

8. Отжиг
8.1. ПРЕВРАЩЕНИЕ ПРИ ОТЖИГЕ
Цель любого процесса термической обработки состоит в том, чтобы нагревом до определенной температуры и последующим охлаждением вызвать требуемое изменение строения металла и получить заданные свойства. Если охлаждение ведется медленно, то превращение аустенита в смесь перлита и феррита пройдет достаточно полно вследствие развития диффузионных процессов, и фазовый состав будет соответствовать равновесному состоянию. Например, структура, состоящая из крупных зерен феррита и перлита, какая часто бывает после литья и ковки, в результате термической обработки будет состоять из мелких зерен феррита и перлита. Основой для изучения термической обработки стали является диаграмма железо-углерод (рис.8.1).
Общепринятые обозначения критических точек:
Ас1- соответствует линии РSК,
Ас3 - соответствует линии GS,
Асm- соответствует линии ES.
Отжиг заключается в нагреве стали до определенной температуры, выдержке и последующем медленном охлаждении с печью со скоростью 20-30 град/ч.
Вследствие медленного охлаждения сталь приобретает структуру, близкую к равновесию. Следовательно, после отжига углеродистой стали получаются структуры, указанные на диаграмме железо-углерод:
доэвтектоидная сталь - феррит + перлит,
эвтектоидная сталь - перлит,
заэвтектоидная сталь - перлит + цементит.
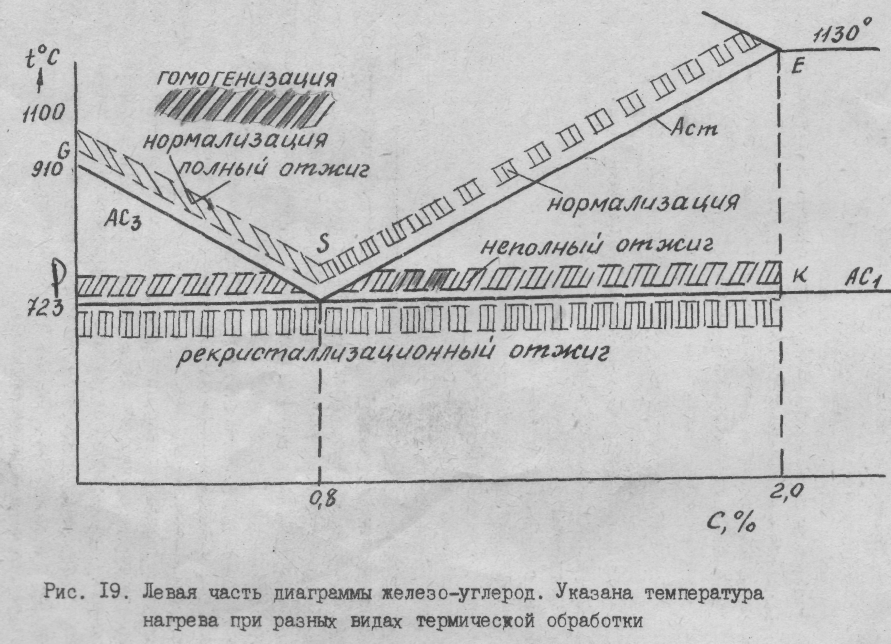
Рис. 8.1 Левая часть диаграммы железо-углерод. Указана температура нагрева при разных видах термической обработки
Различают следующие виды отжига:
Полный отжиг заключается в нагреве доэвтектоидной стали на 30...50°С выше линии (GS), выдержке при этой температуре для полного прогрева металла и завершения фазовых превращений и последующем медленном охлаждении. Сопровождается полной фазовой перекристаллизацией (Ф А).
Скорость нагрева при термической обработке зависит от химического состава, формы и размеров изделий. Чем сложнее форма, больше размер изделия, выше содержание углерода и легирующих элементов, уменьшающих теплопроводность, тем медленнее следует нагревать сталь, чтобы избежать возникновения трещин за счет термических напряжений, образующихся вследствие разности температур внутренних и наружных слоев детали или заготовки.
Полный отжиг применяется для смягчения стали перед обработкой резанием, для снятия напряжений и устранения пороков структуры. Например, при литье и сварке образуется крупнозернистая структура с игольчатым ферритом и пониженными механическими свойствами, которая получила название видманштеттовой, при горячей пластической деформации наблюдается неоднородное распределение феррита вокруг зерен перлита, что резко снижает прочность стали; при большой степени холодной пластической деформации образуется строчечная структура, которая ведет к анизотропии, т.е. различию свойств металла вдоль и поперек волокон.
Неполный отжиг отличается от полного тем, что сталь нагревается до температуры выше Ас1, но ниже Ас3. Полной фазовой перекристаллизации не происходит, следовательно, устранить дефекты структуры, связанные с нежелательным размером и формой зерна, невозможно.
Неполный отжиг для доэвтектоидной стали применяется для снятия напряжений и улучшения обрабатываемости и позволяет экономить тепловую энергию.
Заэвтектоидная сталь не отжигается по режиму полного отжига с нагревом выше Асm, так как при медленном охлаждении выделяется грубая сетка вторичного цементита, которая ухудшает механические свойства стали. Для заэвтектоидной стали применяется неполный отжиг. При нагреве до Ас1 + (30...50)°С в аустените остается большое число нерастворившихся включений цементита перлита, которые способствуют образованию зернистого перлита при охлаждении. Инструментальная сталь со структурой зернистого перлита обладает наименьшей твердостью, наилучшей обрабатываемостью резанием и менее склонна к перегреву при закалке.
Изотермический отжиг заключается в нагреве стали до Ас3 +(30...50)°С и выдержке при этой температуре. Затем деталь быстро переносится в печь или ванну с жидкой разогретой солью или расплавленным свинцом с температурой 690...700°С (ниже Ас1) и выдерживается до полного распада аустенита. Последующее охлаждение производится на воздухе.
Так как аустенит распадается в печи или в ванне при постоянной температуре, то получается более однородная структура. Механические свойства при изотермическом отжиге получаются почти такими же, как и при полном отжиге. Преимущество изотермического отжига - в сокращении продолжительности отжига почти вдвое за счет этапа охлаждения и получении более однородной структуры и свойств по сечению изделия.
Изотермическое превращение аустенита доэвтектоидной стали описывается диаграммой (рис.8.2,в).
Линия I - начало превращения переохлажденного аустенита с образованием феррита.
Линии 2,3- начало и конец превращения переохдажденного аустенита с образованием ферритоцементитной смеси (перлита).
Линии Мн и Мк –начало и конец мартенситного превращения (АМ).
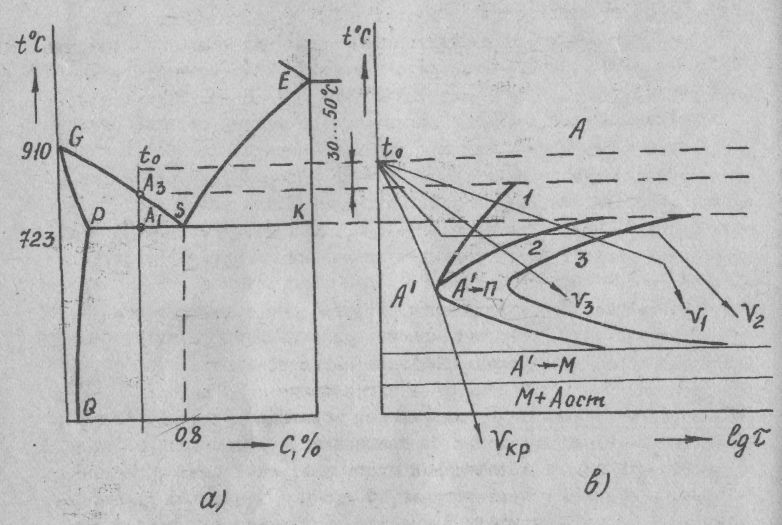
Рис. 8.2. Схема термообработки доэвтектоидной стали:
а) левая часть диаграммы железо-углерод;
в) диаграмма изотермического превращения аустенита;
V1- отжиг при непрерывном охлаждении;
V2-охлаждение при изотермическом отжиге;
V3- охлаждение при нормализации.
На диаграмме показаны скорости охлаждения V , соответствующие различным видам термической обработки. Критическая скорость закалки Vкр. является граничной скоростью охлаждения между диффузионным и бездиффузионным превращениями переохлажденного аустенита.
Рекристаллизационный отжиг применяется для снятия наклепа и восстановления пластичности металла после холодной деформации.
Нагрев производится до температуры, равной (0,4...0,45) Тпл, т.е. 450...650°С (ниже Ас1), затем следует выдержка и медленное охлаждение с печью. В результате рекристаллизационного отжита вместо деформированных образуются новые равноосные зерна, остаточные напряжения снимаются, твердость понижается, а пластичность увеличивается.
Гемогенизирущий (диффузионный) отжиг заключается в нагреве стали до 1100...1200°С, длительной выдержке при указанной температуре и последующем медленном охлаждении. Применяется для устранения дендритной и зональной неоднородностей по химическому составу (ликвации) в литых заготовках.
Применяется для устранения дендритной и зональной неоднородностей по химическому составу (ликвации) в литых заготовках.
При длительной выдержке в области высоких температур наблюдается интенсивный рост зерна, приводящий к снижению механических свойств. Для исправления структуры и улучшения свойств требуется дополнительная термическая обработка (обычно нормализация или полный отжиг).
Нормализация заключается в нагреве доэвтектоидной стали до Ас3+(40...50)°С, заэвтектоидной - до Асr+(50...60)°С (рис.8.2). После выдержки охлаждение производится на воздухе.