

Фрезерная обработка
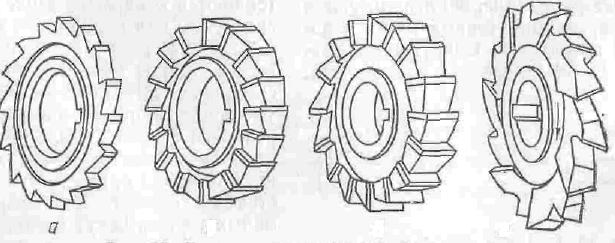
Применяется для обработки плоскостей, пазов. Инструментами являются разные виды фрезы: цилиндрические, торцевые, концевые, дисковые.
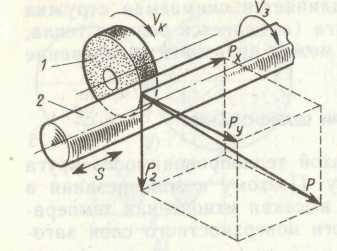
При проведении обработки, инструмент фреза вращается от шпинделя станка, подача осуществляется перемещением станка, на котором закреплена обрабатываемая деталь.
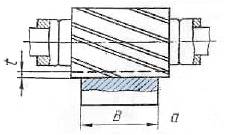
Цилиндрические фрезы: применяются для фрезерования открытых поверхностей. Зубья расположены на цилиндрической основе и обычно наклонены к оси под углом 30-40 градусов.
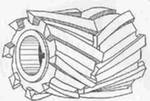
Торцевые фрезы: Фрезы предназначены для условий чернового фрезерования. Они позволяют производить обработку деталей с большими подачами при максимальной ширине фрезерования.
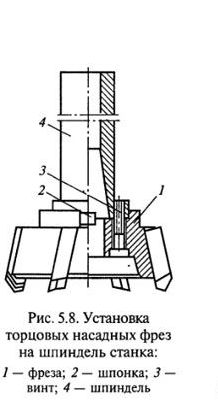
Торцовые насадные фрезы можно устанавливать на оправках или непосредственно на шпинделе станка
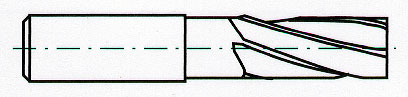
Концевые фрезы: Предназначаются для обработки пазов и канавок разной формы. режущие лезвия у них имеются на торце и на цилиндрической образующей.

Дисковые фрезы: необходимы для резки, разрезов или других операций связанных с грубой обработкой металла или неметалла.
Параметры достигаемые фрезерованием
Виды фрезерования |
Квалитет |
Шероховатость мкм |
Черновое |
14-11 |
12,5-3,2 |
Чистовое |
10 |
1,6-0,8 |
Тонкое |
8-6 |
1,6-0,2 |
Шлифовальная обработка
Шлифование является основной чистовой операцией , обработки наружных и внутренних поверхностей.
Шлифовальные круги – они представляют собой зерна абразива в определенной связки.

Абразивными материалами являются – алмаз, окись алюминия и железа, карбид кремния, карбид бора. Связки – керамическая, бакелитовая, эпоксидная.
Круглое шлифование: применяется главным образом при шлифовании наружных поверхностей тел вращения (цилиндрических, конических и фасонных). Оно осуществляется на круглошлифовальных станках.
Деталь совершает продольное движение поперечно в обе стороны, поперечная подача производится по окончании каждого продольного движения (двойной вход). Глубина резанья составляет 0,005-0,02 мм на каждый двойной вход. Скорость детали порядка 20 -30 м/мин, а скорость круга 30-50 м/с.
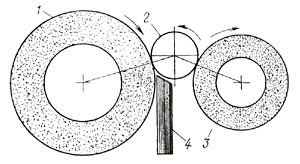
Шлифование с поперечной и продольной подачей- Схемы наружного бесцентрового шлифования: а - общая схема; б - с продольной подачей; в - с поперечной подачей; 1 - шлифовальный круг; 2 - деталь; 3 - ведущий круг; 4 - опора.

Шлифование с продольной подачей , применяется для шлифования валов втулок и других деталей, постоянного диаметра. Деталь поступает с одной стороны , а выходит с другой . Для осуществления такой сквозной, продольной подачи , ведущий круг устанавливается под углом α=1-5 градусов к оси шлифовального круга. Чем больше угол α, тем больше величина подачи, но при этом хуже частота обрабатываемой поверхности.
Шлифование с поперечной подачей, деталь укладывается на опору, сверху или с боку. По окончании обработки ведущий круг отводится, деталь снимается и закладывается новая. Шлифование с врезанием применяется для обработки деталей с буртиком или круги конической формы.
Бесцентровое шлифование- отличается тем, что обрабатываемые заготовки получают вращение и шлифуются без крепления в центрах, причем базой при шлифовании является обрабатываемая поверхность. Бесцентровое шлифование — наиболее механизированный и производительный процесс, который легко может быть автоматизирован.
При бесцентровом наружном шлифовании (рис. 1) оба круга вращаются в одну сторону с разными скоростями: рабочий круг — со скоростью 30-35 м/с, ведущий — со скоростью, в 60-100 раз меньшей. Опорой для шлифуемой заготовки является нож со скошенным краем, находящийся между рабочим и ведущим кругами. Нож устанавливается так, чтобы центр заготовки находился выше или ниже линии центров кругов. Заготовки, расположенные на одной оси с кругами, будут получаться некруглой формы. Большинство заготовок шлифуется при их установке выше линии центров, за исключением длинных тонких деталей типа прутков, центр которых располагается ниже линии центров. В этом случае заготовки силами резания прижимаются к поверхности ножа, и процесс шлифования протекает более спокойно, без выбрасывания заготовок из зоны шлифования.
Шлифование плоских поверхностей:
Вид шлифования |
Квалитет |
Шероховатость Rа, мкм |
Предварительное |
10-8 |
1,6 |
Чистовое |
6 |
1,25-0,32 |
Тонкое |
5 |
0,16-0,08 |
Шлифование плоских поверхностей может производиться торцом круга или периферией круга.
Тонкое шлифование производится мягким мелкозернистым кругом при большой скорости его вращения, белее чем 40м/с, при малой скорости обрабатываемой детали(до 10 м/мин) и малой глубине резанья( до 5 мкм).При применении кругов изнашивается только та часть, которая находится в работе.
Шлифование периферией круга: Деталь закрепляется в самоцентрирующем патроне и вращается вокруг своей оси с большим числом оборотов. Совершает возвратно поступательное и поперечное движение, удаляя за каждый ход тонкий слой металла с поверхности отверстия.
Вид шлифования |
Квалитет |
Шероховатость |
Черновое |
8-7 |
1,6 |
Чистовое |
7 |
0,4-0,1 |
Тонкое |
6 |
0,2-0,05 |