

4.2. Стругання
Стругання (рис.4.2) з погляду стружкоутоврення має загальні риси з точінням. При цьому виді обробки використовується інструмент схожої форми і з однаковою геометрією ріжучої частини.
При струганні обробляються площини або лінійні поверхні профільного перетину з прямолінійними створюючими. При цьому передбачається проста принципова кінематична схема різання, використовуються тільки одне головний рух - прямолінійно направлене.
Стругальні верстати (табл.44. Застосування) здійснюють головний рух в горизонтальній площині. Протяжність шляху руху різця обмежується настройкою верстата. Зробивши робочий шлях різання, різець або заготівка, пройшовши в зворотному напрямі таку ж відстань, повертається в початкове положення.
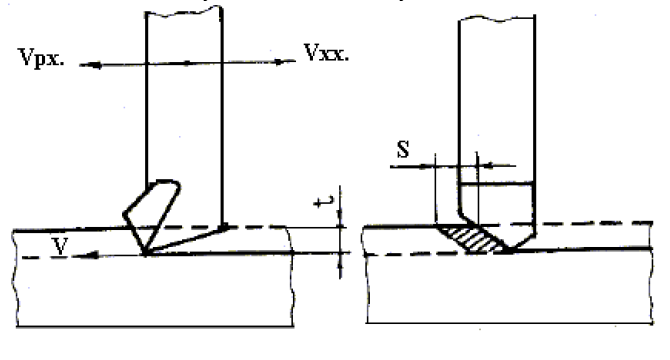
Рис.4.2. Схема зрізання пріпуску стругальним різцем: Vpx- робочий хід; Vxx- холостий хід.
Повний цикл роботи стругального верстату складається з рівних по довжині робочого і холостого ходів. Це дає підставу вести рахунок пройденого шляху або часу роботи верстата по подвійних ходах.
Після кожного подвійного ходу механізм приводу головного руху верстата відключається і включається механізм подачі (S), який виражається в мм/дв.ход.
Після завершення подачі знову включається механізм приводу головного руху і здійснюється черговий подвійний хід.
Глибина різання t, мм і число проходів зумовлюється припуском на обробку і потужністю верстата. Вони встановлюються, як і при точінні.
При чорновому струганні необхідно прагнути до того, щоб весь припуск зняти за один прохід.
Подача S, мм/дв.ход при чорновому струганні вибирається максимально допустимою з табл.3 Застосування відповідно до глибини різання, перетину державки різця, міцністю ріжучої пластинки. При чистовому струганні – по табл.5 Застосування, а при відрізуванні пазів - по табл.6 Застосування.
Швидкість різання Vp, м/хв при струганні площин прохідними різцями, при прорізанні пазів і відрізуванні розраховується по відповідних формулах для точіння (4.1 - 4.6). При цьому вводиться додатковий поправочний коефіцієнт (Kyv) у формулу 4.3, що враховує ударне навантаження на різець. При подовжньому струганні Kyv=1,0; а при поперечному - Kyv=0,8.
Після визначення швидкості різання розраховується число подвійних ходів в хвилину:
![]() дв.ход/хв
(4.17)
дв.ход/хв
(4.17)
де Vp - розрахункова швидкість різання, м/мін;
L - розрахункова довжина ходу різця, мм;
m- відношення швидкості робочого ходу різця до швидкості холостого ходу. Зазвичай приймається m=0,75.
L=l1+l2мм (4.18)
де l1 - довжина оброблюваної поверхні, мм; l2 - пробіг різця в обидві сторони, мм.
При l1<100 мм l2= 35, мм
при 101 <l1<200 l2=50 мм
при 201<l1<300 l2= 60 мм.
Розрахована величина np коректується по паспорту верстата і приймається найближчий менший ступінь, тобто nст≤np. У разі безступінчатого регулювання швидкості повзуна верстата, перевіряється можливість реалізації на ньому Пр, а nст приймається на 5-10% менше Пр.
Після коректування встановлюється фактична швидкість різання:
![]() м/хв.
(4.19)
м/хв.
(4.19)
У подальших розрахунках використовуються тільки nст і Vф.
Сила різання. Складові сили різання при струганні розраховуються також як і при точінні з використанням формул 4.9; 4.10; 4.11.
Потужність різання і коефіцієнт використання верстата по потужності визначаються по формулах для точіння : 4.12; 4.13; 4.14.
Основний технологічний час визначається по наступній залежності:
![]() хв.
хв.
де А - ширина оброблюваної поверхні, мм;
В - бічне врізання і схід різця, мм:
при t<2 мм В = 4 мм
при 2,1<t<4 мм В = 6 мм
при 4,1<t<6 мм В = 8 мм.