

27.Условие полной ориентации заготовки в пространстве. Правило 6 точек.
П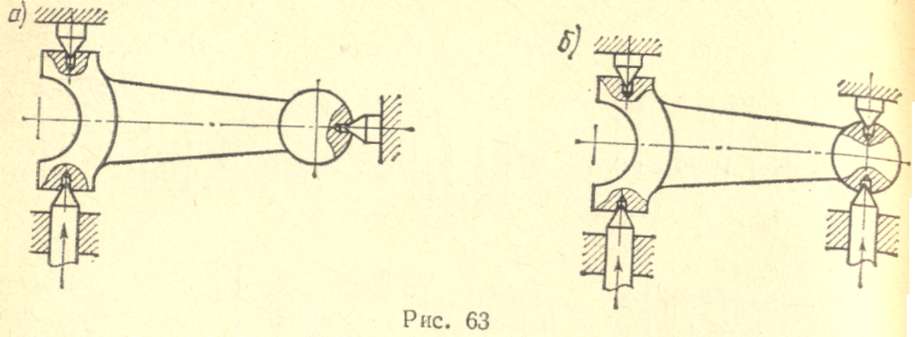 олную
ориентацию заготовки в пространстве
обеспечивают установкой на три центра
(рис. 63, а), из которых два жестких, а один
выдвижной, выполняющий роль установочного
и зажимающего элемента. Преимуществами
этой схемы являются хорошая устойчивость
и постоянство баз, так как после подготовки
центровых гнезд все операции можно
выполнить при одном базировании. К
недостаткам схемы относится необходимость
выдерживать точное значение диаметра
центровых гнезд. Схема базирования
может осуществляться также установкой
на четыре центра (рис. 63, б), из которых
два жестких и два выдвижных. Эта схема
менее чувствительна к изменению диаметра
центровых гнезд, так как зазор можно
выбирать, а ось детали может при это
смещаться. Правило
шести точек:
для определения положения детали
необходимо и достаточно лишить ее шести
степеней свободы, то есть задать
координаты шести опорных точек. При
нарушении правила шести точек появляется
неопределенность базирования.Схему
расположения опорных точек детали на
базах детали или заготовки называют
схемой базирования.
олную
ориентацию заготовки в пространстве
обеспечивают установкой на три центра
(рис. 63, а), из которых два жестких, а один
выдвижной, выполняющий роль установочного
и зажимающего элемента. Преимуществами
этой схемы являются хорошая устойчивость
и постоянство баз, так как после подготовки
центровых гнезд все операции можно
выполнить при одном базировании. К
недостаткам схемы относится необходимость
выдерживать точное значение диаметра
центровых гнезд. Схема базирования
может осуществляться также установкой
на четыре центра (рис. 63, б), из которых
два жестких и два выдвижных. Эта схема
менее чувствительна к изменению диаметра
центровых гнезд, так как зазор можно
выбирать, а ось детали может при это
смещаться. Правило
шести точек:
для определения положения детали
необходимо и достаточно лишить ее шести
степеней свободы, то есть задать
координаты шести опорных точек. При
нарушении правила шести точек появляется
неопределенность базирования.Схему
расположения опорных точек детали на
базах детали или заготовки называют
схемой базирования.
28.Качественная и количественная оценка технологичности деталей.
Качественная оценка технологичности конструкции детали описывается словами «хорошо – плохо», «допустимо – недопустимо» и т.д., а количественная оценка характеризуется показателями технологичности и проводится по усмотрению разработчика.К основным показателям количественной оценки относятся трудоемкость и себестоимость изготовления изделия, материалоемкость и энергоемкость изделия. Качественную оценку технологичности конструкции детали осуществляют по материалу, качеству поверхностей, простановка размеров, по возможным способам получения заготовки. Качественная оценка дается на основании обеспечении взаимозаменяемости и допустимых погрешностей при сборке узлов и агрегатов. Количественная оценка основана на инженерно-расчетных методах и проводится по конструктивно-технологическим признакам.
29.Особенности нормирования операции, выполняемой в условиях массового и серийного производства.
Техническое
нормирование
предусматривает определение нормы
штучно-калькуляционного времени Тш.к.,
которое для серийного и массового
производства равно: Тш.к.=
Тшт
+
 ,
,
Тшт = То + Тв + Тт.о. + Торг. + Тотд.
где То – основное время, мин; Тв – вспомогательное время, мин; Тт.о.- время технического обслуживания, мин;
Торг. – время организационного обслуживания рабочего места, мин;Тотд – время на отдых и естественные надобности, мин;Тп.з. – подготовительно-заключительное время, планируемое на партию деталей, мин;N – количество деталей в партии.
Сумму То+ Тв называют оперативным временем Топ., которое учитывает время станочника на все приемы его работы, повторяемые в каждой операции.
30. Развитие и современное состояние технологии автоматизированного механосборочного производстваДоля автоматизированного оборудования составляет около 50%, в том числе есть станки с ЧПУ, агрегатные и специальные станки. В производство внедрены многооперационные станки С ЧПУ типа «обрабатывающий центр», целый парк специальных агрегатно-сверлильных и резьбонарезных станков с ЧПУ для грубого сверления, станков для обработки точных отверстий. Создание mini-ЭВМ в системе CNC на базе микропроцессорной техники дает возможность эффективно использовать станки с ЧПУ в условиях мелкосерийного и единичного типов производства при обработке нескольких штук заготовок.Основным направлением автоматизации серийного производства в дальнейшем остается расширение применения станков с ЧПУ. При этом будет продолжаться дальнейшее совершенствование систем ЧПУ и конструкций станков, способствующее повышению точности и производительности. Особое внимание будет уделяться расширению технологических возможностей станков с ЧПУ по обработке с 1 установа большого числа поверхностей заготовки. Во многих системах вводятся ограничители для предотвращения брака и поломки инструмента. Расширяется применение адаптивных систем управления по силе резания, изменяющих частоту вращения шпинделя и подачу. Продолжается расширение применения станков с ЧПУ с автоматической сменой инструмента. Станки снабжаются устройствами для контроля состояния режущего инструмента и степени его затупления по затрачиваемой мощности. Создание гибкого автоматизированного производства.