

Граф процесса изготовления спинки
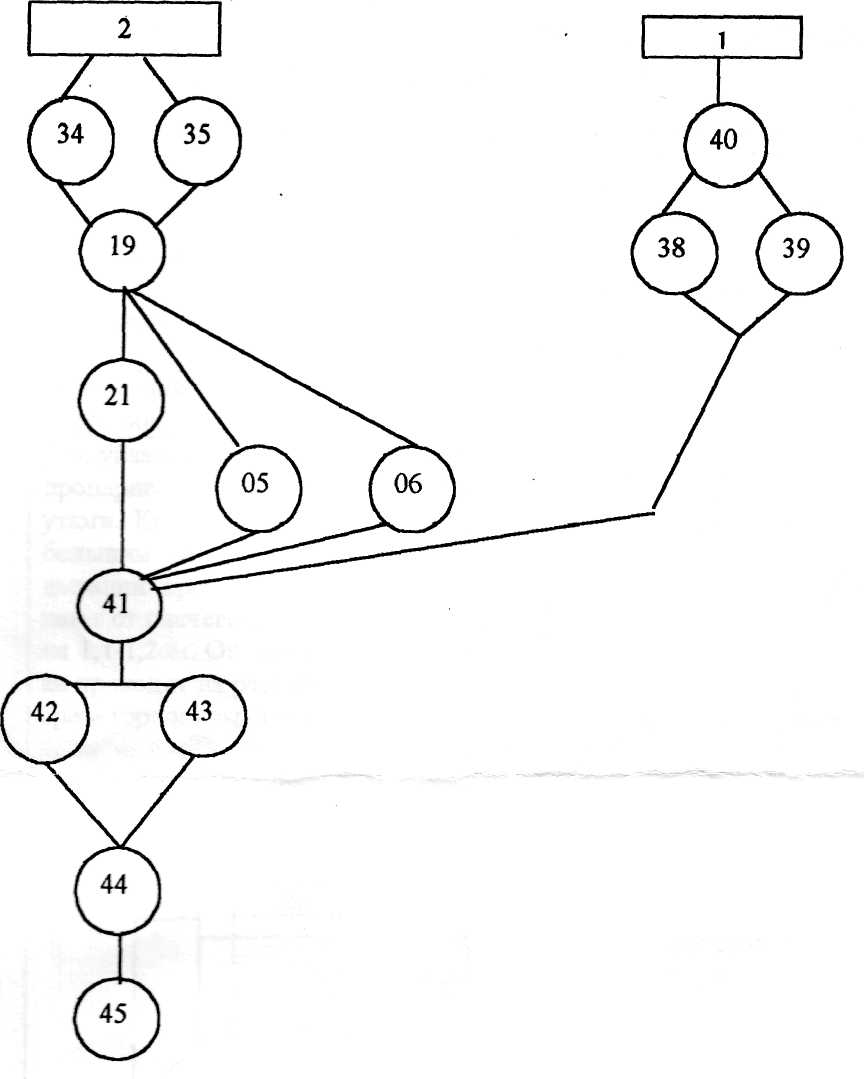
Независимое выполнение операций 35 и 34, 06 и 05, 38 и 39, 42 и 43 показано их параллельным расположением.
Технологическая операционная карта
Предприятие |
Изделие: пальто мужское демисезонное |
Модель |
Операция 6 |
|
Лист 1 |
||||
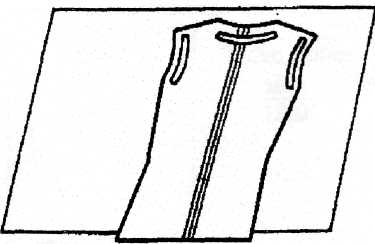
Операция: Проложить клеевую кромку по краям и горловине спинки |
||||
Специальность: У Тарифный разряд: 3 Норма времени, с 35 Сдельная расценка, коп. 0,4977 |
Оборудование: стол утюжильный CS-394КЕ фирма «Панония» |
|||
Материал: ткань полушерстяная пальтовая |
Температура гладильной поверхности, °С 150-160 Масса утюга, кг 2 |
|||
Требования к качеству выполнения операции. |
Схема обработки |
|||
Для увлажнения кромки используют пропаривание со стороны подошвы утюга. Кромку прокладывают с небольшим натяжением. При прокладывании кромки по пройме отступают от плечевого и бокового срезов на 1,1-1,2 см. ОТ среза проймы кромка проходит на расстоянии 0,5 см, от среза горловины - 1-1,2 см. |
|
|||
|
||||
 Схема
организации рабочего места
Схема
организации рабочего места
Технологические операционные карты структурно подразделены на пять зон.
В 1-й зоне (верхняя часть карты) даны сведения, указывающие на принадлежность операции к виду изделия, модели её предприятия. Указывается номер операции по перечню, и номер места заполнения.
Во 2-й зоне указывается название операции.
В 3-й зоне приводятся сведения о специальности и разряде исполнителя операции, норме времени и расценке на неё, сведения об оборудовании, режимах работы на нём и используемые материалы.
В 4-й зоне определяются требования к качеству выполнения операции.
Они установливаются на основе рациональных приёмов её выполнения, требований технологических условий и стандартов. В правой части этой зоны приводятся схема соединения или обработки деталей и технические условия на выполнение операций.
Нижняя, пятая, зона карты отведена под схему организации рабочего места исполнителя операции.
Карты инженерного обеспечения являются дополнением и развитием технологических операционных карт. Составляются они на основе имеющихся сведений о содержании операции, применяемом оборудовании и материалах. Детализация процесса выполнения операции на технологические приемы осуществляется на основе отраслевых поэлементных нормативов времени приемов работ при изготовлении различных видов изделий.