

3. Требования к электродам
Электроды предназначены для подвода электрического тока к дугам. От физических свойств и качества изготовления электродов в значительной степени зависят производительность ДСП, себестоимость и качество металла.
К электродам предъявляются требования:
- возможно низкое удельное электросопротивление (для уменьшения электрических потерь);
- высокая механическая прочность на сжатие, изгиб и растяжение, исключающая поломки электродов;
- высокая термостойкость электродов, исключающая растрескивание и скалывание электродов (под действием резких колебаний температуры, что особенно характерно для печей с открытой дугой – ДСП);
- возможно более высокая температура начала интенсивного окисления на воздухе;
- минимальное содержание золы и серы;
- возможно более низкая стоимость, так как стоимость электродов в ряде случаев выше платы за израсходованную электроэнергию в себестоимости стали.
Техническая характеристика графитированных электродов (по ГОСТ 4426-80)
Диаметр электрода, мм. |
Удельное электрическое сопротивление, мкОм·м |
Предел прочности, МПа, не менее |
||
ЭГ00, ЭГ00А |
ЭГ0, ЭГ0А |
ЭГ, ЭГА |
|
|
75 – 200 250 – 400 450 – 555 610* |
7,5 8,0 8,0 - |
7,6 – 8,0 8,1 – 9,0 8,1 – 9,0 8,0 |
8,1 – 10,0 9,1 – 12,0 9,1 – 12,5 9,0 |
|
* по ТУ 48-12-12У-79 Электроды графитированные специальные.
Марку электрода с литерой «А» изготавливают с применением химически активных веществ, что позволяет увеличить допустимую среднюю плотность тока на 15%.
Важным рабочим свойством электродов является температура начала интенсивного окисления. Во избежание чрезмерного окисления внешняя часть электрода, выступающая из-под свода ДСП, должна иметь температуру не выше 800 К. При этой температуре графитированный электрод имеет минимальное электросопротивление. Объемная масса графитированных электродов – 1550 – 1600 кг/м³.
Окисление электродов и их распыление при горении электрической дуги определяют технически неизбежный расход и необходимость увеличения длины электродов во время работы ДСП. Поэтому электроды изготовляют в виде отдельных секций длиной 1100 – 1900 мм, в торцах вытачивают и нарезают ниппельные гнезда для соединения секций между собой при помощи цилиндрических (для DЭД = 75 – 200 мм) и биконических ниппелей (для DЭД = 250 – 610 мм).
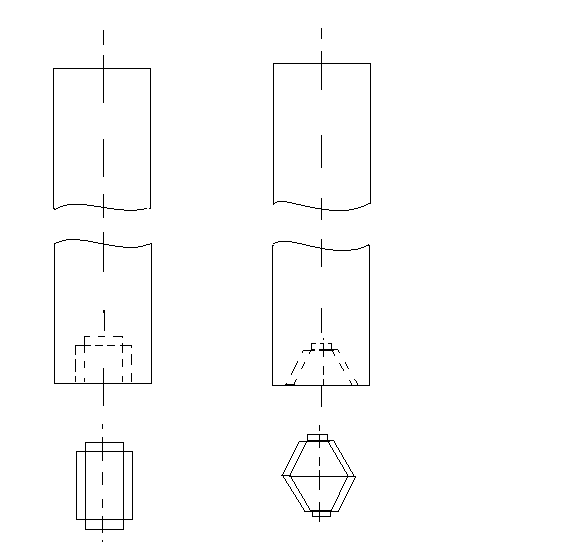
Электроды и ниппели к ним
В зависимости от размеров рабочего пространства печи готовый электрод (электродная свеча) состоит из 3 – 4 секций, соединенных ниппелями.
Помимо описанных электродов сплошного сечения в ряде случаев целесообразно применять трубчатые (полые) электроды, которые позволяют решать задачи:
1. Вдувание в зону дуги порошкообразных материалов, например, угольной пыли, для повышения электрического сопротивления ванны ДСП непрерывного действия, различных газов, в том числе и инертных для повышения напряжения градиента в столбе дуги и регулирования состава газовой атмосферы в печи;
2. Отбор и утилизация реакционных газов;
3. Повышение устойчивости горения дуги, ослабление ее выдувания из-под торца электрода (дуга горит на краю осевого канала), что улучшает тепловую работу футеровки ДСП и позволяет работать на повышенных напряжениях с соответствующими электротехническими преимуществами.
По данным А.В. Егорова, оптимальное соотношение между диаметром отверстия (DO) и диаметром электрода (DЭЛ) составляет DO/DЭЛ = 0,2÷0,25.
Способы уменьшения расхода электродов
Расход электродов в ДСП колеблется в довольно широких пределах в зависимости от качества и условий эксплуатации, составляя в среднем на отечественных заводах 5–7 кг/т жидкой стали.
Общий расход состоит из отдельных статей, %:
– окисление поверхности 55 – 75
– распыление в дуге 15 – 25
– огарки и обломки электродов 10 – 20
Таким образом, главной причиной расходы электродов является окисление их поверхности. При этом основная часть расхода (до 70 %) приходится на период расплавления твердой шихты (τЭ) (энергетический период) и время расплавления между плавками (τП).
Для уменьшения окисления поверхности электродов необходимо:
1. Обеспечить герметичность печи (особенно в месте ввода электродов в печь через «электродные» отверстия в своде);
2. Ограничивать температуру поверхности электродов допустимыми значениями. Это обеспечивается поддержанием необходимых параметров между диаметром электрода и величиной тока, подаваемой на электрод.
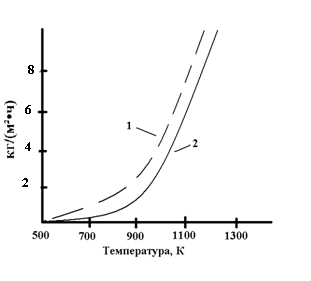
Зависимость скорости окисления электрода на открытом воздухе.
1 – угольный электрод, 2 – графитированный электрод.
3. Уменьшить длину нагретой части электродов (за счет выбора рациональной высоты расположения свода);
4. Наносить защитные покрытия на электроды;
5. Улучшать качество электродов, и в частности, снижать удельное электросопротивление. По данным ряда исследователей, уменьшение удельного электросопротивления ρ на 1 мкОм·м снижает расход электродов на 4 – 12 %.
Расход на распыление электродов в диаметре пропорционален количеству электрической энергии и составляет для ДСП примерно 20 кг/МВт·т.
Расход электродов на огарки и обломки зависит от механической прочности и термостойкости электродов, а также от правильных условий эксплуатации и бережного хранения (в сухом месте, на специальных стеллажах). Опыт показывает, что при соблюдении этих условий расход электродов на огарки и обломки может не превышать 0,2 – 0,5 кг/т.