Пояснительная записка
.doc1
Введение
Ту-214
является усовершенствованной
грузопассажирской модификацией Ту-204
и предназначен для перевозки пассажиров
и груза на средние и дальние расстояния.
Первая серия самолетов Ту-214 была
запущена в производство во второй
половине 1994 года. Первый полет самолет
совершил 21 марта 1996 года.
Среднемагистральный
пассажирский самолет Ту-214 – авиалайнер,
который по показателям шума на местности,
химического загрязнения окружающей
среды, составу бортового оборудования,
соответствует требованиям JAR-25,
поэтому Ту-214 может летать над странами
Европы и Америки. Ту-214 отличается
высокой топливной эффективностью,
является наиболее экономичным воздушным
лайнером для линий средней протяженности.
В салоне Ту-214 созданы условия
комфортабельного длительного полета.
Интерьер соответствует международным
стандартам и может быть выполнен в
различных вариантах в зависимости от
пожеланий заказчика.
Хорошо зарекомендовав себя в эксплуатации
на пассажирских перевозках, самолет
был выбран в качестве базового для
создания целого ряда самолетов
специального назначения. [20]
Практика показала, что почти все новые
решения, к какой бы области они не
относились – требуют создания новых
материалов. Этим обусловлена необходимость
фундаментальных исследований совместно
с головными институтами отрасли и
организации производства по выпуску
новых материалов, полуфабрикатов,
нестандартного оборудования в смежных
областях промышленности.
Разнообразие изготавливаемых деталей
потребовало, в свою очередь, разработки
и освоения на самолетостроительных
заводах, в металлургии качественно
нового оборудования, новых технологических
процессов, обеспечивающих надежную
работу конструкции в течение всего
времени эксплуатации.
Освоены
и внедрены в серийное производство
такие процессы, как изготовление
крупногабаритных деталей из плит,
листов, штамповок, прессованных профилей
и прессованных панелей из сплава ВТ-6ч,
размерное и химическое травление
деталей из титана, неразрушающий
контроль сварных соединений. Все это
в совокупности свидетельствует о
создании необходимого технологического
потенциала, позволяющего разрабатывать
и использовать в конструкции
высоконагруженные крупногабаритные
титановые агрегаты с большим ресурсом,
в том числе и для перспективных
сверхзвуковых пассажирских самолетов
второго поколения.


1.2. Выбор и обоснование метода сборки, схемы сборки сборочной единицы
 1.2.1.
Выбор и обоснование метода и схемы
сборки (ГОСТ 23887-79)
1.2.1.
Выбор и обоснование метода и схемы
сборки (ГОСТ 23887-79)
Сборка - это совокупность технологических операций по базированию- установке детальных узлов в сборочное положение и соединение их между собой в вышестоящую по сложности сборочную единицу.
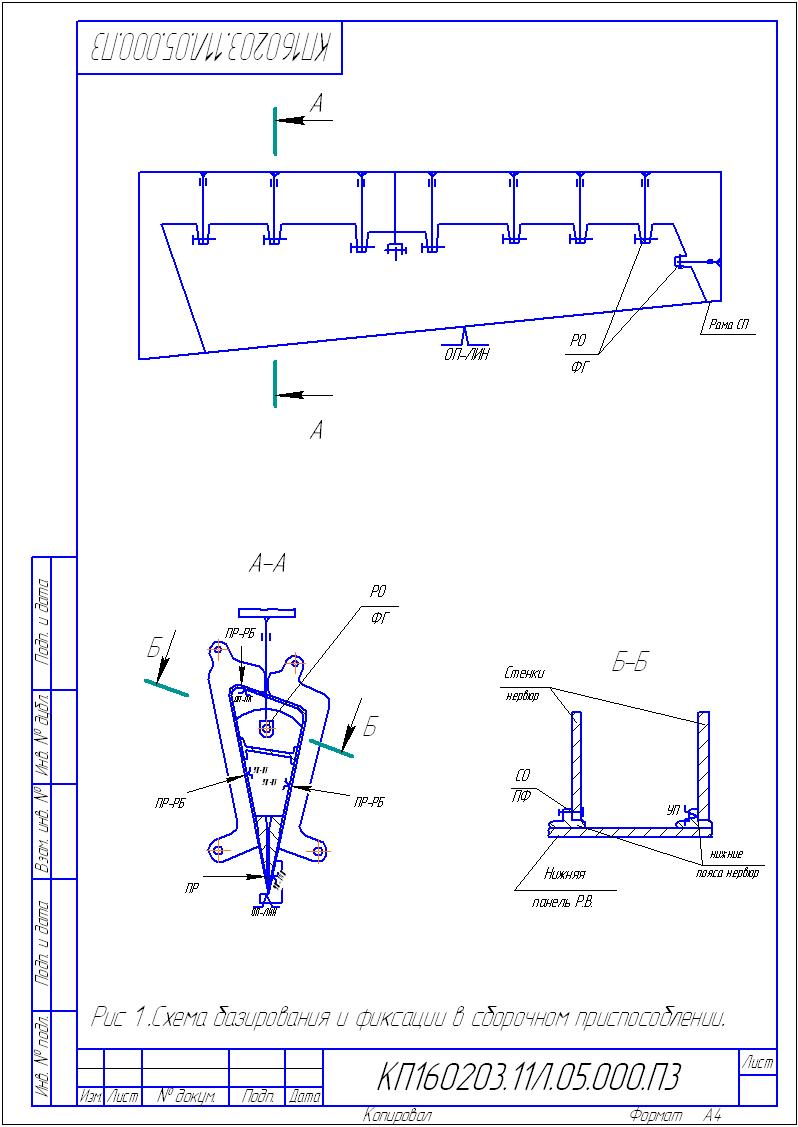
Детали в сборочное положение устанавливают по базам поверхности на деталях и элементах сборочного приспособления. Основное назначение СП - обеспечение возможности установки базирования деталей, узлов, панелей в сборочное положение относительно базовых осей и создания условий для выполнения соединения деталей в сборочную единицу.
При выполнении основных назначений, конструкция сборочного приспособления должна:
-обеспечивать сохранения точности базовых размеров в процессе сборки;
-иметь свободные подходы для установки деталей и выполнения соединений;
-исключить подгонку, разметку при установке деталей;
-иметь средства механизаций для подъема, опускания и закрепления в рабочем положении элементов СП;
-отвечать требованиям по ТБ при работе в приспособлении.
Точность изготовления деталей, изделия, образования на них базовых поверхностей и точность изготовления СП является важнейшим условием получения требуемой формы и размеров узлов, отсеков и агрегатов.
Их базируют по:
•Сборным отверстиям - СО;
•Координатно-фиксирующим отверстиям - КФО;
•Поверхности каркаса - ПК;
•Наружной поверхности обшивки - НП;
•Внутренней поверхности обшивки - ВП;
•Отверстия под стыковочные болты - ОСБ;
•Установочным базовым отверстиям - УБО.
Методы базирования
|
Методы базирования |
Hx |
δобв |
|
НП |
+- 0.7 |
+- 0.35 |
|
ПК |
+- 1.0 |
+- 0.5 |
|
ВП |
+- 1.6 |
+- 0.8 |
|
СО |
+- 2.4 |
+- 1.2 |
|
КФО |
+- 2.2 |
+- 1.1 |
Сборка Интерцептора осуществляется по ПК и НП.
При сборке по ПК происходит точная установка деталей в сборочное приспособление. Базирование по ПК применяется в двух случаях:
- при образовании наружных обводов собираемого изделия;
- при установке элементов каркаса в сборочное приспособление.
Сборка по НП - при этом методе базирования панель (обшивка) прижимается наружной поверхностью рабочей поверхностью рубильников на период соединения ее с каркасом. Соединение панели с каркасом производится через промежуточную деталь-«конпенсатор».
Согласно Таблице 4 для сборки интерцептора целесообразно будет выбрать схемы сборки по НП с точностью 0.7 мм, и по ПК с точностью 1.0 мм.
Из учёта точности поверхности, выбранные методы базирования обеспечивают заданную точность сборки интерцептора.
Схему базирования смотреть в приложении 2.
![]() (1.18)
(1.18)
Где n количество зенкуемых отверстий.
![]()
![]()
![]()
Основное
время клепки одной заклепки пневмомолотком
(![]() )
и составляет 0,069мин. Вспомогательное
время клепки одной заклепки пневмомолотком
(
)
и составляет 0,069мин. Вспомогательное
время клепки одной заклепки пневмомолотком
(![]() )
составляет
0,054мин. Оперативное время клепки одной
заклепки:
)
составляет
0,054мин. Оперативное время клепки одной
заклепки:
![]()
Суммарное
основное ![]() ,
вспомогательное
,
вспомогательное
![]() и оперативное
и оперативное
![]() клепки
всех
отверстии составляет:
клепки
всех
отверстии составляет:
![]() (1.19)
(1.19)
![]() (1.20)
(1.20)
![]() (1.21)
(1.21)
где n количество расклепываемых заклепок
![]()
![]()
![]()
Вспомогательное,
основное и оперативное
![]() сверлильно-зенковально
- клепальных работ составляет:
сверлильно-зенковально
- клепальных работ составляет:
![]() (1.22)
(1.22)
![]() (1.23)
(1.23)
![]() (1.24)
(1.24)
![]()
![]()
![]()
Производственные
расчеты норм времени составляют,
приблизительно 6%
от
соответствующих затрат норм времени
всей стапельной сборки, тогда
вспомогательное основное и оперативное
время стапельной сборки
![]() составляет:
составляет:
![]() (1.25)
(1.25)
![]() (1.26)
(1.26)
![]() (1.27)
(1.27)
![]()
![]()
![]()
![]() (1.28)
(1.28)
![]() (1.29)
(1.29)
![]() (1.30)
(1.30)
![]()
![]()
![]()
Производственные
расчеты норм времени на стапельную
сборку составляет 60% затрат норм времени
на всю сборку ![]() ,
т.е. штучная норма времени на всю
сборку (
,
т.е. штучная норма времени на всю
сборку (![]() )
составляет:
)
составляет:
![]() (1.31)
(1.31)
где αОБЛН - коэффициент затрат времени на обслуживание, отдых и личные надобности составляющие от 18 до 20% от оперативного времени.
![]()
Норма времени (Нв) на выполнение операций сборки ПКУ составляет:
![]() (1.32)
(1.32)
или
![]() (1.33)
(1.33)
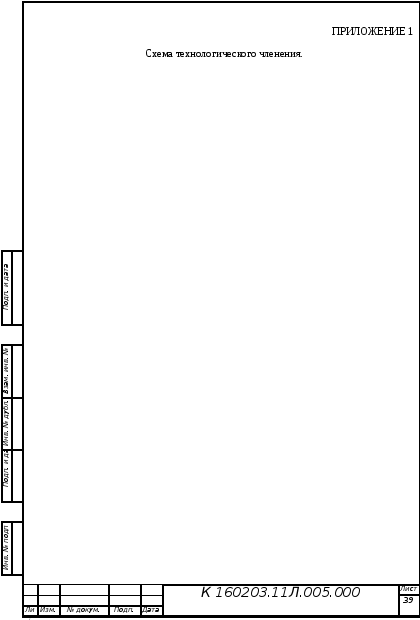
Самолет
Оперение
Интерц-р
1
Планер
Интерц-р
5
Силовая
установка
Шасси
Бортовое
оборудование
Крыло
Закрылки
Мотогондола
Физюляж
Интерц-р
2
Интерц-р
3
Интерц-р
4
Интерцептор
Элероны
Лонжерон
Нервюры
Диафрагмы
Обшивка
Нож































Схема увязки