

10.2. Сборка и монтаж модулей первого уровня
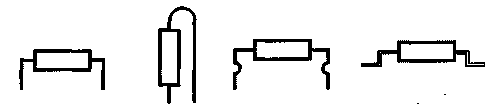
Основным конструктивным элементом, образующим модули первого уровня (ТЭЗ, модули, ячейки) является одностронняя, двусторонняя или многослойная ПП, по одну или обе стороны которой размещаются МС, ЭРЭ, элементы коммутации и пр. Число МС и ЭРЭ, устанавливаемых на плату, может достигать десятков и сотен штук. В зависимости от вида внешних выводов МС и ЭРЭ их монтаж на поверхность ПП делят на штыревой, пленарный и поверхностный (рис. 10.1).
Рис.
10.1. Виды
монтажа микросхем и ЭРЭ: а
—
штыревой; б
—
пленарный; в
—
поверхностный
Установка МС и ЭРЭ на ПП проводится в зависимости от типа производства ручным, механизированным, полуавтоматическим или автоматическим способом. Однако вне зависимости от способа монтажа необходимо выполнение следующих операций: комплектация элементов, устанавливаемых на плату, подготовка элементов к монтажу, установка элементов на плату и их фиксация, пайка, защита и контроль готового модуля.
Комплектация устанавливаемых на ПП элементов
Количество различных элементов по номиналам и типоразмерам определяется на основе спецификации, исходя из объема выпуска изделия в течение определенного периода. Закупаемые МС и ЭРЭ складируют на центральном заводском складе, откуда по заявкам их доставляют на цеховой склад или участок комплектации и далее на рабочие места. Комплект элементов на рабочем месте должен обеспечивать односменную или двухсменную работу монтажников. В зависимости от степени развитости производства и объема выпуска предприятие может иметь автоматизированные склады, оснащенные программируемыми устройствами по размещению на стеллажах элементов, их поиску и комплектованию для различных сборочных цехов. Современный сборочно-монтажный цех оборудован, как правило, программируемым магазином-складом, в состав которого входит накопитель элеваторного типа (рис. 10.2), в котором компоненты 2 по программе и в необходимом количестве размещаются в ячейках. Количество ячеек на одной полке 3 может достигать десяти. Полки закрепляются в виде люльки на цепном конвейере 4. Управление загрузкой и выгрузкой накопителя необходимыми компонентами осуществляется по программе от устройства управления 5.
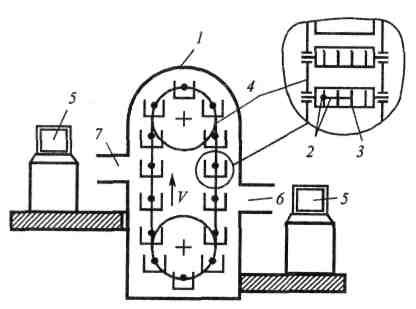
Рис. 10.2. Программируемый магазин-накопитель элеваторного типа
Если сборочный цех получил задание на сборку различных печатных узлов, то склад-накопитель, имеющий до 1000 ячеек, комплектуется по программе различными элементами, необходимыми для выпуска этих печатных узлов. Каждая ячейка имеет свой номер (код) и в нее загружается определенный элемент в необходимом для выпуска печатных узлов (модулей) количестве.
При поступлении на сборку конкретного печатного узла на устройстве управления набирается код платы, которая в данный момент будет монтироваться и для которой по программе будет проведена комплектация необходимых элементов. Накопитель имеет окно б для загрузки элементов и окно 7 для выгрузки при комплектации. Окна при необходимости располагают на разных уровнях (этажах) предприятия. Иногда для загрузки и выгрузки элементов используют одно окно.
При выгрузке полка останавливается перед окном 7 и над ячейкой (ячейками), из которой следует забрать элемент (элементы), загорается сигнальная лампа. Конвейер, последовательно перемещаясь и останавливаясь по программе, дает возможность упорядоченно подобрать комплект элементов на собираемую плату. Размещение и оформление комплекта в зависимости от типа производства осуществляется по-разному.
Рис. 10.3. Тара матричного типа
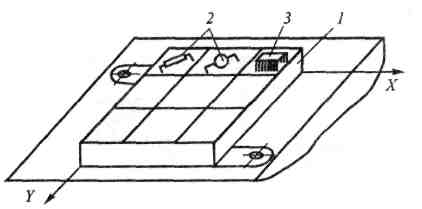
Комплект элементов 3, размещаемых в ячейках 2 тары матричного типа /, представлен на рис. 10.3. Такая тара обеспечивает удобство нахождения конкретного элемента при установке его на плату как рабочим-монтажником, так и манипулятором при автоматизированной сборке. Для манипулятора тару устанавливают на программируемый стол, который перемещает ее по двум координатам и подводит под захват манипулятора определенную ячейку с элементом. При этом элементы должны быть определенным образом сориентированы в ячейке тары.
Комплект элементов можно размещать в устройстве, напоминающем магазин-накопитель, но меньшего объема. Такой накопитель предназначен для автоматизированных сборочных монтажных устройств и программно с ними совместим.
Для рабочих мест монтажников применяют различные варианты комплектовщиков (рис. 10.4): в виде различных конвейеров 1 с ячейками 2 для размещения элементов (рис. 10.4, а) или многоярусных устройств карусельного типа 3 (рис. 10.4, б).
Для сборочных автоматов комплектация элементов осуществляется установкой их в ленту или в кассеты с определенным шагом. На рис. 10.5 приведены несколько вариантов такого размещения элементов.
В таком упорядоченном виде элементы в лентах наматываются на бобины и хранятся в таком виде или поставляются заказчику. Возможен вариант размещения элементов в ленты в порядке их установки на ПП. В этом случае при монтаже потребуется одна лента. В противном случае необходимо иметь столько лент (кассет), сколько типоразмеров элементов будет установлено на ПП. Размещение МС и ЭРЭ в ленты и кассеты упрощает хранение, транспортировку и заправку их в сборочные и заготовительные устройства.
Для штучных ЭРЭ применяют загрузочные вибробункеры, обеспечивающие упорядоченную подачу элементов к сборочным автоматам или к устройствам предварительной подготовки их к монтажу. В чашу вибробункера ЭРЭ засыпают в произвольном виде. В результате виброкрутильных колебаний чаши с определенной частотой и амплитудой ЭРЭ
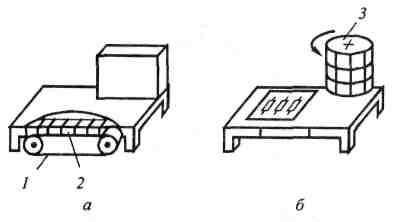
Рис.
10.4. Комплектовщики для столов
монтажника:
а
—
конвейерного типа; б
—
карусельного типа
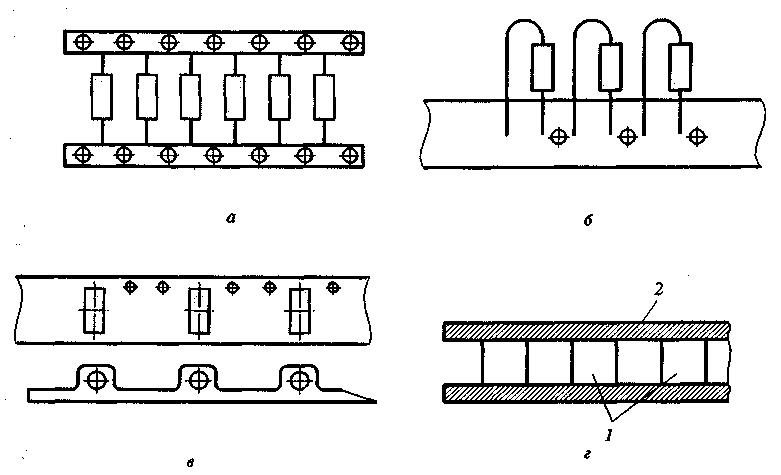
Рис. 10.5. Размещение ЭРЭ:
 а,
б —
с осевыми выводами в ленте; в
—
элементы для поверхностного монтажа
в ленте; г
—
корпусные 1
в
кассете 2.
а,
б —
с осевыми выводами в ленте; в
—
элементы для поверхностного монтажа
в ленте; г
—
корпусные 1
в
кассете 2.
Рис. 10.6. Примеры формовки выводов элементов перед монтажом
 движутся
по винтовой дорожке в упорядоченном
виде и поступают в подающий лоток
механизма формовки и обрезки выводов
или размещаются в ленту, кассету.
Вибробункеры широко используют для
ориентированной поштучной подачи
дискретных элементов в станки-автоматы
и автоматические линии.
движутся
по винтовой дорожке в упорядоченном
виде и поступают в подающий лоток
механизма формовки и обрезки выводов
или размещаются в ленту, кассету.
Вибробункеры широко используют для
ориентированной поштучной подачи
дискретных элементов в станки-автоматы
и автоматические линии.
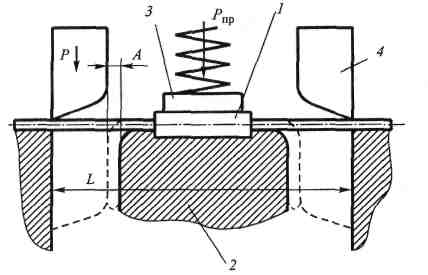
Рис. 10.7. Схема обрезки и П-образной формовки осевых выводов в штампе