

Физическая сущность операций листования на каландрах
На каландрах получают листовые заготовки из сырых резиновых смесей, листы и пленки из термопластичных материалов толщиной от 0,05 до 2 мм, линолеум, а также листы и пленки из двух слоев различных материалов (совмещение слоев называют дублированием). Рассмотрим процессы листования. Схема листования резиновой смеси представлена на рис. 3

Резиновая смесь транспортером 1 подается в зазор между валками 2 и 3 предварительной калибровки. Последующее двухкратное пребывание в зазорах обеспечивает высокую точность окончательной калибровки. Готовый лист отводится от каландра транспортером 4.
27. Литтєві машини і термопластавтомати, їх склад і відмінності.
Литье осуществляется или в режиме интрузии или в инжекционном режиме. При интрузионном режиме расплав постепенно подается в форму вращающимся червяком до заполнения ее на 70 – 80%, а затем оставшаяся часть дозы впрыскивается в форму за счет поступательного движения червяка. При инжекционном режиме (рис. 1) вращение червяка ведется только в период набора дозы материала и его пластикации в инжекционном цилиндре литьевой машины, а подача расплава в форму осуществляется только за счет поступательного движения червяка. Режим интрузии используется при изготовлении крупногабаритных толстостенных изделий; инжекционный процесс получил более широкое распространение.
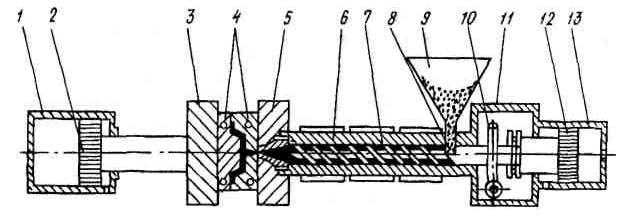
Рис. 1 Схема литьевой машины с червячной пластикацией расплава:
1 – гидроцилиндр механизма смыкания; 2 – поршень гидроцилиндра механизма смыкания; 3 – подвижная плита; 4 – полуформы; 5 – неподвижная плита; 6 – пластикационный цилиндр; 7 – червяк; 8 – загрузочное окно цилиндра пластикации; 9 – бункер; 10 – привод червяка; 11 – корпус гидроцилиндра механизма впрыска; 12 – поршень гидроцилиндра впрыска; 13 – гидроцилиндр червяка.
Основными классификационными признаками литьевых машин (термопластавтоматы и реактопластавтоматы) являются усилие запирания формы (кН), т.е. смыкания формы, создаваемое прессовым блоком, и объем впрыска или мощность, выражаемая числом кубических сантиметров расплава, которые могут быть подготовлены машиной для однократной подачи в литьевую форму.
Выбор же литьевой машины осуществляется исходя из трех условий: необходимого усилия запирания, расчетного объема впрыска и пластикационной производительности червяка.
Литье под давлением – один из наиболее сложных методов переработки. Сложность объясняется одновременным протеканием процессов деформирования в широком температурно-скоростном диапазоне при высоких давлениях с развитием пластической и высокоэластической деформации, процессов конвективно-кондуктивного теплообмена с высокими скоростями охлаждения при кратковременной продолжительности, изменения плотности полимера, оказывающего существенное влияние на его формование, релаксационных процессов. При переработке этим методом протекает также совокупность разнообразных физико-химических изменений, определяющих формирование надмолекулярных структур полимера. При литье под давлением протекают все основные процессы, встречающиеся при переработке другими методами. Изменение параметров процесса переработки пластмасс литьем под давлением в широких интервалах и применение полимеров приводит к изменению свойств изделий.
Червячный пластикатор. На схеме литьевой машины (рис. 1) основным механизмом для подготовки и дозирования расплава является червячный пластикатор. Важнейшие элементы пластикатора: червяк (у некоторых авторов – шнек), обратный клапан, пластикационный (материальный) цилиндр, сопло и привод червяка. На рис. 2 представлен типовой червяк литьевой машины.

На рис. 3 приведены некоторые типовые значения глубины каналов в зоне дозирования для червяков с возвратно-поступательным движением (ВП-червяков). При диаметрах от 30 до120 мм глубина каналов увеличивается примерно линейно в зависимости от диаметра червяка. Значения степени сжатия показаны на рис. 4 (степень сжатия в данном случае определяется отношением глубины канала в зоне загрузки к глубине канала в зоне дозирования). Для большинства термопластов степень сжатия увеличивается от 2 : 1 при малых диаметрах червяка до 2,5 : 1 для больших диаметров (100 мм)