

Построение циклограмм станков.
Циклограмма – график, показывающий зависимость длительности работы каждого узла станка, а также последовательность срабатывания узлов от общего времени работы станка. С его помощью определяется длительность рабочего цикла всего станка. На основе длительности цикла рассчитывают производительность и коэффициент загрузки станка.
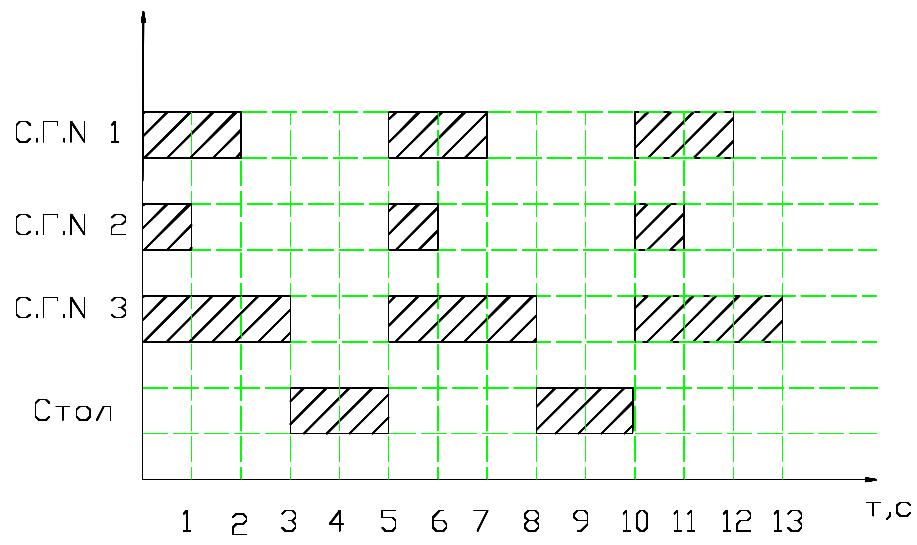
Рисунок 6 – Пример построения циклограммы работы агрегатного станка
Производительность:
1
Qц = ----- , (9)
Тц
Коэффициент загрузки (использования) станка:
ТΣ Тц ∙Nг
η = ------ = -------- = 0,7…0,8 , (10)
Fд 4015
где Qц – производительность обработки;
Тц – время цикла;
Nг – годовая программа выпуска.
12. Агрегатные силовые головки, их классификация, назначение и особенности встраивания в проектируемое автоматизируемое оборудование.
Агрегатные силовые головки предназначены для автоматизации рабочего цикла обработки деталей, путём сообщения главного движения инструменту, а также подачи инструмента в направлении к детали. В соответствии с конструкцией их подразделяют на :
Несамодействующие головки – тоесть обеспечивают только вращение инструмента;
Самодействующие головки – обеспечивают и вращение и подачу инструмента. Для этого они могут снабжаться специальным механизмом подач, а гидро головки могут снабжаться отдельной гидростанцией, либо работать от общей гидростанции самого станка;
Сиолвые головки подразделяются по приводу главного движения:
Электромеханические головки;
Гидравлические головки. Применяются в случае необходимости плавного изменения частоты вращения шпинделя, в качестве источника движения тогда применяют гидромоторы;
Пневмотические головки (пневмотурбинки). Применяются для лёгких работ (сверление мелких отверстий) в материалах типа алюминиевый сплав, а также при полировальных работах, требующих высоких чисел оборотов шпинделя.
По типу привода подачи головки бывают:
Механические: плоскокулачковые, винтовые;
Гидравлические;
Пневмогидравлические;
Пневматические.
Силовая головка является автономным узлом станка, для управления ею достаточно обеспечить команды типа “Пуск” “Стоп”. Конструкции силовых головок позволяют использовать их как в агрегатных станках, так и в целых автоматических линиях. В любом случае встраивание головки в оборудование обеспечивается по путевому методу управления.
Технологическое назначение головок – выполнение обработки деталей “мерным инструментом” (свёрла, метчики, развёртки и т.д.). Кроме того возможна токарная и фрезерная обработка (смотри выше), а также сборочные операции (запрессовка деталей при отключении привода главного движения), обработка методами пластического деформирования (развальцовка, чеканка и т.д.).
Тип привода подачи выбирается по следующей схеме:
Рассматриваются механические головки, если они неустраивают по развиваемым мощностям и по величине рабочего хода, то от их отказываются.
Рассматривают гидравлические головки. С целью упрощения конструкции станка, за счёт исключения гидростанции, можно использовать пневмогидравлические головки.
Пневматические головки являются головками особого назначения и используются по необходимости.