

Определение глубины распространения пластической деформации
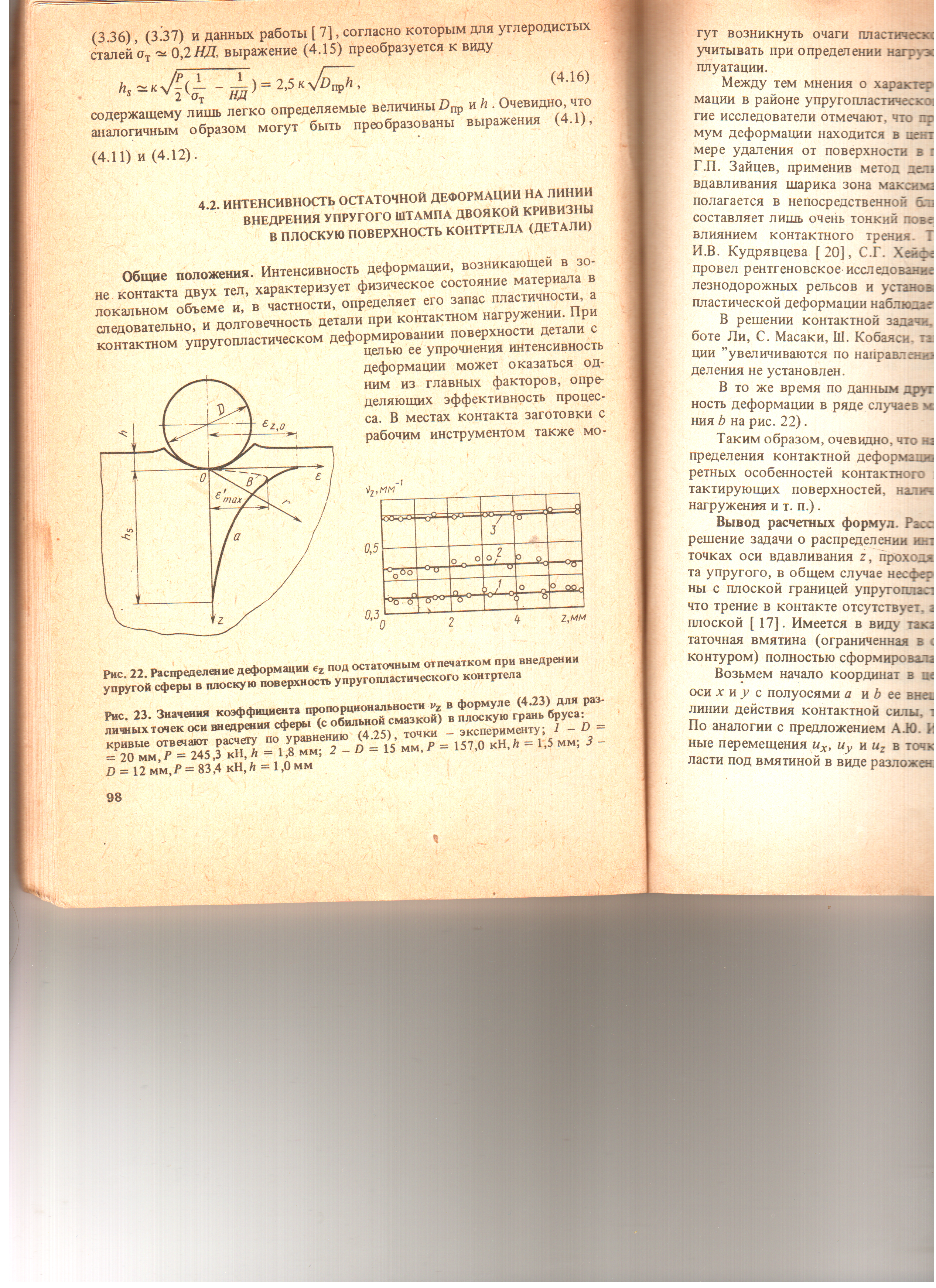
Если при внедрении упругого индектора в поверхность контртела в зоне контакта возникает остаточная вмятина, то вокруг нее всегда имеется пластически деформированная область, распространяющаяся на глубину h. Эта область ограничена замкнутой поверхностью, на которой удовлетворяется условие пластичности .
Параметр h имеет существенно практическое значение, т.к. характеризует механическое состояние (упрочнение, запас пластичности, остаточную напряженность) локальной пластичной области при единичном контакте поверхностного слоя, подвергнутого упрочнению.
Формула С.Г.Хейфица:
![]() (Р-
контактная нагрузка). Эта формула
основана на решении задачи Буссинеска
и не учитывает формы контактируемых
тел; она хорошо согласуется с опытом
лишь при достаточно малых радиусах
кривизны упрочняющего инст-та и размерах
площадки контакта. Когда эти условия
не соблюдаются, формула дает завышенный
результат.
(Р-
контактная нагрузка). Эта формула
основана на решении задачи Буссинеска
и не учитывает формы контактируемых
тел; она хорошо согласуется с опытом
лишь при достаточно малых радиусах
кривизны упрочняющего инст-та и размерах
площадки контакта. Когда эти условия
не соблюдаются, формула дает завышенный
результат.
Формула на основе решения Герца:
 (1)
(1)
где d – диаметр круговой контактной площадки; коэффициент Пуассона. Эта формула нелинейна. Более удобной является выражение
![]() .
.
Эта формула была получена путем аппроксимации при =0,3 и учитывает влияние размеров контактной площадки.
Уточнение формулы Хейфица:
![]() .
.
Здесь
![]() поправочные коэффициенты.
поправочные коэффициенты.
|
Рис.8. Распределение деформации под остаточным отпечатком при внедрении упругой сферы в плоскую поверхность упругопластического контртела |
У Браславского
В.М. на основе общего решения контактной
задачи теории упругости получены
зависимости
![]() для различных отношений
для различных отношений
![]() соответственно меньшая и большая полуоси
проекции эллиптической вмятины на
плоскость, нормальную к направлению
контактной нагрузки).
соответственно меньшая и большая полуоси
проекции эллиптической вмятины на
плоскость, нормальную к направлению
контактной нагрузки).
При равномерном
распределении давления имеем
![]() .
.
Заметим, что при
![]()
![]() где
где
![]()
Распределение
остаточной деформации:
![]() где
где
![]() Для тел двоякой кривизны формулы
значительно усложняются.
Для тел двоякой кривизны формулы
значительно усложняются.
Преимущества ППД перед обработкой точением, шлифованием, полированием и др.:
- сохраняется целостность волокон материала и образуется мелкозернистая структура- текстура в поверхностном слое;
- отсутствуют термические дефекты;
- стабильность процессов (стабильное качество поверхности);
- можно добиться минимального параметра шероховатости (Rа= 0.1…0,05 мкм и менее - среднее арифметическое отклонение профиля);
- можно уменьшить шероховатость поверхности в несколько раз за один рабочий проход;
- создается благоприятная форма микронеровностей с большой долей опорной площади;
- создается благоприятное сжимающее остаточное напряжение в поверхностном слое;
- плавно и стабильно повышается микротвердость поверхности.
Изготовление панелей одинарной кривизны с помощью дробеструйной обработки. Их упрочнение
Имеются дробеударные установки для формирования обшивок одинарной кривизны. Сущность: обдувка быстролетящей дробью поверхности панели, установленной на рабочий стол и перемещаемой в камеру. Формообразование панели по образующей происходит путем создания напряжений сжатия на обрабатываемой поверхности панели. Панель изгибается в направлении полета дроби. Обдувка панели происходит в камере формирующим аппаратом, имеющим 12 силовых головок. Питание аппарата производится от цеховой воздушной сети. После обработки на панели может оставаться стальная пыль, снижающая коррозионные свойства детали. Поэтому после обработки панель следует тщательно очистить. Параллельно с формообразованием происходит упрочнение панели, повышающее ее долговечность.
|
Рис.10. Схема дробеметной установки: 1 – крильчатка; 2 – струя дроби; 3 – упрочняемая панель |
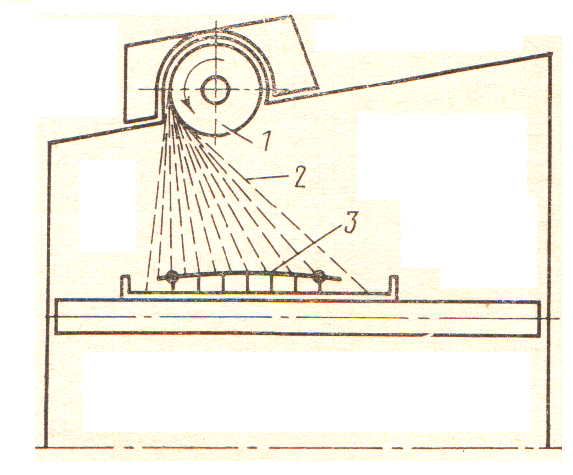
Установка применяется для формообразования панелей фюзеляжа, крыла и центроплана. После формообразования дробью панель уже нельзя подвергать термической и механической обработке, т.к. это равновесие внутренних сил и вызывает коробление.
Стационарная установка выполняется в виде большой камеры, куда устанавливается панель и заходит рабочий, одетый в скафандр, который с помощью дробеструйного аппарата обрабатывает поверхность.
Перспектива - применение ЧПУ для управления процессом.