

Лекция
Поверхностное пластическое деформирование (ппд)
Цель: повышение таких эксплуатационных характеристик деталей, как выносливость, износостойкость и др.
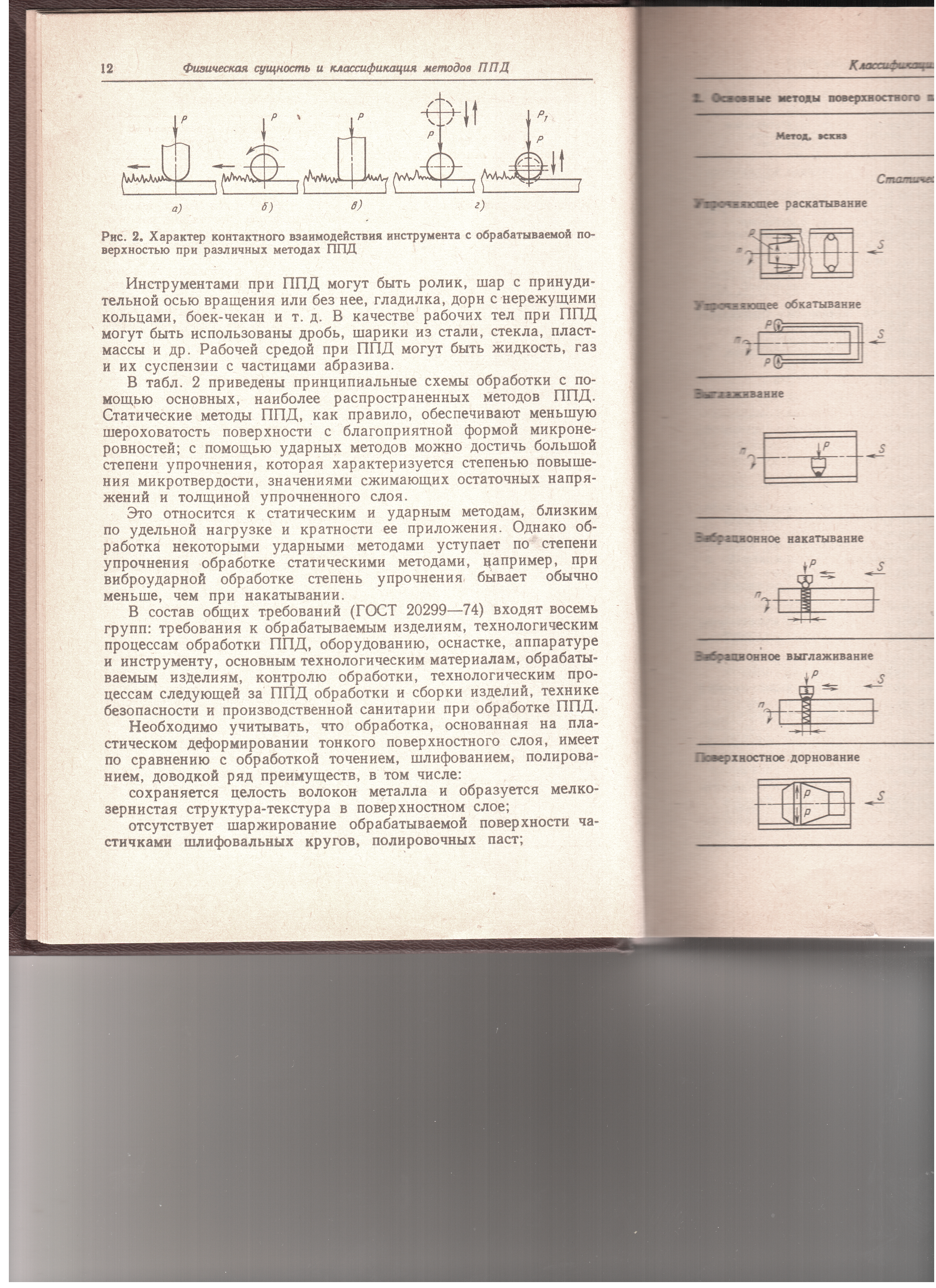
ППД представляет собой совокупность процессов, применение которых позволяет повысить чистоту поверхности, упрочнить поверхностный слой, создать в нем благоприятные остаточные напряжения, компенсирующие концентрационные эффекты напряженного состояния, нанести искусственный рельеф. Для этих процессов характерна высокая производительность, сочетающаяся с высокой стойкостью инструмента.
Причина необходимости ППД: При изготовлении и эксплуатации деталей машин на их поверхности образуются неровности и микронеровности, а слой металла, непосредственно прилегающий к поверхности, изменяет структуру, фазовый и химический состав, в нем возникают остаточные напряжения. Слой металла, отличающийся от основной массы детали структуру, фазовый и химический состав, называют поверхностным. В условиях эксплуатации этот слой подвергается наиболее сильному физико-химическому воздействию, что ухудшает служебные свойства поверхности, например, износ, эрозия, кавитация, коррозия, усталостные трещины и др. разрушения возникают вначале в поверхностном слое.
Классификация ппд
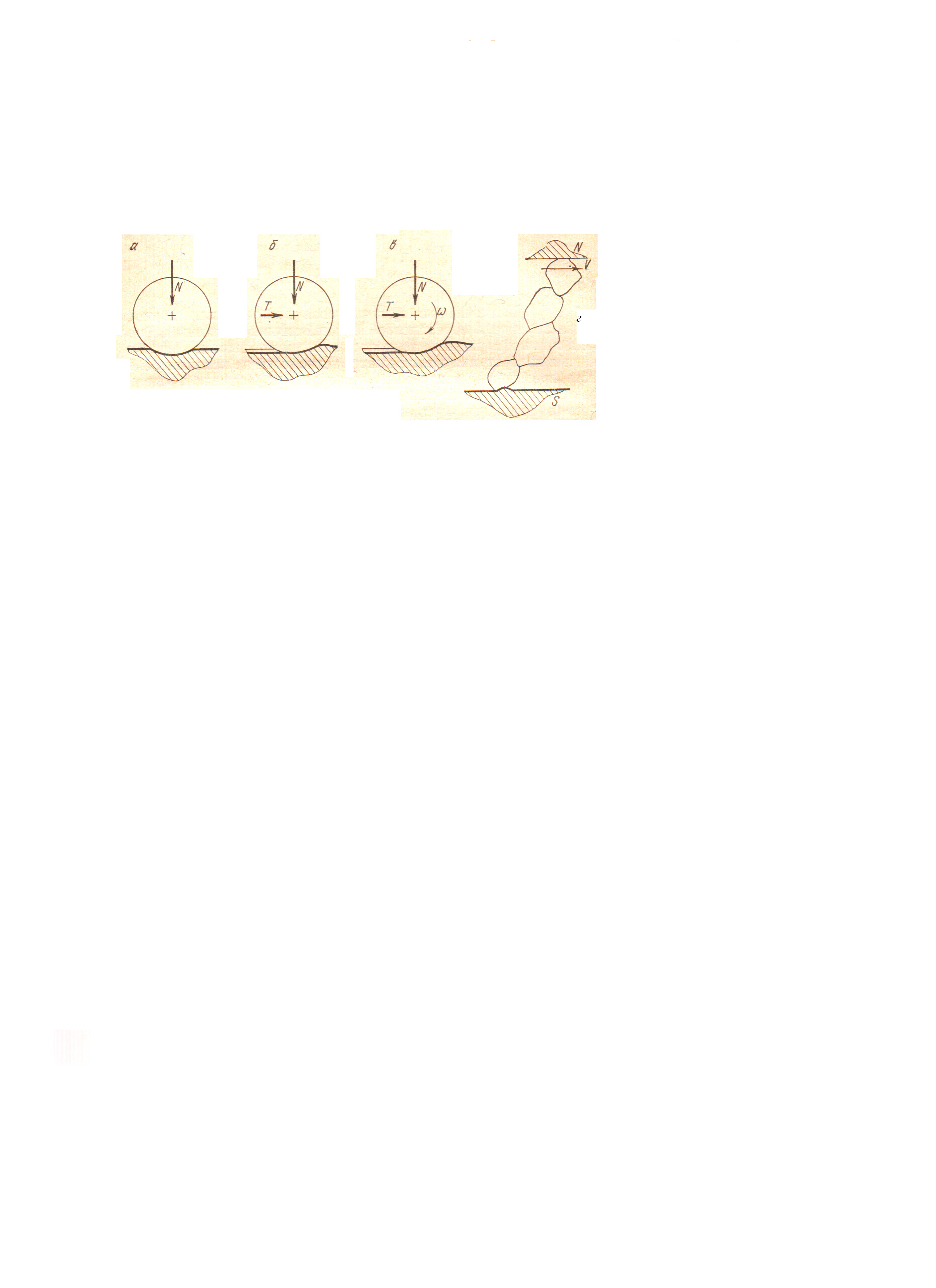
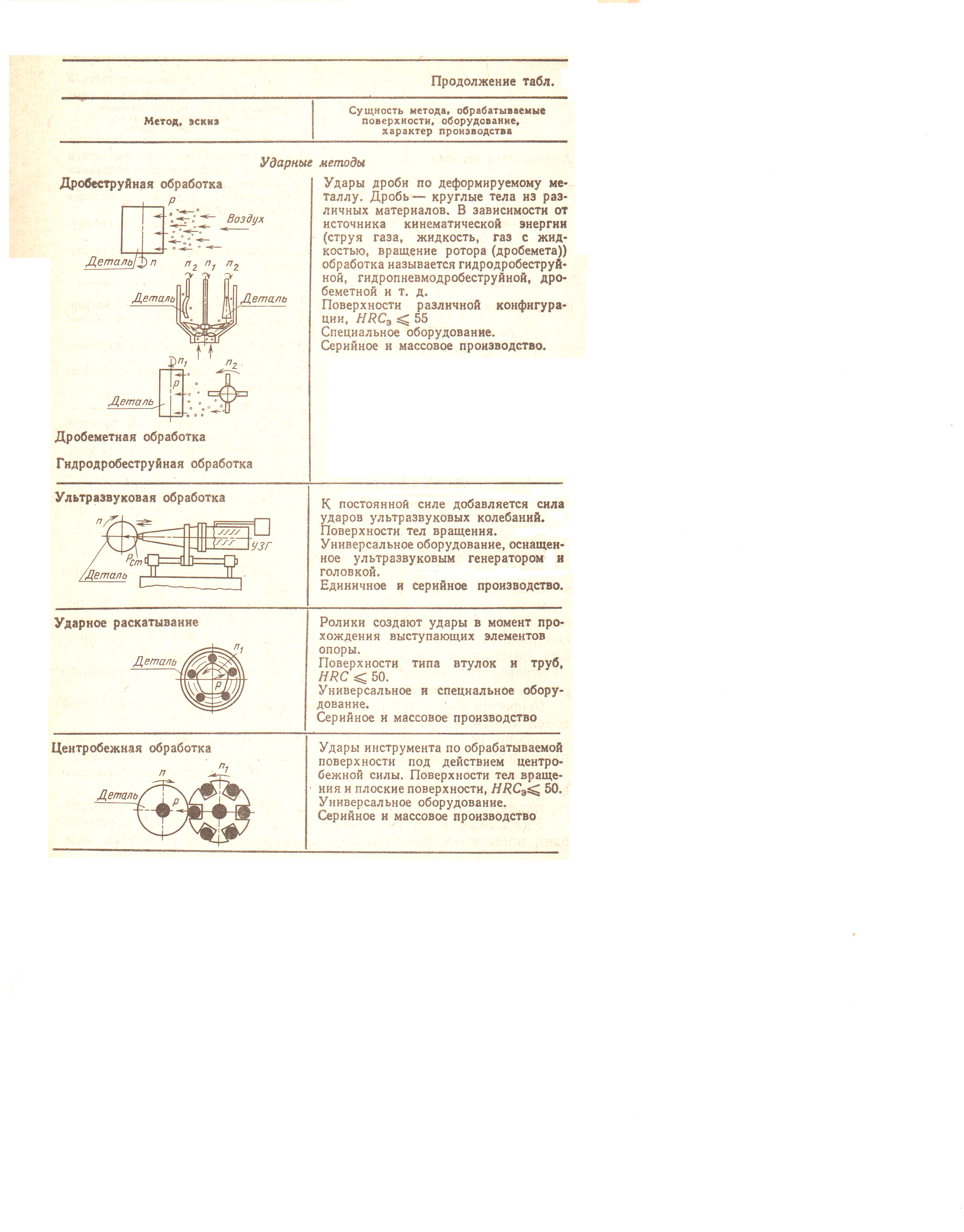
Методы ППД подразделяются на статические и ударные. Элементарный акт ППД представляет собой локальное проявление действия нормальных. и касательных сил за пределами упругости.
|
Рис.1. Схемы статических процессов ППД : а – метод однократного обжатия; б – выглаживание; в – нак4атывание (качение) ; абразивная обработкаг- |
Ударное выдавливание
по сравнению со статическим, в зависимости,
от твердости материала требует в 1,7-2,8
раза больше энергии. Одна из причин
заключается в том, что чем больше скорость
нагружения, тем меньше время протекания
пластического деформирования, а,
следовательно выше напряжение, при
котором происходит переход от упругого
деформирования к пластическому. При
ударном ППД имеем:
![]() или
или
![]() .
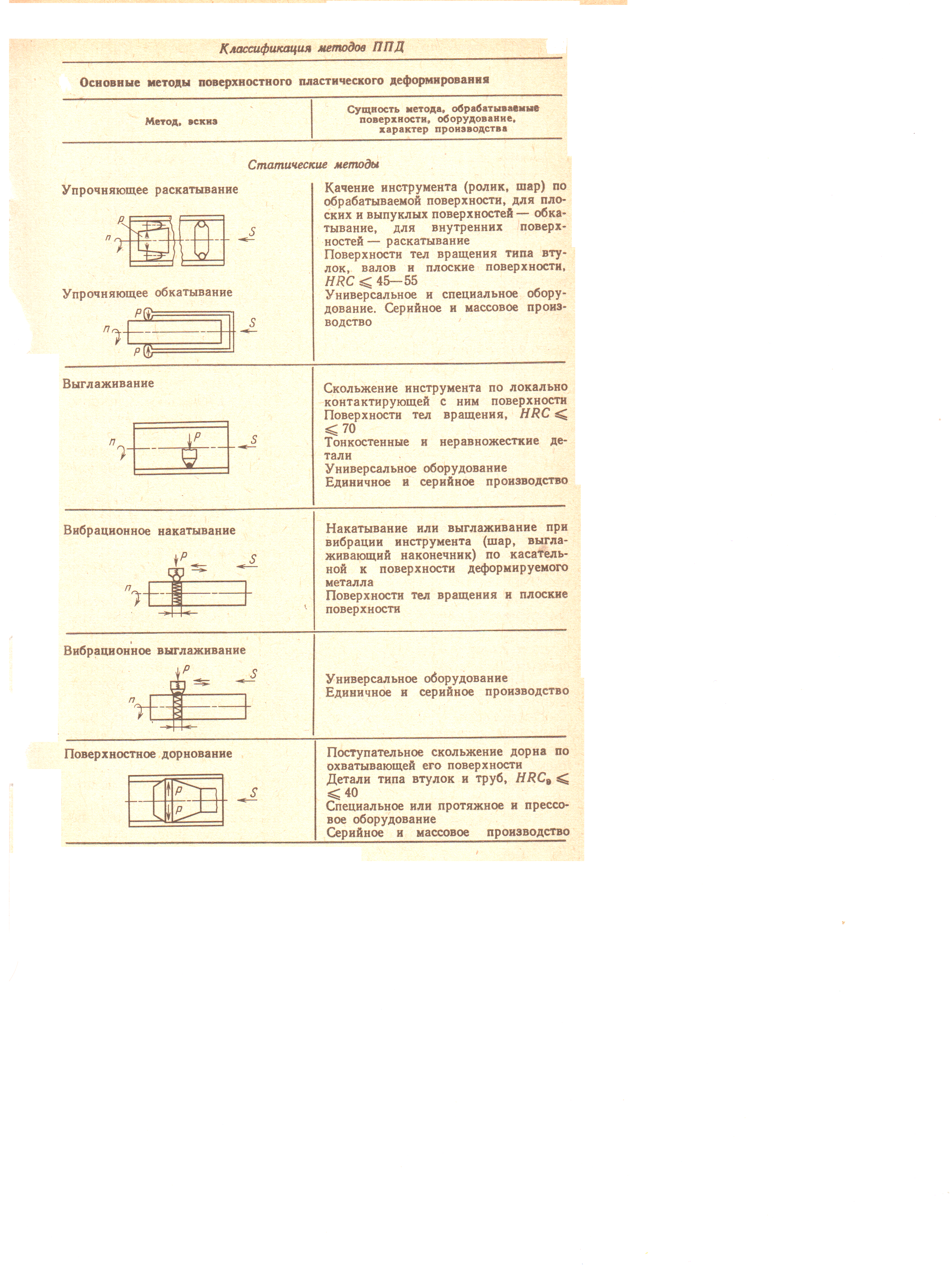
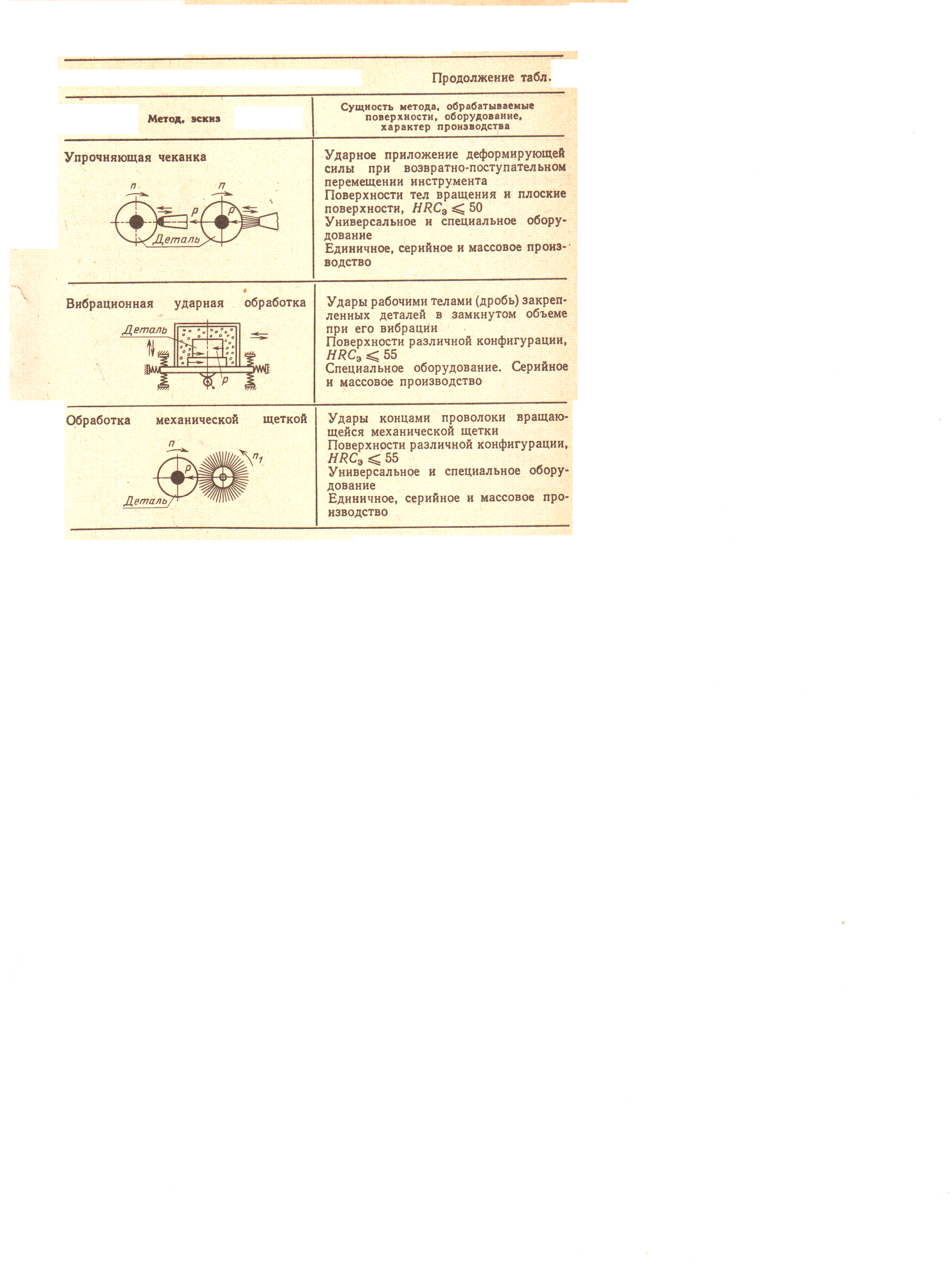
Ударные методы: дробеструйная
обработка, вибрационная ударная
обработка, ультразвуковая обработка,
ударное раскатывание, центробежная
обработка, обработка механической
щеткой, упрочняющая чеканка и др.
.
Ударные методы: дробеструйная
обработка, вибрационная ударная
обработка, ультразвуковая обработка,
ударное раскатывание, центробежная
обработка, обработка механической
щеткой, упрочняющая чеканка и др.
|
Рис.2. Статические (а-в)и ударные (г) методы ППД |
ППД может осуществляться с применением концентрированных истоков энергии (ультрозвук, лазер, электронно и ионно-лучевая обработка).
Форма индектора (обрабатывающего инструмента): сфера, цилиндр, конус, диск. Материал обрабатывающего инструмента: природный или синтетический алмаз, лейкосапфир, кубический нитрид бора, сверхтвердые сплавы.
Электронно-лучевая обработка – улучшает комплекс физико-механических характеристик материалов (повышается плотность, ударная вязкост, теплопроводность, контактная выносливость, а также уменьшается склонность к горячему трещинообразованию). Она также приводит к удалению в сталях и сплавов газов и 30-75 % неметаллических включений.
Теоретическая основа ППД- полный анализ элементарного акта как задачи вдавливания, качения или скольжения (определение НДС).
Технологические параметры: усилия, число проходов, число оборотов (скорость), подача, абсолютные геометрические параметры изделия инструмента.
Физические параметры (определяют взаимосвязь технологических параметров)- нормальное напряжение, трение, площадь контакта, относительная кривизна, относительная жесткость контакта и др.
Основные параметры ППД: упругая и пластическая деформация в очаге деформирования, , площадь контакта, сила воздействия, напряжения возникающие от этой силы, кратность приложения силы. Как при статическом, так и при ударном воздействии на теле сначала образуется в начальный момент отпечаток от инструмента, который затем превращается в примыкающие друг к другу следы или в серию отпечатков
|
Рис.4. Течение металла при вдавливании сферического индектора: а – отпечаток; б- диаграмма вдавливания индектора |
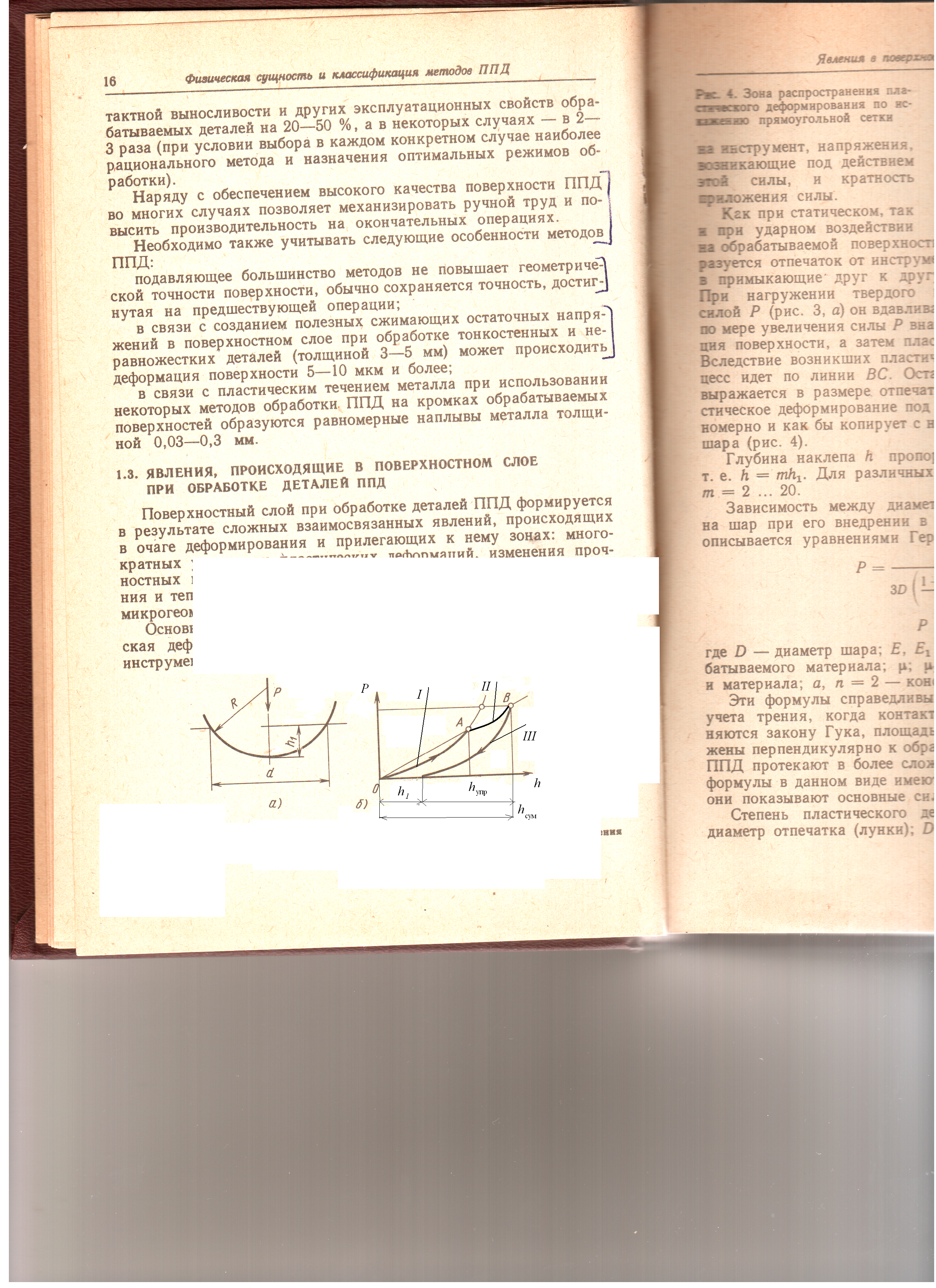
При нагружении твердого шара (статич. или ударн.) вначале происходит упругая деформация (линия I) а затем пластическая (линия II). Обратная разгрузка – Ш. Остаточная деформация выражается в размере отпечатка d и в глубине наклепанного слоя h (h1- глубина отпечатка). Пластическое деформирование под отпечатком распространяется равномерно и как бы копирует с некоторым искажением поверхность шара. Глубина наклепа h пропорциональна глубине отпечатка h1: h =mh1. Для различных условий обработки m=2…20.
|
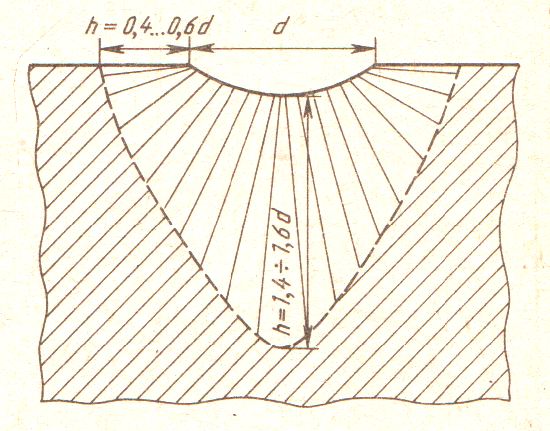
Рис.5. Характер распределения наклепанной зоны под поверхностью отпечатка
|
Площадь контакта при сопряжении двух тел определяется свойствами более мягкого материала и геометрией более твердого. В основу простых решений ППД положены решения классических задач теории упругости – это решение Буссинеска и решение Герца.
Зависимость между d и нагрузкой P на шар при его внедрении в упругой и пластической областях описывается уравнениями Герца и Мейера:

где D-
диаметр индектора (шара);
![]() и
и
![]() модули упругости и коэффициента Пуассона
соответственно шара и детали;
модули упругости и коэффициента Пуассона
соответственно шара и детали;
![]() константы
пластичности;
константы
пластичности;
![]() Эти формулы справедливы лишь для условий
деформирования без учета трения, когда
контактируемые тела изотропны, подчиняются
закону Гука, площадь контакта мала и
нагрузки приложены перпендикулярно к
обрабатываемой поверхности.
Эти формулы справедливы лишь для условий
деформирования без учета трения, когда
контактируемые тела изотропны, подчиняются
закону Гука, площадь контакта мала и
нагрузки приложены перпендикулярно к
обрабатываемой поверхности.
Процессы ППД протекают в более сложных условиях, поэтому эти формулы имеют ограничения, однако они показывают основные силовые зависимости при ППД.
Степень пластического деформирования: =d/D (d- отпечаток, D- диаметр шара).
В общем виде необходимо решать упруго-пластическую контактную задачу.
|
Рис.7. Схема
образования поверхностного слоя при
выглаживании: 1 – твердый скользящий
инструмент; 2 – упруговосстанавливаемый
слой металла; 3 – слой пластически
деформированного металла; v
– скорость деформируемого слоя; F-
касательная сила;
|

Необходимо найти
тензор и напряжений (![]() ),
а далее, интенсивности напряжений и
деформаций
),
а далее, интенсивности напряжений и
деформаций![]() .
Из условия
.
Из условия
![]() (
(![]() предел
текучести упрочняемого материала)
находим границу пластического слоя,
т.е. распределение h
по области.
предел
текучести упрочняемого материала)
находим границу пластического слоя,
т.е. распределение h
по области.