

Влияние способов обработки деталей на качество поверхности.
Резание

Скорость резания низкая. Отделение стружки происходит свободно.
Средняя скорость резания. Образуются наросты.
Скорость резания большая. Наросты оплавляются
Точение S-подача – отношение величины перемещения реж. Инструмента к скорости вращения заготовки.
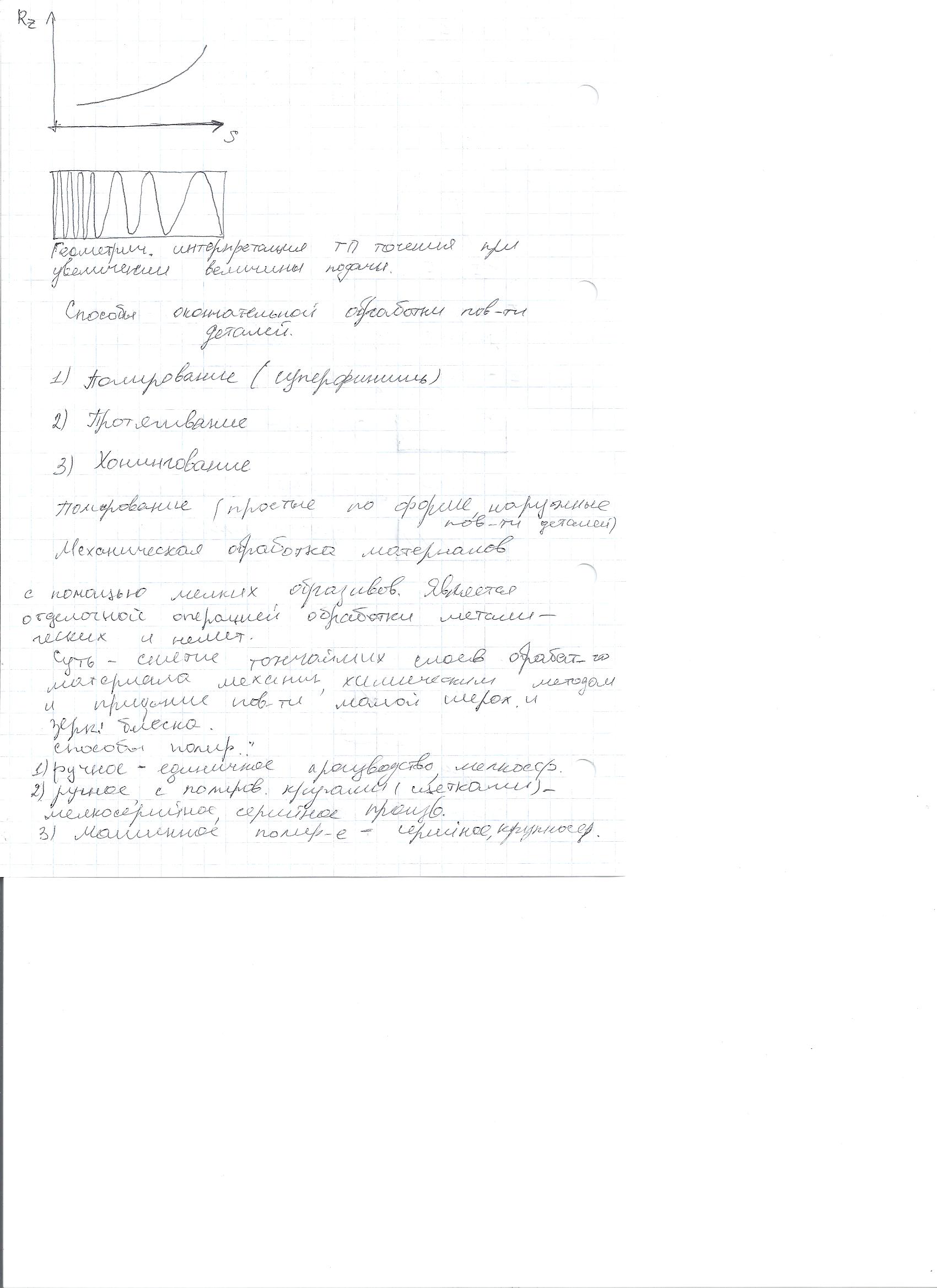
Геометрическая интерпретация ТП точения при увеличении величины подачи.
Способы окончательной обработки поверхности деталей.
Полирование(суперфиниш) – простые по форме наружные поверхности деталей
Протягивание
Хонингование
Полирование - механическая обработка материалов с помощью мелких абразивов. Является отделочной операцией обработки металлических и неметаллических. Суть – снятие тончайших слоёв обрабатываемого материала мех., хим. Методом и придание малой шероховатости и зеркального блеска.
Способы полировки:
Ручной – единичное, мелкосерийное пр-во.
Ручное с полировочными круга (щетками) – мелкосерийное, серийное пр-во.
Машинно полирование – серийное, крупносерийное пр-во.
Протягивание – это вид обработки резанием, при котором используется инструмент «протяжка»

Применяется для обработки внутренних и внешних поверхностей, чаще – металлических с высокой точностью. Применяется во всех видах пр-ва, один из наиболее дорогих инструментов. Это обусловлено тем, что инструмент работает в тяжелых условиях(растяжение – сжатие) .
Примеры применения:
Нарезное оружие
Лопатки турбин авиационных двигателей
Шлицы, канавки в шпонках
Хонингование – вид абразивной обработки, с применением хонинговальных головок (хонги).
Процесс обработки происходит за счет поступательного и вращательного движения щеток хонга. Хонингование внутренних поверхностей осуществляется на спец оборудовании, при этом производительность в 2-4 раза выше , чем при полировании.
Применяется для обработки отверстий различных деталей, отверстий шестерен. Обеспечивается точное выполнение отверстий и требуемое значение параметров шероховатости.
Экономические аспекты – самостоятельно. 2. Технология производства деталей РЭС
В конструкциях РЭС используется большое количество деталей, выполняющих разл функции – детали несущей конструкции, корпусные детали, детали обеспечивающие эргономические и эстетические характеристики, детали электро-механических узлов, детали радиаторов…
Трудоёмкость изготовления деталей рэс

2.1 Механическая обработка резанием
2.1.1 Точение
В месте соприкосновения режущего инструмента и заготовки сделан разрез I-I
Большие углы резания приводят к тому, что клин режущего инструмента становится острее, но при этом возрастает износ инструмента.
При малых углах резания клин становится более тупым, износ уменьшается, но снижается производительность.
Поэтому для хрупких материалов альфа и гамма стремятся к 0.
Для мягких – 5-15 градусов.
Примеры изделий:
Ось – деталь, предназначенная для соединения и закрепления деталей меж собой и воспринимающая только поперечные нагрузки и не передающая полезного крутящего момента.
Втулка – деталь цилиндрической формы или конической формы с осевым отверстием, в которое может ходить сопрягаемая деталь
Шкив – функциональное колесо с ободом или канавкой по окружности, которое придаёт движение приводному ремню.