цинк способен восстанавливать оксиды непосредственно на поверхности паяемого металла:
MemOn+nZn↔mMe+nZnO
Термодинамические расчеты показали возможность бесфлюсовой пайки в такой атмосфере углеродистых сталей, сталей легированных Ni, W, Mo, Cu, а также небольшим количеством Cr, Mn, Si.
При пайке в контейнере с затвором, уплотняемом засыпкой, для уменьшения подсоса воздуха при охлаждении с Тпайки в затвор вводят карбюризатор (древесный уголь с добавкой 20 % BaCO3), которая обеспечивает преимущественное образование СО при взаимодействии кислорода и углерода.