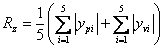
3.Укажите параметры качества поверхностей деталей машин,опишите параметры шероховатости поверхности
Качество поверхности деталей машин определяется совокупностью характеристик шероховатости и волнистости, физико-механических, химических свойств и микроструктуры поверхностного слоя. Шероховатость относится к микрогеометрии поверхности. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующая рельеф поверхности в рассматриваемых пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине.
По ГОСТ 2789 — 73 установлено шесть параметров шероховатости поверхности: Ra,Rz, Rmax, Sm, S и tp.
Ra
-Среднее арифметическое отклонение
профиля

Rz
-Высота неровностей профиля по десяти
точкам
 ,
,
ηр, tp- относительная длина опорной поверхности, длина опорной поверхности
 ,
,
 .
.
Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины представляет собой наибольшую высоту Rmax неровностей профиля.
Отрезок средней линии профиля, содержащий неровность профиля, называется шагом неровностей профиля. Средний шаг неровностей профиля Sm – это среднее значение шага неровностей профиля в пределах базовой длины.
Базовая линия- линия, от которой производится расчёт координат профиля.
Базовая длина- длина базовой линии, в пределах которой производится оценка параметров шероховатости
4.Изобразить траекторию перемещения инструмента при обработке наружной поверхности ступенчатого вала на станке с чпу…
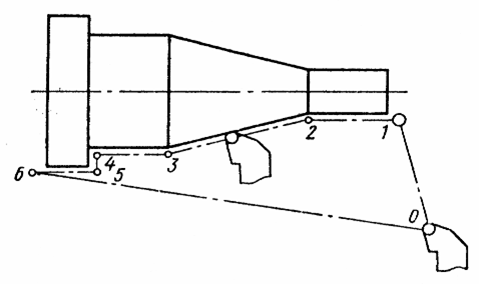 Рис.3.1 Траектория
инструмента при токарной обработке
(чистовой).
Рис.3.1 Траектория
инструмента при токарной обработке
(чистовой).
На стадии разработки технологического процесса необходимо определить обрабатываемые контуры и траекторию движения инструмента в процессе обработки, установить последовательность обработки контуров. Без этого не возможно рассчитать координаты опорных точек, осуществить точную размерную увязку траектории инструмента с системой координат станка, исходной точкой положения инструмента и положением заготовки.
В процессе обработки детали инструмент рассматривается в системе координат станка. При токарной обработке центр инструмента совпадает с центром окружности при вершине резца. Траектория инструмента совпадает с эквидистантой к контуру детали и отстоит от контура на величину радиуса при вершине резца (рис.3.1). Эквидистанта состоит из отдельных участков, разделенных опорными точками (1 – 6). Перемещения 0 – 1 и 6 – 0 являются холостыми ходами.
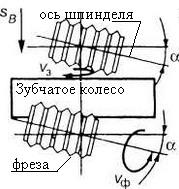
5.Схема нарезания прямозубого колеса червячной фрезой. Основные движения
Нарезание червячной фрезой производят на зубофрезерных станках. Червячная фреза представляет собой червяк с профилем зуборезной (основной) рейки, превращенной в режущий инструмент в результате прорезания в нем продольных спиральных канавок и затылования. Червячные фрезы делают однозаходными и многозаходными.
При нарезании зубьев обрабатываемая заготовка вращается вокруг вертикальной или горизонтальной оси, а фреза, вращаясь вокруг другой оси, перемещается вдоль оси вращения заготовки. Ось шпинделя фрезы наклонена относительно оси вращения заготовки под углом, равным углу наклона витков фрезы.
Нарезание зубьев червячной фрезой широко распространено как для предварительного, так и для окончательного нарезания прямых и спиральных наружных зубьев цилиндрических зубчатых колес в серийном и массовом производстве.