

6. Когда возникает погрешность базирования? Дайте один пример определения погрешности базирования в завис. От установки.
В процессе обработки заготовки возникают отклонения действительных размеров от заданных чертежом. Эти отклонения называются погрешностью обработки. Эта погрешность складывается из первичных погрешностей, которые образуются из погрешностей установки заготовки, настройки станка и самой обработки.
Погрешностью базирования e б называется разность предельных расстояний от измерительной базы заготовки до установленного на размер инструмента. Она возникает в результате установки заготовки в приспособление по технологическим базам, не совпадающим с измерительными базами и определяется для конкретного размера при данной схеме установки. Поэтому величине e б в расчетах присваивают индекс соответствующего размера.
Для приближенного определения допустимой погрешности базирования можно пользоваться формулой
![]()
где d — допуск на размер;
D — погрешность размера, определяемая точностью обработки, заданной по чертежу.
 Значения
величины D для некоторых видов обработки
приводятся в справочной литературе или
в паспорте станка.
Значения
величины D для некоторых видов обработки
приводятся в справочной литературе или
в паспорте станка.
Различают погрешности базирования при установке а) на плоскость, б) по отверстию в) по наружной цилиндрической поверхности на призму.
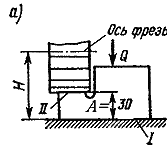
На плоскость
На рис. а плоскость I является измерительной базой и используется как установочная база, поэтому погрешность базирования возникающая при фрезеровании размера А равна 0.
![]()
 На
рис.
б
измерительной базой
является плоскость III,
а плоскость I
является
установочной базой. В этом случае
погрешность базирования неизбежна, так
как при неизменном настроечном размере
Н, размер В колеблется в пределах допуска
на размер 50
± 0,14.
Следовательно, погрешность базирования
будет определяться:
На
рис.
б
измерительной базой
является плоскость III,
а плоскость I
является
установочной базой. В этом случае
погрешность базирования неизбежна, так
как при неизменном настроечном размере
Н, размер В колеблется в пределах допуска
на размер 50
± 0,14.
Следовательно, погрешность базирования
будет определяться:
![]()
Чтобы исключить полученную погрешность базирования нужно изменить условия закрепления заготовки так, как это показано на рис.в
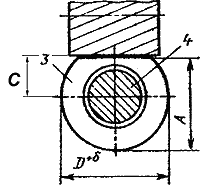
По отверстию
Рассмотрим пример базирования обрабатываемой заготовки по отверстию (рис. 2). При установке обрабатываемых заготовок на оправку или палец возникают погрешности базирования из-за зазора.
Н а
рис.
2
показана установка заготовки 3
базовым отверстием на палец
4
приспособления. При посадке без зазора
(разжимной палец) погрешность базирования
для размера С
= 0,
т.к. конструкторская и технологическая
база совмещены, а для размера А
равна половине допуска на диаметр
D
заготовки т.е.
а
рис.
2
показана установка заготовки 3
базовым отверстием на палец
4
приспособления. При посадке без зазора
(разжимной палец) погрешность базирования
для размера С
= 0,
т.к. конструкторская и технологическая
база совмещены, а для размера А
равна половине допуска на диаметр
D
заготовки т.е.
При наличии зазора (жесткий палец) погрешность базирования для этого же размера возрастает на величину диаметрального зазора D:

2.Перечислить возможные варианты использования средств вычислительной техники
При помощи ЭЦВМ можно решать большое количество технологических и конструкторских задач частного и общего характера; проектировать типовые технологические процессы на непрерывно возрастающее количество нормализованных и стандартных деталей, разрабатывать нормативы для технологического проектирования, выполнять поиски новых решений. Неоценимо значение ЭЦВМ при выполнении научно-исследовательских работ в области технологии машиностроения, при комплексном решении технологических задач, при анализе большого и сложного экспериментального и расчетного материала. На ЭЦВМ можно производить расчеты точности, припусков на обработку, режимов резания, норм времени, устанавливать наивыгоднейшие маршруты обработки отдельных поверхностей и деталей в целом, выбирать метод получения заготовки, подбирать детали для групповой обработки, определять наивыгоднейшие структуры автоматических линий, рассчитывать надежность работы технологических систем, производить расчеты приспособлений и инструментов, а также решать большое количество других задач.
Одна из основных задач, решаемая при помощи ЭЦВМ, это проектирование технологических процессов механической обработки и сборки. Перспективно использование ЭЦВМ как средства автоматического управления комплексами технологического оборудования. ЭЦВМ позволяет многократно ускорить и оптимизировать технологические разработки, снизить себестоимость их выполнения, высвободить много людей, занятых в технологических службах заводов и проектных организациях.
Применение ЭЦВМ как средства проектирования технологии не противоречит использованию типовых технологических процессов. Оба мероприятия не исключают, а скорее дополняют друг друга. Оптимизация технологических процессов Has основе использования ЭЦВМ позволяет повысить производительность в массовом производстве. В мелкосерийном производстве ЭЦВМ ускоряет технологические разработки, облегчает труд технологов, особенно при использовании станков с программным управлением.