

1 Аналитическая часть
(один интервал отступа)
Особенности обработки винтовых поверхностей на станках с чпу
(один интервал отступа)
Механическая обработка винтовых поверхностей сложной пространственной формы подразумевает применение прогрессивных методов обработки и технологической подготовки производства. Моделирование сложной геометрии требует применение мощных CAD систем и высокой квалификации конструкторов.
Механическая обработка немыслима без применения современных станков с числовым программным управлением. Качество поверхностного слоя деталей и допуски на их изготовление требуют применение высококачественного оборудования с высокой точностью позиционирования и современных режущих инструментов с высокими эксплуатационными характеристиками. Инструмент должен обладать достаточным периодом стойкости. Станки для обработки деталей должны иметь высокую жесткость системы и достаточную мощность приводов.
Приложение 4

Заключение
(один интервал отступа)
В дипломном проекте разработан технологический процесс изготовления шнека с применением сквозной работы пакетов SolidWorks & Mastercam.
В пакете Mastercam проведено моделирование процесса обработки на станке HAAS VF-2TR, проведена верификация обработки, расчет отклонений и сгенерирована управляющая программа.
В пакете Mastercam разработана операционная технология на одну операцию с ЧПУ, фрезерование лопаток шнека.
Спроектировано специальное приспособление, фрезерная оправка, для закрепления детали при обработке на станке.
Спроектирован специальный режущий инструмент для обработки профиля шнека со сварным хвостовиком, для черновой и чистовой обработки.
Проделана работа по углубленному изучению математического аппарата режимов обработки, и составлена математическая модель оптимизации режимов резания.
Дана оценка экономической эффективности и целесообразности применения САПР в производственном процессе при разработке технологии механической обработки.
Решения, предлагаемые в проекте, соответствуют требованиям по безопасности. При разработке и использовании программного продукта были обеспечены безопасные условия труда.
Приложение 5
Приложения
Приложение 6
2 .4 Методы изготовления заготовок для деталей домкратов
(один интервал отступа)
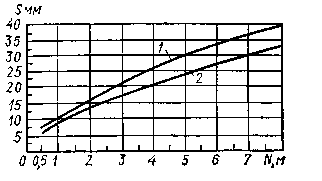
Предварительный выбор толщины стенки отливки для арматуры, имеющей Dy > 200 мм, может производиться исходя из приведенного габарита детали N, определяемого по следующей формуле:
(один интервал отступа)
![]() ,
(1)
,
(1)
где L — длина отливки, м;
b — ширина отливки, м;
h — высота отливки, м.
(один интервал отступа)
(один интервал отступа)
Рисунок 2 – График для определения минимальной толщины стенки отливок:
1 - стальные отливки; 2 - чугунные отливки
(один интервал отступа)
По значению N (при N ³0,5 м) с помощью графика (рис. 2) может быть определена минимальная толщина стенки для чугунных и стальных отливок. Наименьшая толщина стенки отливок при литье в песчаные формы может быть принята по таблице 6.
(один интервал отступа)
Таблица 6 - Наименьшая толщина стенки отливок, применяемая при литье в песчаные формы
Материал отливки |
Наименьшая толщина стенок s, мм, для отливок
|
||
|
мелких
|
средних
|
крупных
|
Чугун серый
|
5…6
|
10
|
15
|
» ковкий
|
3…5
|
8
|
-
|
Сталь |
6…8
|
12
|
20
|
Цветные сплавы |
3
|
6
|
-
|
(один интервал отступа)
Приложение 7