

Обработка и определение результатов измерений.
В
качестве истинного значения при
многократных измерениях одного и того
же параметра используют среднее
арифметическое значение
![]() :
:
, (4.1)
где Xi – результат i-го единичного измерения; n – число единичных измерений в ряду.
Величина X, полученная в одной серии измерений, является случайным приближением к Xист. Для оценки ее возможных отклонений от Xист (случайной погрешности среднего арифметического значения результата измерений одной и той же величины в одном ряду измерений) определяют среднюю квадратичную погрешность (СКП)
 ,
(4.2)
,
(4.2)
которая получена из ряда равноточных измерений.
Для оценки рассеяния единичных результатов измерений в ряду равноточных измерений одной и той же физической величины около среднего их значения используют СКП:
 ,
при n<20
(4.3)
,
при n<20
(4.3)
или
,
при n![]() 20,
(4.4)
20,
(4.4)
отсюда
![]() ,
т.е. СКП из серии измерений всегда меньше,
чем в каждом отдельном измерении, отсюда
следует, что для повышения точности
измерений необходимо увеличивать число
измерений.
,
т.е. СКП из серии измерений всегда меньше,
чем в каждом отдельном измерении, отсюда
следует, что для повышения точности
измерений необходимо увеличивать число
измерений.
Определение доверительных границ случайной погрешности. Если удалось идентифицировать закон распределения результатов измерения, то с его использованием находят квантильный множитель tp при заданном значении доверительной вероятности Р. В этом случае доверительные границы случайной
погрешности имеют вид:
. (4.5)
Обычно задаются доверительной вероятностью P, равной одной из следующих величин: 0,90; 0,95; 0,99; 0,999, что соответствует значениям tp, равным 1,645; 1,96; 2,576 и 3,291.
Запись результата измерения. Результат измерения записывается в виде х = ± Dр при доверительной вероятности Р.
Пример.
Коэффициент трения определяется по формуле:
П Р И Л О Ж Е Н И Е
Таблица 1
ВАРИАНТЫ ЗАДАНИЙ
№ вар |
Работы 1 и 2 |
Работа 3 |
||
h1, мм |
h2, мм |
Точность изготовления по толщине |
Результаты многократных измерений (файл base_mexsv) |
|
1 |
1,2 |
5,00 |
А |
Лист 1, столбец С |
2 |
1,3 |
4,80 |
Б |
|
3 |
1,4 |
4,50 |
А |
|
4 |
1,5 |
4,20 |
Б |
Лист 1, столбец D |
5 |
1,6 |
4,00 |
А |
|
6 |
1,8 |
3,90 |
Б |
|
7 |
2,0 |
3,80 |
А |
Лист 1, столбец E |
8 |
2,2 |
3,50 |
Б |
|
9 |
2,5 |
3,20 |
А |
|
10 |
2,8 |
2,00 |
Б |
Лист 1, столбец F |
11 |
3,0 |
1,80 |
А |
|
12 |
3,0 |
1,70 |
Б |
|
13 |
3,2 |
1,60 |
А |
Лист 2, столбец С |
14 |
3,5 |
1,50 |
Б |
|
15 |
3,8 |
1,40 |
А |
|
16 |
3,9 |
1,30 |
Б |
Лист 2, столбец D |
17 |
4,0 |
1,20 |
А |
|
18 |
4,5 |
1,10 |
Б |
|
19 |
5 |
1,00 |
А |
Лист 2, столбец E |
20 |
6 |
0,90 |
Б |
|
21 |
7 |
0,80 |
А |
|
22 |
8 |
0,75 |
Б |
Лист 2, столбец F |
23 |
9 |
0,70 |
А |
|
24 |
10 |
0,65 |
Б |
|
25 |
11 |
0,60 |
А |
Лист 1, столбец D |
26 |
12 |
0,55 |
Б |
|
27 |
25 |
0,50 |
А |
|
28 |
31 |
0,45 |
Б |
Лист 2, столбец E |
29 |
37 |
0,40 |
А |
|
30 |
50 |
0,35 |
Б |
|
Таблица 2
Предельные отклонения горячекатаного листа и полосы, мм (ГОСТ 19903-74)
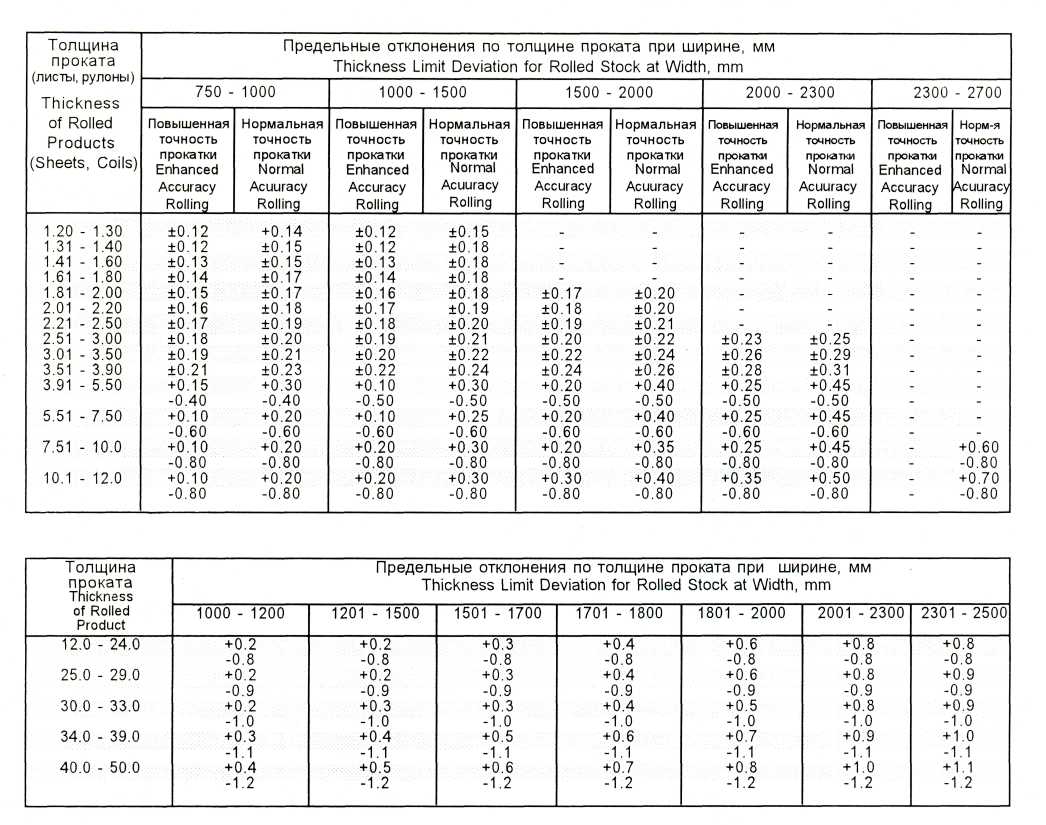
Таблица 3
Предельные отклонения холоднокатаного листа и полосы, мм (ГОСТ 19904-90)
Толщина проката
|
Предельные отклонения по толщине при ширине проката
|
|||||||||||
До 1000 включ.
|
Св. 1000 до 1500 включ.
|
Св. 1500 до2000 включ.
|
Св. 2000 до2350 включ.
|
|||||||||
Высокая точность
|
Повышенная точность
|
Нормальная точность
|
Высокая точность
|
Повышенная точность
|
Нормальная точность
|
Высокая точность
|
Повышенная точность
|
Нормальная точность
|
Высокая точность
|
Повышенная точность
|
Нормальная точность
|
|
От 0,35 до 0,40 вкл.
|
±0,02
|
±0,03
|
±0,04
|
±0,03
|
±0,04
|
±0,05
|
|
|
|
|
|
|
Св. 0,40 ” 0,50 ”
|
±0,03
|
±0,04
|
±0,05
|
±0,04
|
±0,05
|
±0,06
|
|
|
|
|
|
|
” 0,50 ” 0,65 ”
|
±0,04
|
±0,05
|
±0,06
|
±0,05
|
±0,06
|
±0,07
|
±0,06
|
±0,07
|
±0,09
|
|
|
|
” 0,65 ” 0,90 ”
|
±0,04
|
±0,06
|
±0,08
|
±0,05
|
±0,06
|
±0,08
|
±0,07
|
±0,09
|
±0,11
|
|
|
|
” 0,90. ” 1,20 ”
|
±0,05
|
±0,08
|
±0,10
|
±0,06
|
±0,09
|
±0,11
|
±0,07
|
±0,10
|
±0,13
|
|
|
|
” 1,20 ” 1,40 ”
|
±0,06
|
±0,09
|
±0,10
|
±0,07
|
±0,10
|
±0,12
|
±0,08
|
±0,12
|
±0,15
|
|
|
|
” 1,40 ” 1,50 ”
|
±0,07
|
±0,10
|
±0,12
|
±0,08
|
±0,11
|
±0,13
|
±0,09
|
±0,13
|
±0,16
|
|
|
|
” 1,50 ” 1,80 ”
|
±0,08
|
±0,12
|
±0,14
|
±0,09
|
±0,12
|
±0,15
|
±0,10
|
±0,14
|
±0,17
|
±0,14
|
±0,17
|
±0,21
|
” 1,80 ” 2,00 ”
|
±0,08
|
±0,12
|
±0,15
|
±0,09
|
±0,13
|
±0,16
|
±0,10
|
±0,15
|
±0,18
|
±0,15
|
±0,18
|
±0,22
|
” 2,00 ” 2,50 ”
|
±0,10
|
±0,14
|
±0,17
|
±0,11
|
±0,15
|
±0,18
|
±0,12
|
±0,18
|
±0,20
|
±0,18
|
±0,20
|
±0,23
|
” 2,50 ” 3,00 ”
|
±0,12
|
±0,16
|
±0,18
|
±0,13
|
±0,16
|
±0,19
|
±0,14
|
±0,19
|
±0,22
|
±0,19
|
±0,21
|
±0,25
|
” 3,00 ” 3,20 ”
|
±0,13
|
±0,17
|
±0,19
|
±0,14
|
±0,18
|
±0,21
|
±0,18
|
±0,20
|
±0,23
|
±0,20
|
±0,22
|
±0,27
|
” 3,20 ” 4,00 ”
|
±0,14
|
±0,18
|
±0,20
|
±0,16
|
±0,19
|
±0,22
|
±0,19
|
±0,21
|
±0,24
|
±0,21
|
±0,23
|
±0,28
|
” 4,00 ” 5,00 ” |
±0,16
|
±0,19
|
±0,20
|
±0,18
|
±0,20
|
±0,23
|
±0,20
|
±0,22
|
±0,25
|
±0,23
|
±0,25
|
±0,30
|
Примечание. По требованию потребителя допускается изготовление проката с минусовыми допускаемыми предельными отклонениями, равными по величине сумме предельных отклонений.
Предельные погрешности средств измерения линейных размеров ( ∆lim), мкм. Таблица 4
№ |
Наименование приборов |
Интервалы размеров, мм |
||||
п/п |
(с – цена деления в мм) |
1-10 |
10-50 |
50-80 |
80-120 |
120-180 |
1 |
Микрометр рычажный с = 0,002 |
3 |
4 |
5 |
6 |
8 |
2 |
Микрометр 0го класса (повышенной точности) с = 0,01 |
4,5 |
5,5 |
6 |
7 |
8 |
3 |
Микрометр Iго класса (нормальной точности) с = 0,01 |
7 |
8 |
9 |
10 |
12 |
4 |
Микрометр 2го класса (допущенный к эксплуатации) с = 0,01 |
12 |
13 |
14 |
15 |
18 |
5 |
Скоба индикаторная с = 0,01 |
14 |
16 |
18 |
20 |
- |
6 |
Штангенциркуль с отсчетом 0,05 (при измерении наружных поверхностей) |
80 |
80 |
90 |
100 |
100 |
7 |
Штангенциркуль с отсчетом 0,05 (при измерении отверстия) |
- |
100 |
130 |
130 |
150 |
8 |
Штангенциркуль с отсчетом 0,1 (при измерении наружных поверхностей) |
150 |
150 |
160 |
170 |
190 |
9 |
Штангенциркуль с отсчетом 0,1 (при измерении отверстий) |
- |
200 |
230 |
260 |
280 |
Таблица 5