

Классификация пм по обрабатываемости резанием
Обрабатываемость резанием зависит от податливости ПМ данному виду механической обработки. Основными показателями обрабатываемости являются интенсивность затупления режущего инструмента, качество обработки, сила резания и расходуемая мощность. Практическое применение в качестве количественного критерия обрабатываемости получил коэффициент относительной обрабатываемости К, представляющий отношение скорости резания заданного ПМ υ к скорости резания эталонного материала υэт при равных условиях:
К = υ / υэт .
За эталонный принимают хорошо исследованный и близкий по свойствам к интересующему виду ПМ. Если К > 1, то ПМ считается легко обрабатываемым, если К< 1, то трудно перерабатываемым.
Классификация пластмасс по обрабатываемости резанием предусматривает разделение на 6 групп (табл. 1.21). Термопласты имеют 2 и реактопласты 4 группы обрабатываемости.
Таблица 1.21
Группы обрабатываемости пластмасс резанием /16/.
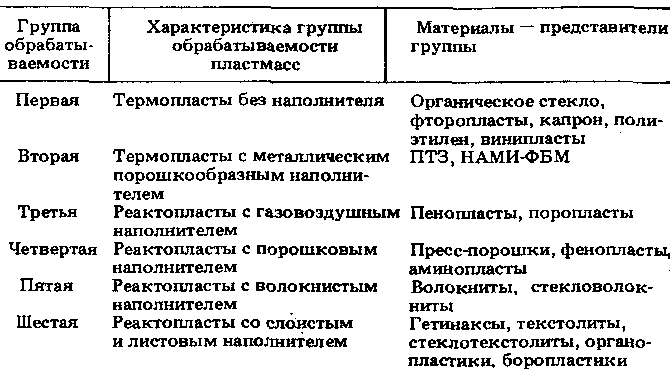
В первую группу обрабатываемости входят ненаполненные термопласты со сравнительно однородными свойствами, наиболее легко обрабатываемые резанием. При обработке этих материалов образуется в основном непрерывная стружка и может быть получена небольшая шероховатость поверхности.
Во вторую группу входят термопласты типа полистирола, фторопласта, наполненные металлическим порошком, также сравнительно легко обрабатываемые резанием. Однако наличие металлических порошков вносит специфику в их обработку и в рекомендации по выбору режущих инструментов.
Третью группу составляют реактопласты в виде пенно- и поропластов. Высокая пористость не позволяет вести их обработку стандартными металлорежущими инструментами. Используются специальные конструкции инструментов с большими передними углами, малыми углами заострения.
Четвертая группа образована реактопласты с порошковым наполнителем типа древесной муки. В процессе резания образуется прерывистая, очень раздробленная стружка, проявляется склонность к скалыванию кромок обрабатываемых поверхностей.
В пятую группу входят волокнонаполненные реактопласты, например, стекловолокнит АГ-4В. Материал с высокими абразивными свойствами из-за наличия стекловолокон, что затрудняет механическую обработку.
В шестую группу входят анизотропные слоистые реактопласты. По степени абразивного воздействия на инструмент эту группу подразделяют на две подгруппы. Текстолиты и гетинаксы, обрабатываемые сравнительно легко, образуют первую подгруппу. Стеклотекстолиты и другие армированные пластики с сильно выраженными абразивными свойствами вошли во вторую подгруппу.
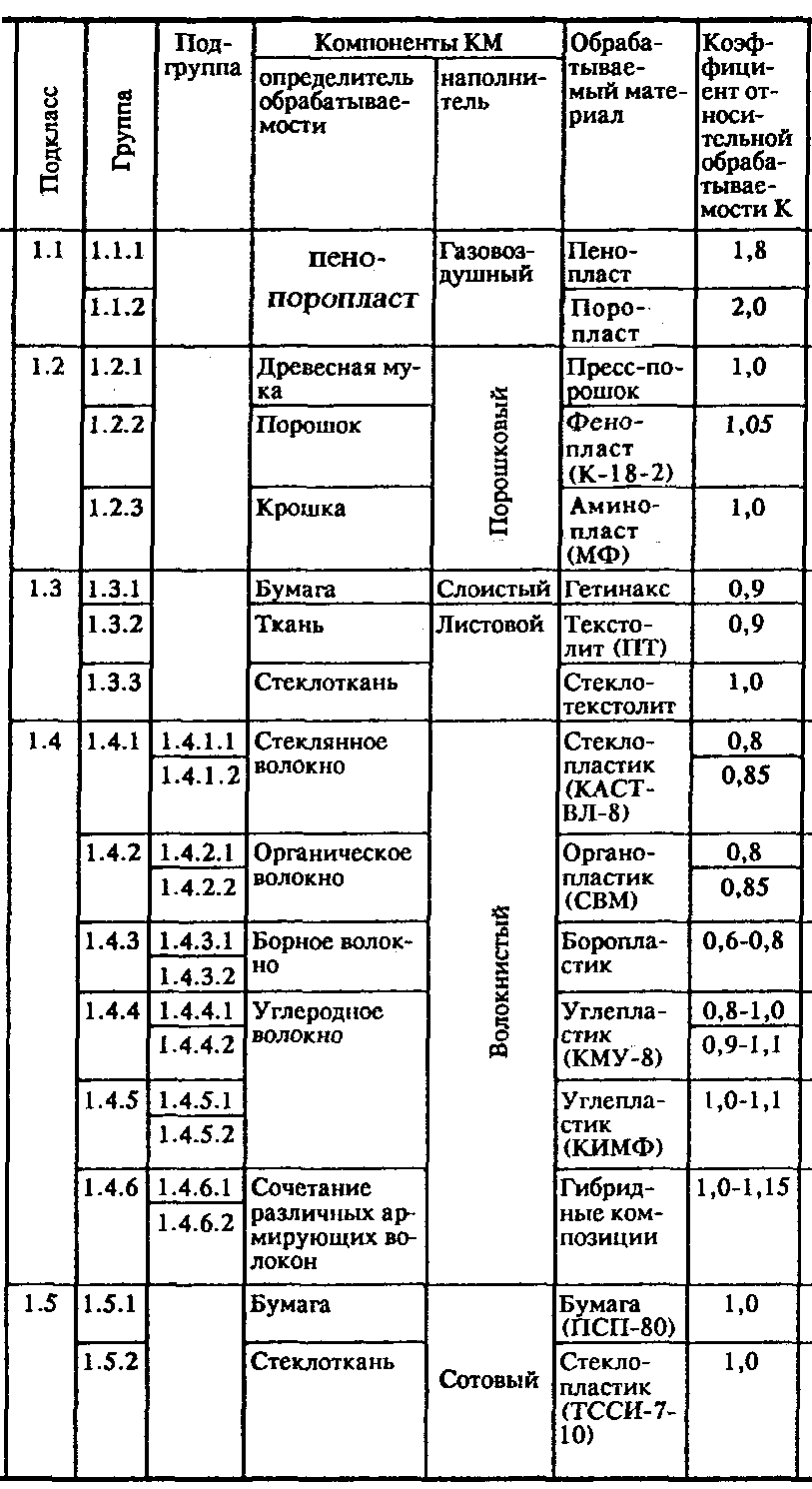
Классификация обрабатываемости полимерных композиционных материалов представлена в таблице 1.22. Различие показателей коэффициентов обрабатываемости К обусловлено составами, структурой и свойствами ПКМ. Как следует из приведенных данных, класс ПКМ состоит из пяти подклассов обрабатываемости:
– ПКМ с газовоздушным наполнителем (пенно- и поропласты);
– ПКМ с порошковым наполнителем ( фено- и аминопласты, пресс-порошки и др.);
– ПКМ слоистые типа гетинаксов, текстолитов, стеклотекстолитов;
– ПКМ с волокнистыми наполнителями различных типов;
– ПКМ типа сотопластов с различным наполнителем (бумага, стеклоткань и т.п.).
Использование классификаторов обрабатываемости призвано существенно сократить объем экспериментальных исследований при проектировании ТП, чтобы определить оптимальные режимы резания, нормы расхода инструментов и др. Экспериментальные исследования особенно необходимы при подготовке производства изделий из новых видов и марок ПМ.
Таблица 1.22
Классификатор обрабатываемости полимерных композиционных материалов /14/
Выбор режимов резания – это подбор таких значений скорости резания, глубины и подачи, которые обеспечивают высокую стойкость инструмента и производительность обработки при удовлетворении заданных требований к качеству обработки детали.
Выбор режимов резания затруднен разнообразием ПМ по составу, структуре и физико-механическим свойствам. Для них применяют широкий набор инструментальных материалов от быстрорежущей стали до синтетических и натуральных алмазов. Рекомендуемые режимы по видам механической обработки приведены для пластмасс и ПКМ в Приложениях 4 и 5 соответственно. При необходимости повысить размерное качество при изготовлении конкретно заданного изделия необходима постановка экспериментального исследования.
* * *
Итоги рассмотрения возможностей обеспечения необходимой размерной точности полимерных изделий обработкой резанием обусловливают следующие выводы:
Механическая обработка полимерных изделий не обеспечивает размерного качества, характерного для металлообработки, ограничиваясь в лучшем случае 6 – 7 квалитетом точности;
Несмотря на то, что обработка резанием позволяет улучшать размерную точность изделий из ПМ в среднем на 1 – 2 квалитета по сравнению с процессами формования, рекомендуется ограничивать использование механической обработки, поскольку при этом повышается себестоимость изготовления изделий и не обеспечивается длительная сохраняемость достигаемого качества из-за разрушения полимерного защитного слоя связующего и возникновения остаточных напряжений в зоне резания. Все это способствует ускоренному старению ПМ и способствует постепенному формоизменению и искажению размеров изделия.