

Обработка поверхностей пластическим деформированием
Отделочная обработка методами пластического деформирования сопровождается упрочнением поверхностного слоя, что очень важно для повышения надежности работы деталей. Изделия становятся менее чувствительными к усталостному разрушению, повышаются их коррозионная стойкость и износостойкость, удаляются риски и микротрещины, оставшиеся от предшествующей обработки. В зоне деформации не возникает высокая температура, поэтому в поверхностных слоях фазовые превращения не происходят. Поверхностную обработку пластическим деформированием используют для всех металлов, способных пластически деформироваться, но наиболее эффективны они для металлов с твердостью до НВ 280. Этот технологический процесс выполняют на многих металлорежущих станках и установках, используя специальный инструмент. Обкатывание и раскатывание поверхностей. Сущность этой обработки состоит в том, что в результате давления поверхностные слои заготовки, контактируя с инструментом высокой твердости, оказываются в состоянии всестороннего неравномерного сжатия и пластически деформируются. Инструментом являются ролики, шарики и дробь, перемещающиеся относительно заготовки (рис. 14.8). Микронеровности обкатываемой поверхности сглаживаются путем смятия микровыступов и заполнения микровпадин. Обкатывают, как правило, наружные поверхности, а раскатывают внутренние. Сочетанием вращательного и поступательного перемещения заготовки и деформирующих элементов обрабатывают плоские, цилиндрические, фасонные поверхности и канавки.
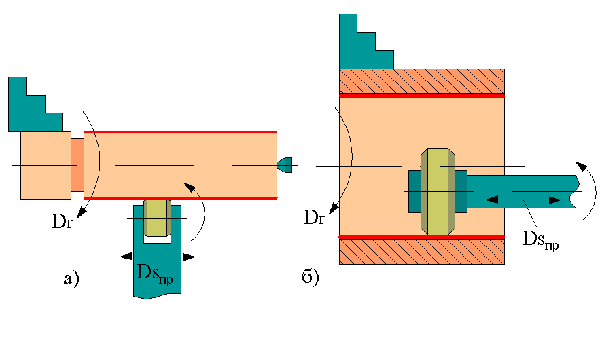 Рис.
14.8 Схема обкатывания(а) и раскатывания(б)
поверхностей
Рис.
14.8 Схема обкатывания(а) и раскатывания(б)
поверхностей
Точность обработанного изделия зависит от его конструкции, режимов обработки, конструкции инструмента, а также от точности размеров, формы и качества поверхности заготовки, полученных при обработке на предшествующем переходе. Наиболее целесообразно обкатыванием и раскатыванием обрабатывать исходные поверхности с точностью размеров по 5 - 11 квалитету. При поверхностно пластическом деформировании достигаются параметры шероховатости поверхности Ra 0,8…0.2 мкм при исходных значениях Ra 6,3…0,8 мкм. Степень уменьшения шероховатости поверхности зависит от материала, исходной шероховатости, конструкции инструмента, режимов обработки и пр. Алмазное выглаживание. Сущность этого технологического процесса состоит в том , что оставшиеся после обработки резанием неровности поверхности выглаживаются перемещающимся по ней алмазным инструментом. Рабочая часть инструмента выполнена в виде полусферы, цилиндра или конуса. Чем тверже обрабатываемый материал, тем меньше радиус скругления рабочей части алмаза. Преимущества алмазного выглаживания состоят в повышении эксплуатационных свойств обрабатываемых поверхностей, снижении шероховатости и отсутствии переноса на обрабатываемую поверхность посторонних частиц. При этом возможна обработка тонкостенных заготовок сложной конфигурации инструментом (выглаживателем) простой формы. Качество обработанной поверхности существенно зависит, в основном, от силы выглаживания и подачи. При правильно выбранных режимах обработки микронеровности на поверхности могут быть уменьшены в несколько раз (Ra 0,1…0,005 мкм), а микротвердость увеличивается на 5…60 %. На обработанной поверхности возникают значительные остаточные напряжения сжатия. Детали с поверхностью, обработанной алмазным выглаживанием, обладают высокой износостойкостью и усталостной прочностью.