

1.6. Контрольные вопросы
1. Каково назначение системы координат станка?
2. Что представляет собой стандартная система координат станков с ЧПУ?
3. Каково назначение системы координат детали?
4. Для чего предназначена система координат инструмента?
5. Что такое исходная точка и руководствуясь чем выбирают ее положение при обработке на станках с ЧПУ?
6. Что представляет собой траектория движения инструмента (для положения какой точки задается и из каких элементов состоит)?
7. Что такое опорная точка траектории инструмента, и какие выделяют виды опорных точек?
8. Какие используются способы задания положения опорных точек.
9. Что такое эквидистанта, и каким образом координаты опорных точек на ней при использовании расчетно-аналитического метода?
10. Какие используются способы соединения геометрических элементов эквидистанты, и в каких случаях?
2. Организация работы на станке 16к20ф3 с устройством чпу nc-201
2.1. Цель работы
Цель работы – приобрести умение осуществлять подготовку станка и устройства ЧПУ к выполнению управляющей программы на примере станка 16К20Ф3 с устройством ЧПУ NC-201.
2.2. Основные теоретические сведения
2.2.1. Общее описание станка 16к20ф3
Станок с ЧПУ модели 16К20Ф3 (рис. 2.1) предназначен для токарной обработки деталей типа тел вращения со ступенчатым и криволинейным профилем, в том числе и для нарезания резьб. Основные технические характеристики станка 16К20Ф3 представлены в табл. 2.1.

Рис. 2.1. Общий вид станка 16К20Ф3
Таблица 2.1
Основные технические характеристики станка 16К20Ф3
Наименование |
Значение |
Наибольший диаметр обрабатываемой детали, мм: • над станиной • над суппортом |
400 200 |
Наибольшая длина обрабатываемой детали, мм |
1000 |
Набольшая длина хода суппорта, мм: • продольного (по оси Z) • поперечного (по оси X) |
905 210 |
Пределы частот вращения шпинделя, об/мин |
35…1600 |
Пределы шагов нарезаемых резьб, мм |
|
Скорость быстрых перемещений суппорта, мм/мин • продольных (по оси Z) • поперечных (по оси X) |
4800 2400 |
Максимальная скорость рабочей подачи, мм/мин |
|
Число позиций универсальной револьверной головки |
6 |
За положительное направление по оси продольного перемещения Z принято перемещение инструмента относительно заготовки вправо, а по оси поперечного перемещения X – поперечное перемещение инструмента от заготовки к оператору (рис. 2.2).

Рис. 2.2. Координаты станка 16К20Ф3
Для автоматической смены инструментов используется шестипозиционная револьверная головка УГ-9321 с вертикальной осью вращения (рис. 2.3).

Рис. 2.3. Шестипозиционная револьверная головка
Установка заготовок производится в трехкулачковый быстропереналаживаемый патрон с ручным приводом (рис. 2.4).
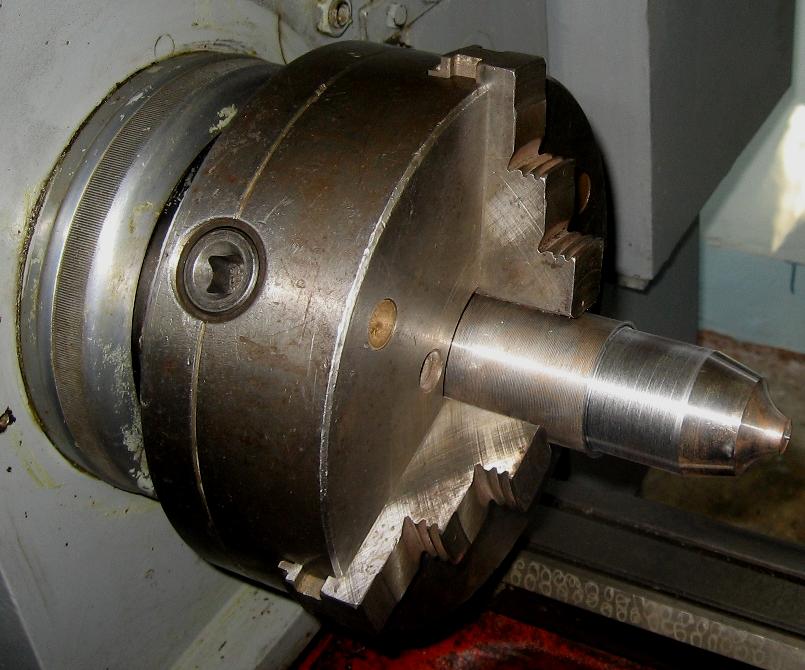
Рис. 2.4. Трехкулачковый патрон с зажатой деталью