

10.3. Технология монтажа объемных узлов
К объемным узлам относятся блоки (модули 2-, 3-го и т. д. уровней), стойки, шкафы, т. е. те элементы конструктивной иерархии, которые строятся на базе модулей первого уровня. Для внутриблочного или объемного монтажа используют жгуты, ленточные провода (ленточные кабели) и кабели (обычные круглые).
Технология жгутового монтажа
Жгуты чаще всего используют для внутриблочного монтажа. Технология изготовления жгутов включает резку монтажных проводов, раскладку их на шаблоне, вязку жгутов, маркировку и прозвонку. Резка проводов в размер и раскладка проводятся на автоматических установках. При этом иногда снимается с концов проводов изоляция и проводится первоначальная маркировка проводов. Для удобства их раскладки применяют провода в изоляции разного цвета.
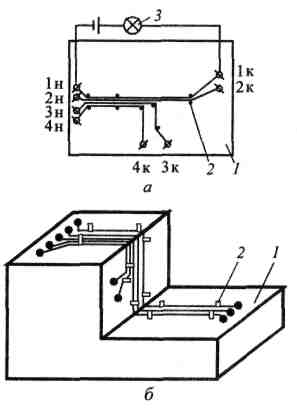
Рис. 10.19. Плоский (а) и трехмерный (б) шаблоны для раскладки жгутов
Если раскладку проводов проводят вручную, то выполняют это на плоских (рис. 10.19, а) или объемных (трехмерных) (рис. 10.19, б) шаблонах (планшетах). Шаблоны 1 изготовляют из фанеры, пластика, алюминия. Необходимая конфигурация жгута, определяемая расположением подключаемых печатных узлов, субблоков, очерчивается посредством штифтов 2, обеспечивая трассу расположения проводов. Эта трасса может быть и прочерчена. Провода, имеющие маркировку, укладывают по трассе с закреплением начала (н) и конца (к) провода в клеммах. На рис. 10.19 показано несколько проводов, в реальности их может быть десятки и более. В этом случае правильно установленный провод замыкает контрольную электросеть и загорается на время лампочка подсветки (3).
Для закрепления уложенных проводов в жгуты применяют вязку хлопчатобумажными нитями с помощью пистолетов для вязки, липкую ленту, склеивание, либо провода размещают в трубке из полиэтилена. Изготовленный жгут проверяют и монтируют внутри блока, коммутируя печатные узлы, субблоки между собой.
Для защиты жгута от воздействий электрического и электромагнитного поля его помещают в экран. Заземление экрана жгута выполняется по правилам заземления коаксиального кабеля. Незадействованные провода жгута должны заземляться, причем половина их заземляется на одном конце жгута, а вторая половина — на другом. Эти свободные заземленные провода в жгуте будут выполнять функцию электрического экрана.
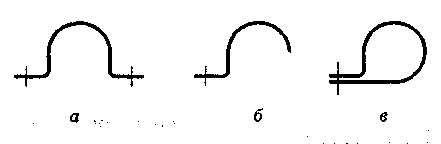
Рис.
10.20.
Элементы фиксации жгута: а
—
скоба двусторонняя; б — скоба
односторонняя;
в
—
хомутик
При установке в аппаратуру жгуты закрепляют. В качестве элементов крепления используют скобы, хомутики в стационарной аппаратуре (см. рис. 10.20) и ленты, мастики, нити в бортовой аппаратуре. В качестве материала для скоб и хомутиков лучше использовать пластмассы, так как металлические двусторонние скобы и хомутики образуют по длине жгута замкнутые витки и могут исказить и ослабить передаваемые сигналы. Шаг крепления зависит от диаметра жгута и выбранного элемента крепления. Изгиб и ответвление жгута необходимо дополнительно фиксировать в местах поворота.

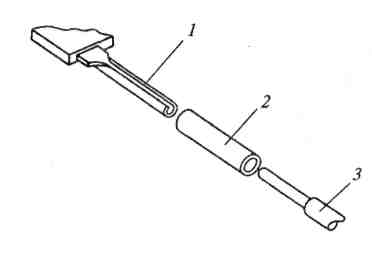
Рис.
10.21. Соединительное
устройство
для монтажа ЭА:
1
— ленточный
провод; 2
—
соединители
Технология монтажа с использованием ленточных проводов
Ленточные провода (используют также термины «ленточный кабель», «плоский кабель») применяют для внутриблочного, межблочного и межстоечного монтажа ЭА как самостоятельно, так и в комплекте с соединителями, образуя соединительное устройство (рис. 10.21). В современной ЭА ленточные провода занимают до 80 % коммутационной сети. По сравнению с обычными кабелями ленточные провода обладают следующими достоинствами: хороший теплоотвод, возможность автоматизации монтажа, уменьшение массы и объема кабельной сети, повышение надежности работы аппаратуры. Ленточные провода делятся на три вида: опрессованные, тканые и печатные.
Опрессованные провода изготавливают путем экструзии, склеивания и сварки изоляции на проводящие жилы. В табл. 10.2 представлены основные электроизоляционные материалы, применяемые для изготовления ленточных проводов.
Таблица 10.2. Электроизоляционные материалы для ленточных проводов
Материал электроизоляции |
Диапазон рабочих |
|
температур, °С |
Полиэтилен высокого давления |
-60...+70 |
Полиэтилен облученный |
-60...+100 |
Пластикат поливинилхлоридный |
-60...+70 |
Фторопласт |
-60...+200 |
Пленка двухслойная полиэтилентерефталат- |
|
полиэтиленовая клеевого соединения |
-60...+70 |
Пленка полиэтиленфталатная электроизо- |
|
ляционная марки ПЭТФ |
-60...+120 |
Пленка полиимидная |
-60... +200 |
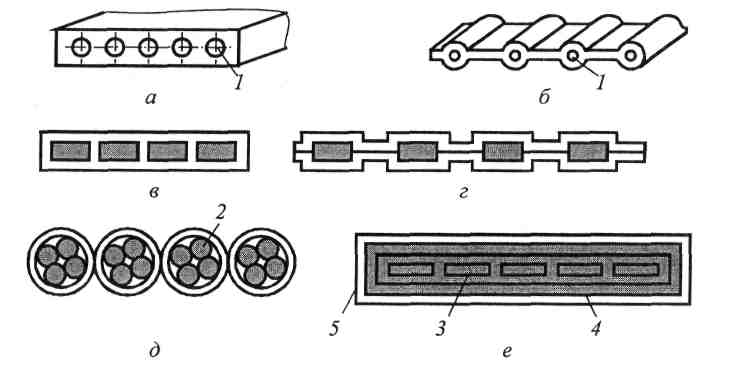
Рис. 10.22. Сечения опрессованных ленточных проводов:
а — с круглыми жилами 1; б — фасонное с круглыми жилами; в — с прямоугольными (плоскими) жилами; г — с прямоугольными жилами клеевого соединения изоляции; д — с многопроводными круглыми жилами 2; е — с прямоугольными жилами 3, с общим экраном 4 и защитной оболочкой 5
На рис. 10.22 приведены различные варианты сечений опрессованных ленточных проводов. Для облегчения монтажа один край провода выполняется кодовым — измененным цветом или добавлением конструктивного выступа. Токопроводящие жилы в ленточном проводе бывают однопроволоч-ными и многопроволочными (скрученными или плетеными), круглого или прямоугольного сечений и располагаются параллельно в один ряд. Основным материалом для изготовления токопроводящих жил является медь. Для защиты от окисления жилы покрывают олово-свинцом, серебром, никелем, золотом.
Для подвижных блоков ЭА применяют гибкие ленточные провода, жилы которых изготовляют многопроводными из меди или бронзы.
Экранирование ленточных проводов осуществляется металлизацией внешних поверхностей, нанесением на внешнюю поверхность проводящих пластмасс, обмоткой спиральными экранами. Если экран в конструкции провода отсутствует, то его функции могут выполнять отдельные жилы провода. Для этого жилу, проложенную по соседству с сигнальными в местах подсоединения провода к коммутационному узлу, заземляют.
Промышленностью поставляется широкий ассортимент ленточных проводов различного назначения. Низкочастотные провода предназначены для работы на частоте переменного тока до 20 кГц при максимальной температуре +200 °С. Высокочастотные провода обеспечивают работу на частотах переменного тока до 100 МГц при температуре от -50° до +50 °С, их волновое сопротивление составляет 50 , 75, 100, 120, 150 Ом.
Тканые ленточные провода представляют собой набор монтажных проводов (экранированных и неэкранированных), скрепленных нитями из капрона, фенил она, хлопчато-бумажных методами ткачества или плетения. Так как технологии ткачества и плетения достаточно хорошо отработаны, то тканые провода относительно дешевы и технологичны в применении. Шаг расположения проводников в тканом проводе можно регулировать в зависимости от необходимости.
Особую группу представляют печатные провода (шлейфы), позволяющие максимально уменьшить габаритные размеры и массу ЭА. Их выполняют по технологии ПП на гибкой диэлектрической основе: лавсане, по-лиимиде, полиэтилене.
Подготовка ленточных проводов к монтажу состоит из следующих операций: визуальная проверка провода на отсутствие внешних дефектов и повреждений, нарезка на отрезки необходимой длины, разделка концов провода и их формовка, монтаж с соединителями. В единичном и мелкосерийном производствах нарезку ленточных проводов на отрезки (мерную резку) осуществляют, как правило, вручную, в серийном и массовом производствах — автоматизированно. Для снятия изоляции с жил ленточного провода используют методы, перечисленные в табл. 10.3. Они должны обеспечивать качественную поверхность жил без остатков изоляции.
Таблица 10.3. Методы снятия изоляции с ленточных кабелей
Метод удаления изоляции |
Вид изоляции |
||||||
Полиэтилен |
Поливинил-хлорид |
Полиэтилен облученный |
Фторопласт |
Пленки ПЭТФ-ПЭ и ПНЛ |
Пленка ПЭТФ |
Пленка ПМФ |
|
Механический Термомеханический Термический Химический Термохимический Лазерный |
+ + + 1 + 1 |
+ + + + + |
+ i I I I I |
+ i+i i I |
+ + + + + |
+ + + + + |
+ 1 i + i + |
Примечание. «+» — рекомендуется, «-» — не рекомендуется.
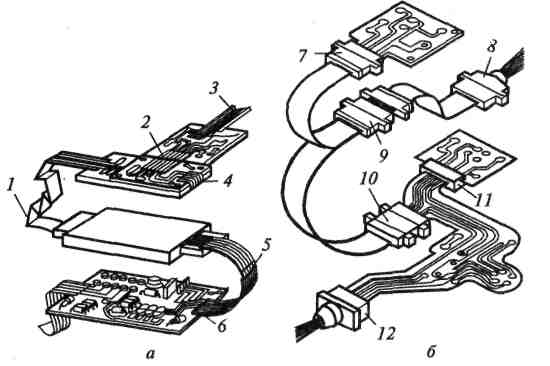
Рис. 10.23. Неразъемные (а) и разъемные (б) соединения ленточных проводов:
1 — между блоками; 2 — между платами; 3 — платы с внешним устройством; 4 — одной стороны платы с другой; 5 — межпроводное соединение; 6 — соединение с печатной платой; 7 — соединитель на плате; 8 — соединение ленточного провода и круглого кабеля; 9 — соединение нескольких соединительных устройств; 10 — соединение ленточного и печатного проводов; 11 — соединение печатная плата—кабель; 12 — соединение круглого кабеля и печатного провода.
Наиболее распространен механический способ снятия изоляции специальными резцами, радиальным строганием, абразивными кругами. После снятия изоляции проводят лужение зачищенных от изоляции участков жил погружением в ванну с флюсом и припоем. После лужения концы проводников ленточных проводов формуют на специальных приспособлениях или установках. Вид формования диктуется типом соединителя, с которым будет монтироваться ленточный провод.
Соединительные устройства, образуемые одним или несколькими ленточными проводами и соединителями различных типов, могут быть выполнены в двух видах: разъемными и неразъемными (рис. 10.23). Разъемное соединение ленточных проводов осуществляется соединителями (разъемами).
При монтаже ленточных проводов используют следующие технологические операции:
пайка — отдельные жилы провода могут быть впаяны непосредственно в монтажные отверстия печатной платы, спаяны друг с другом для соединения отдельных ленточных проводов, припаяны к контактам соединителя;
сварка — отдельные жилы могут быть приварены к контактам соединителя, сварены друг с другом;
обжимка — провода могут быть вставлены в контакты соединителя и обжаты; при этом применяют обжимные втулки для соединения жил разных проводов;
прокалывание и врезание — соединение жилы с контактом соединителя или с другой жилой может быть получено путем прокалывания или прорезания изоляции провода (отсутствует подготовка концов провода; в случае ленточного провода с плоскими жилами сами жилы можно использовать в качестве контактных штырей соединителя, вводимых в соответствующие гнезда, образуя прижимные контакты);
накрутка — соединение жил провода с контактами соединителя или переходной колодки путем их механической навивки на контакты.
Пайка проводников ленточных проводов является одним из простых и широко используемых методов. Она требует минимальной оснастки и обеспечивает высокую производительность и низкую себестоимость. Кроме того, паяные соединения легко контролировать на качество контактирования. Для получения высоконадежных паяных соединений изоляция должна быть удалена и проводники облужены (или на жилах должен быть напрессован припой толщиной около 0,3 мм). Технологический процесс монтажа ленточного провода в соединитель зависит от марки провода и типа соединителя.
Перед монтажом выводы соединителя и жилы провода должны быть тщательно обезжирены. Монтаж ведется в приспособлениях, ориентирующих и фиксирующих жилы относительно контактов соединителей. Розетка (вилка) соединителя закрепляется в приспособлении. На токопроводящую жилу ленточного провода надевают изоляционную трубку. Место пайки флюсуется. Жила вставляется в гнездо контактов и припаивается. При пайке не допускается перекрещивание жил и провод не должен иметь сдвигов до затвердения припоя. После удаления остатков флюса на контакты соединителя (на места паек) надвигаются изоляционные трубки.
При сборке соединителя необходимо обеспечить надежную защиту мест пайки от механических деформаций и воздействия окружающей среды. Для этого применяют переходные патрубки, скобы, заливку компаундом. Основные места заделки жил провода при пайке в соединители приведены на рис. 10.24. Радиус гибки R ленточных проводов у мест пайки должен быть не менее двукратной толщины ленточного провода по наружной изоляции.
Рис.
10.24.
Места заделки жил
при пайке в соединители:
/
— ленточный провод; 2
—
жила;
3
—
контакты соединителя; 4
—
изоляционные трубки; 5
—
соединитель
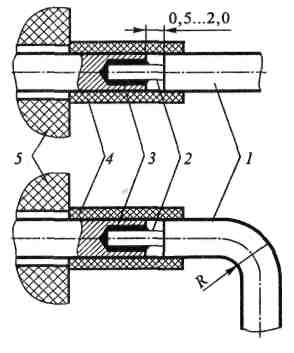
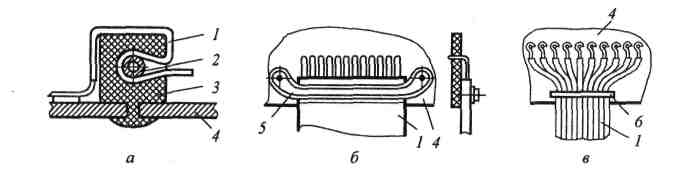
Рис. 10.25. Крепление ленточных проводов при пайке на печатные платы:
а — стержневое крепление; б — крепление скобой; в — изолированной проволокой; 1 — ленточный провод; 2 — стержень; 3 — держатель; 4 — печатная плата; 5 — скоба; б — изолированная проволока
Пайку ленточных проводов на ПП проводят внахлест на контактные площадки ПП, в отверстия и на штыри с предварительным креплением ленточного провода (рис. 10.25). Для пайки ленточных проводов чаще всего применяют припой ПОС-61 и флюс ФКСп. После пайки остатки флюса необходимо удалить.
Надежные паяные соединения можно выполнить последовательно или параллельно специальным паяльником, имеющим определенную форму. Для получения надежных соединений важна чистота области соединения. С помощью приспособления выравнивают жилы провода и удерживают их в фиксированном положении во время пайки.
Для повышения производительности процесса монтажа провода применяется одновременная групповая пайка всех жил. Для этого жилы зажимают в фиксированном положении и оплавляют припоем.
Соединение жил проводят также с помощью паяльных муфт. Для этого применяют сборочные паяльные термоусадочные муфты типа «термо-фит», представляющие собой узел, надеваемый на место соединения (пайки) жил. Узел coctqht из изоляционной термоусадочной оболочки, кольца из припоя с флюсом и уплотнительных герметизирующих колец. Изоляционную оболочку муфты изготавливают из радиационно-облученного синтетического, негорючего термоусадочного материала (полихлорид, фторопласт, политетрофторэтилен и др.). Процесс изготовления термоусадочной оболочки заключается в следующем. Пластиковую оболочку, в частности трубку, подвергают горячей формовке, придавая ей необходимую форму и размеры, затем ее интенсивно облучают гамма-излучением для получения поперечных структурных связей в молекулярных цепях пластмассы. В результате этого материал приобретает новые термоусадочные свойства, выдерживает большие растяжения (увеличение по диаметру вдвое и более). Если такую оболочку быстро нагреть выше точки плавления, она получит усадку до первоначального размера и примет заданную форму при горячей формовке.
Для монтажа проводовс высокотемпературной изоляцией используют паяльныйсплав, имеющий температуру плавления 182 °С и содержащий 63 % олова и 37 % свинца. Для монтажа проводов с нетермоустойчивой изоляцией (поливинилхлорид, полиэтилен и т. п.) применяю тсплав, имеющий температуру плавления 145 °С и содержащий 18 % кадмия, 51 % олова, 31 % свинца. Оба типа колец припоя должны содержать активирующий паяльный флюс. Уплотнительные герметизирующие кольца изготавливают из термопластичного плавкого материала.
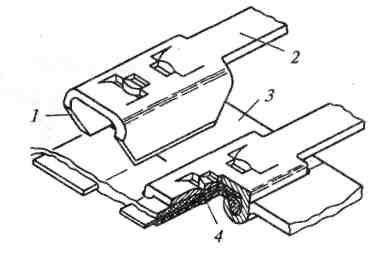
Для соединения ленточных проводов с прямоугольными жилами используют муфты прямоугольного сечения. Последовательность изготовления групповых муфт приведена на рис. 10.26. Два листа пленки (рис. 10.26, а) скрепляют между собой с заданным шагом жил ленточного провода (рис. 10.26, б). Затем проводят облучение муфты. Расширение карманов муфты для придания ей определенной формы с размерами карманов, обеспечивающими размещение соединяемых проводников, осуществляют в специальной форме сжатым воздухом. Если полученную оболочку нагреть, произойдет ее усадка и она примет плоскую форму.
В каждый карман муфт предварительно помещают облуженные соединительные контактные полосы. Форма контактной полосы б определяется формой жил провода: плоская — для прямоугольных проводников, в виде лотка — для круглых проводников (рис. 10.26, в). При пайке каждая жила соединяется с контактной полосой, которая повышает прочность паяного соединения. При нагреве происходит усадка муфты, припой и флюс растекаются в обе стороны, охватывая соединяемые проводники и контактные полосы.
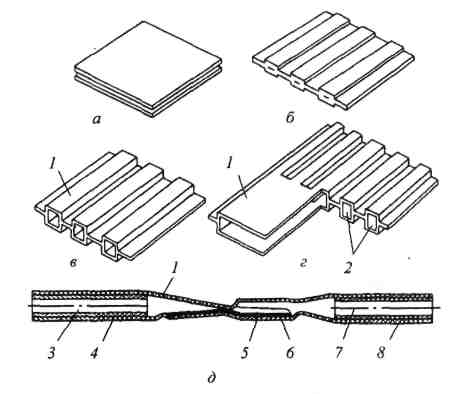
Рис.
10.26.
Последовательность получения оболочки
групповой термоусадочной паяльной
муфты (а—г)
и сечение паяльной муфты для соединения
ленточный провод-круглый провод (д):
1
—
групповая паяльная муфта; 2 — карманы
для отдельных
жил; 3
—
полость для ленточного провода; 4
—
герметизирующая прокладка; 5
—
припой с флюсом;
6
—
контактная полоса; 7 — полость для
круглого
проводника; 8
—
герметизирующее кольцо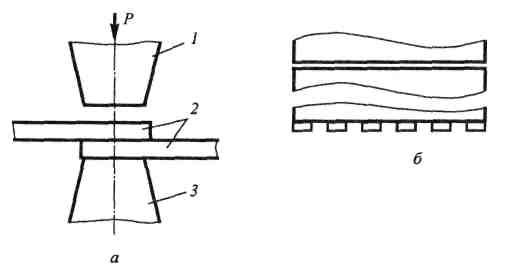
Рис. 10.27. Диффузионная сварка проводников:
а — схема сварки; 6 — формы сварочных электродов; 1,3 — сварочные головки; 2 — ленточные провода
Групповая паяльная муфта (рис. 10.26, г) имеет полость коробчатой формы, которая вмещает ленточный провод и служит после усадки для лучшей герметизации и разгрузки проводников (жил) от механических нагрузок. Такие полости могут располагаться с обоих концов групповой паяльной муфты. Оболочки групповой паяльной муфты для облегчения визуального контроля качества пайки изготавливают из прозрачной пленки.
Сварка жил ленточных проводов основана на механическом давлении и нагреве соединяемых контактов. Нагретые выступы размягчают и продавливают изоляцию, обеспечивая связь между жилами и контактами, закрепляемую последующей сваркой. Схема процесса диффузионной сварки приведена на рис. 10.27, а. Свариваемые концы ленточных проводов 2 помещают между подогретыми выступами сварочных головок. Нижняя головка 3 неподвижна. Верхняя подвижная головка 1, опускаясь, создает определенное давление сварки. Изоляция оплавляется и вытекает из зоны сварки, а большое давление и температура обеспечивают диффузию материала жил друг в друга. Формы сварочных выступов показаны на рис. 10.27, б.
Прочное соединение жил проводов обеспечивают следующие технологические параметры: температурный режим составляет 50...60 % от температуры плавления материала жилы; давление — в два раза больше значения предела текучести соединяемых материалов; время выдержки — от 3 до 9 с.
Среди методов механического монтажа в цепях с ленточными проводами наибольшее распространение получили: обжатие, прокалывание, прорезка и накрутка.
 Метод
обжатия используют
для соединения проводов с круглыми и
прямоугольными
жилами (рис. 10.28). После снятия изоляции
прямоугольным жилам
/ придается трубчатая форма и в таком
виде их вставляют в обжимные гильзы
2,
а
круглые жилы 3
помещают
в трубчатые окончания прямоугольных
Метод
обжатия используют
для соединения проводов с круглыми и
прямоугольными
жилами (рис. 10.28). После снятия изоляции
прямоугольным жилам
/ придается трубчатая форма и в таком
виде их вставляют в обжимные гильзы
2,
а
круглые жилы 3
помещают
в трубчатые окончания прямоугольных
Рис. 10.28. Монтаж проводов методом обжатия жил
жил, и весь ряд соединенных контактов обжимается с помощью приспособления, обеспечивающего одновременное обжатие всех гильз на жилах.
Для обжатия используют различные приспособления — механические, гидравлические, электромеханические.
Метод прокалывания изоляции штампованного контакта с жилами ленточного провода представлен на рис. 10.29. Провод 3 отрезают по длине и зажимают в приспособление. Штампованные ножки 1 контакта 2 продавливают через изоляцию и загибают под углом 180° для повторного продав-ливания изоляции с другой стороны. В то же время выступы 4 на верхней плоскости контакта прорезают изоляцию и соединяются с жилой. Выступы и ножки контакта прочно соединены с жилой в четырех точках. Кроме того, расстояние между ножками меньше ширины жилы, в результате чего образуется кромочное соединение жилы с контактом. Контакты могут быть установлены на конце провода и в любом месте по его длине.
На рис. 10.30, а представлено соединение ленточного провода с хвостовиками контактов методом прорезки. Ленточный провод 1 сгибается по поверхности клина 2, на которую предварительно наложена амортизирующая прокладка. Концевая часть контактов соединителя выполнена в форме зуба 3. При сборке ленточный провод устанавливают в соответствующий паз соединителя 4, хвостовики прорезают изоляцию и входят в соединение с жилами провода.
Оформление концов ленточных проводов методом прорезки используют в соединителях типа «Вампир». Ножевые V-образные контакты соединителя получают штамповкой. Контакты имеют паз в виде ласточкина хвоста (рис. 10.30, в). Такие контакты используют с круглыми многопроволочными жилами и они должны быть ориентированы строго по шагу провода. При приложении усилия к контактам они прорезают изоляцию, при этом деформируется жила ленточного провода и обеспечивается необходимое электрическое соединение. Монтаж всех жил проводится одновременно без предварительной зачистки провода от изоляции.
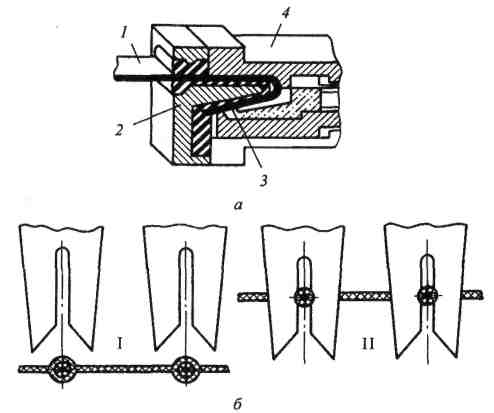
Рис. 10.30. Монтаж ленточных проводов методом прорезки изоляции:
а — стягиванием клина с корпусом соединителя; б — с помощью ножевых V-образных контактов; /— перед прорезкой; //— после прорезки
Метод накрутки — прогрессивный и высокопроизводительный метод монтажа, для которого созданы специальные соединители. Накрутка также используется для создания ответвлений от ленточного провода и присоединения его к требуемому участку электрической схемы через переходные колодки в виде матриц. Используют накрутку прежде всего для проводов с круглыми сечениями жил.
Накруткой называется электрическое непаяное газонепроницаемое соединение между проводником и штырем (контактом) с острыми краями, при котором проводник накручивается на штырь с определенным усилием, при этом витки проводника обеспечивают контакт и, врезаясь, закрепляются на углах штыря. Усилие обеспечивается за счет жесткости накручиваемого проводника.
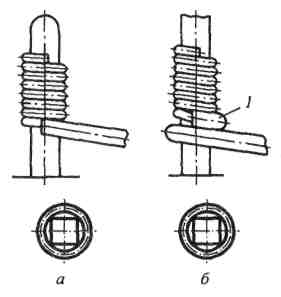
Рис.
10.31. Монтаж
методом накрутки:
а —
немодифицированным; б
—
модифицированным
При монтаже накруткой необходимо, чтобы помимо витков из жилы без изоляции (рис. 10.31, а) был один-два витка провода с изоляцией / (рис. 10.31, б), хотя это возможно не для всех ленточных проводов. Изоляция уменьшает концентрацию напряжения в точке, где осуществляется первое врезание жилы в край контакта, и снижает вероятность обрыва провода от возможных вибраций и ударов.
Хорошо зарекомендовали себя контакты с квадратным и прямоугольным сечениями, в которых максимальное напряжение создается в углах. Монтажные контакты должны обладать достаточной прочностью на скручивание, чтобы выдержать вращающий момент, возникающий при накрутке. Рекомендуется их изготовлять из сплавов: бериллий-медь, медь-никель, латунь, плакированная сталь и др.
Для монтажа печатных проводов в основном используют пайку и термокомпрессорную сварку. Пайка облегчается, если проводники позолочены, так как в этом случае покрытие не требует обработки флюсом. При применении флюса после пайки необходимо тщательно промывать соединения. Подсоединение проводника печатного провода к соединителю осуществляют чаще всего пайкой к специальным штырям (контактам) (рис. 10.32, а). Закругление штыря предотвращает повреждение тонкой пластмассовой пленки при его установке.
Для установки штыря на однослойном печатном проводе 5 делается сквозное отверстие и штырь 4 проходит через отверстие, так что пленка ложится на буртик 3 штыря.
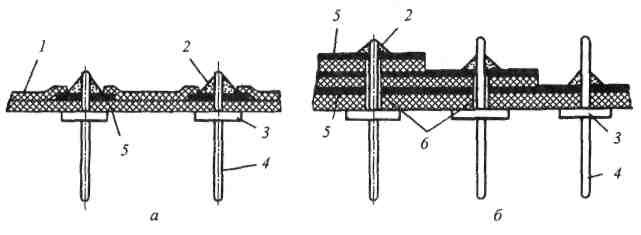
Рис. 10.32. Установка штырей на печатные однослойный (а) и многослойный (б) печатные провода:
1 — изоляционный слой; 2 — припой; 3 — буртик; 4 — штыри; 5 — печатный провод; 6 — отверстия в печатных проводах
В изоляционном слое 1 провода предусматривается отверстие меньше ширины жилы, обеспечивающее достаточную площадь для капли припоя 2, который соединяет штырь и жилу, что обеспечивает необходимую механическую и электрическую прочность. Конец многослойного печатного провода 5 (рис. 10.32, б) разделывают ступенчато для установки штырей, представляющих собой контакты. Штыри припаивают к верхнему слою проводников каждой ступеньки. Отверстия б для установки штырей просверливают с увеличенным диаметром, чтобы не было электрического контакта штырей с жилами нижних слоев, по этой же причине хвостовики штырей покрываются лаком.
Готовые соединительные устройства должны быть надежно упакованы при межоперационной транспортировке. Ленточный провод складывают и сворачивают в спираль, диаметр которой исключает перелом или остаточную деформацию провода. Спираль провода закладывают в кассету, а концы провода с соединителями пропускают через паз и закрепляют зажимами. Кассету закрывают крышкой. На соединители надевают плотные пластмассовые или резиновые защитные заглушки.