

Лекция 1
Жизненный цикл изделия.
ИДЕЯ – СХЕМОТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ – РАЗРАБОТКА КОНСТРУКЦИИ – ТЕХНОЛОГИЯ(КАК СДЕЛАТЬ?) – ИЗГОТОВЛЕНИЕ ИЗДЕЛИЯ – ЭКСПЛУАТАЦИЯ – УТИЛИЗАЦИЯ.
Чтобы быть востребованным потребителем, конструкция РЭС должна быть изготовлена в процессе производства. Особенности конструкций на структуре производственного процесса:
Производство изделия свч
Производство высоковольтной аппаратуры
Производство оптоэлектроннной аппаратуры
Конструкция изделия и само это изделие будет максимально конкурентоспособно, если она учитывает особенности уже налаженного производства, обладает производственной технологичностью.
Технологичность – приспособленность к ограниченному расходованию материальных, трудовых и энергетических ресурсов.
Технология – поглощение оригинальных идей стандартными методами.
Совокупность всех действий, необходимых на данном предприятии для изготовленияи ремонта изделия, - технологический процесс(ТП).
тп |
||
Основные |
вспомогательные |
управляющие |
-подразумевают часто сам тп |
|
-процессы управления |
Технологический процесс – выполнение определенных действий, направленных на изменение исходных свойств объекта производства и достижение определенного состояния, соответствующих технической документации.
ЕСТД – единая система технологической документации. Она тесно связана с ЕСКД И ЕСПД!
Виды изделия
изделие |
|||
деталь |
Сборная единица |
комплекс |
комплект |
Однородный материал, где отсутствуют сборочные операции |
Изделие, составные части которого соединению предприятия изготовления. |
Два или более изделия, не соединенных сборочными операциями, но предназначенных для взаимосвязанных функций. |
Два или более изделия, несоединенных сборочными операциями, которые имеют общее эксплуатационное значение вспомогательного характера. |
От детали до изделия можно пройти через одну или несколько сборочных единиц!
Лекция 2
Структура ТП:
-изготовление
-сборка
-обслуживание, ремонт
Переход – законченная часть технологической операции, характеризующаяся постоянством применяемого инструмента и поверхностей, состоящая из однократного и многократнго перемещения (рабочий ход). А вспомогательный ход происходит без изменения размеров, форм и других свойств объекта. Например, ТП изготовления винта.
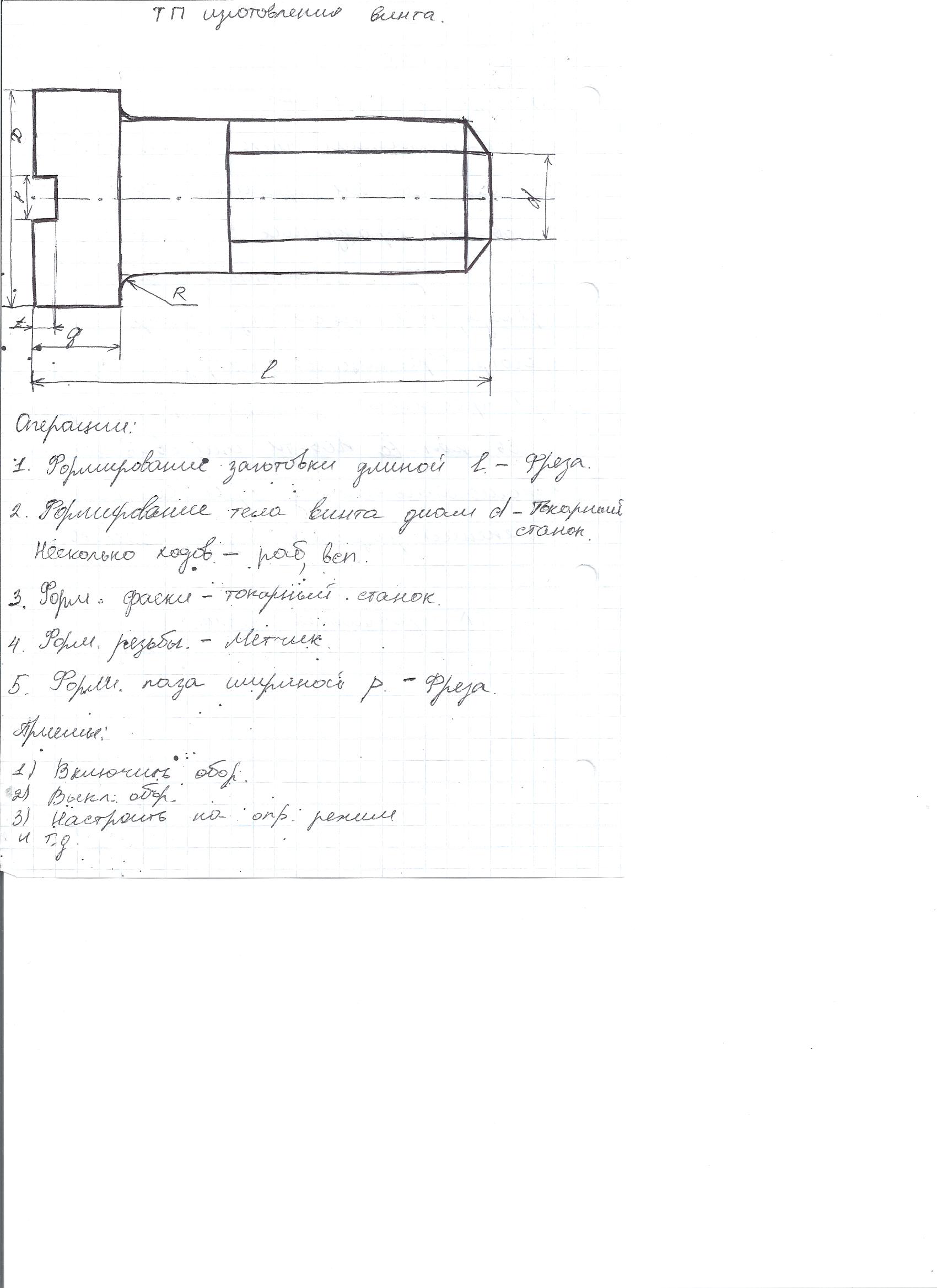
Операции:
Формирование заготовки длиной l– фреза.
Формирование тела(винта) диаметром d – токарный станок(несколько ходов – рабочий и вспомогательный).
Формирование фактов – токарный станок.
Формирование резьбы.
Формирование паза(под отвертку) шириной p – фрезерование.
Единая система технологической документации (ЕСТД).
На всех этапах жизненного цикла изделие сопровождает документация. Состав документации и ее содержание регламентирует государственный стандарт – ЕСТД, который тесно связан со стандартами ЕСКД и ЕСПД.
Технологическая документация – текстовый графический документ, который в отдельности или в совокупности с другими документами определяет порядок изготовления изделия, выполнение ТП, содержащая необходимые данные для контроля и приемки изделия.
НАЗНАЧЕНИЕ ЕСТД:
Совместимость информации. Установление единых унифицированных форм документов, обеспечивающие совместимость информации независимо от методов и проектирования документов.
Информационная база. Создание единой информационной базы для внедрения средств механизации, автоматизации при проектировании технологических документов и решении инженерных задач.
Оформление документов. Установление единых правил по оформлению документов.
Обеспечение оптимальных условий при передачи на другое предприятие технологических документов с минимальным переоформлением.
Создание предпосылок по снижению трудоемкости инженерных работ.
Обеспечение взаимосвязи системы общетехнических организационно- методических стандартов.
Расшифровка номера стандартов.
YYYYX.XXX-XX
YYYY – вид стандарта( гост, стандарт предприятия) Х.ХХХХ – система Х.ХХХХ – подкласс( 1 – машиностроение и приборостроение) Х.ХХХХ – классификационная группа Х.ХХХХ – номер в пределах классификационной группы
Номер группы |
Содержание стандартов в группе |
|
0 |
Общие положения |
|
1 |
Общие требования к документам |
|
2 |
Классификация и обозначение ТД |
|
3 |
Общие требования на машинных носителях |
|
4 |
Основное производство |
Документы по видам работ |
5 |
Документы по приемке и контролю |
|
6 |
Вспомогательные работы |
|
7 |
Правила заполнения технологических документов |
|
8 |
Резервная |
|
9 |
Информационная база |
|
Классификация ТД.
По назначению основные вспомогательные ( разрабатываются с целью улучшения оптимизации работ) производственные (для нормирования трудозатрат,вдачи и сдачи материалов комплектующих)
По виду носителя бумажный носитель машинный носитель (электронный)
По виду информации текстовый графический мультимедийный
По виду документов ведомость материала ведомость сборки изделия – порядок сборки с учетом очередности частей и их количества.
Техн6ологическаведомость – указание по группировке сборочных единиц по технологическому признаку
Ведомость технологических документов – состав технических документов , применяемых при изготовлении изделии
Технологическая инструкция – описание действий приемов тепловых тех процессов.
Маршрутная карта – сводные данные по составу применяемых операций оборудования технологических документов и по за тратам
Операционная карта- это описание единичных технологических операций.
Журнал применяется для контроля технологических операций на определенном виде оборудования.
лекция 3