

4.8 Динаміка ланцюгового конвеєра
Робота
ланцюгових конвеєрів характеризується
пульсуючим рухом ланцюга при сталій
швидкості обертання приводної зірочки.
Причиною цього є зміна миттєвого радіуса
набігання ланцюга на приводну зірочку
в функції кута обертання від
до
![]() .
.
Динаміка ланцюгових конвеєрів викладена в [1, 2].
Тема 5. Гаражні ланцюгові конвеєри
5.1 Несучі конвеє ри. Загальна будова конвеєрів
Несучі конвеєри складаються із замкненого контуру тягового ланцюга з постійно прикріпленими до нього через певний крок візками, платформами, гніздами чи упорами. Ланцюги рухаються на котках по напрямним. На візки, гнізда чи розширені пластини ланцюга встановлюють необхідний для транспортування вантаж (транспортні засоби та їх агрегати). Несучі конвеєри транспортують вантаж по замкненій трасі від одного робочого місця до іншого, наприклад, в зонах щоденного обслуговування автомобілів.
Широке застосування несучих конвеєрів обумовлює їх конструктивні різновидності. Автомобіль може встановлюватися на конвеєр поздовжньо або поперечно його осі. Залежно від розміщення ходової частини їх поділяють на горизонтально та вертикально замкнені. Горизонтально замкнені конвеєри застосовують, в основному, в потоковому виробництві, наприклад, на лініях складання автомобілів, моторів і ін. Вони дають змогу транспортувати поштучні вантажі, а також суміщати переміщення з технологічними операціями. В горизонтально замкнутих конвеєрах для роботи використовуються обидві вітки, але для їх розміщення потрібна велика виробнича площа (рис. 2.10). Такі конвеєри складаються з системи візків 1, які рухаються за допомогою ланцюга 2 по рельсовим напрямним 3.
Горизонтально замкнений конвеєр
Рис. 2.10 |
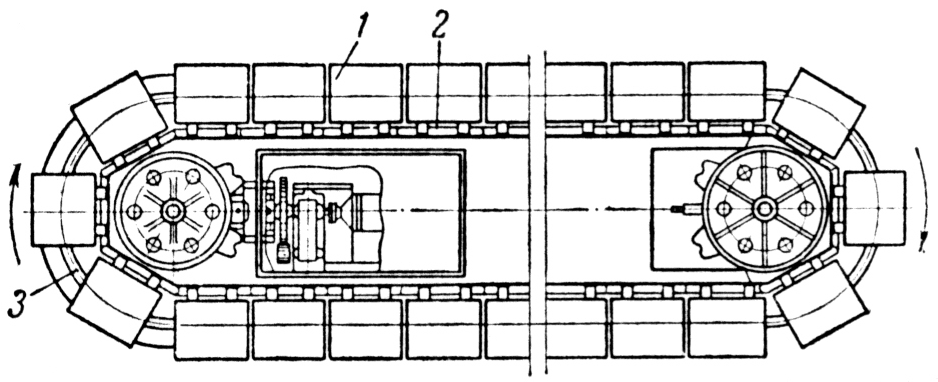
Вертикально замкнені конвеєри найбільш компактні, оскільки в них зворотня вітка розміщується під робочою віткою (рис. 2.11).
Конвеєри бувають одно- та дволанцюгові. Ланцюги використовують, в основному, пластинчасті безребордні коткові. Вантажопідйомність конвеєрних візків становить 8...12000 кг, швидкість руху визначається технологічними особливостями.
Привод установлюють, в основному, редукторний з варіатором для регулювання швидкості конвеєра. Від перевантаження передбачають запобіжну муфту.
Вертикально замкнені конвеєри
Рис. 2.11 |

На (рис. 2.11) показано вертикально замкнені конвеєри з візками, що перекидаються (а) та не перекидаються (б). Конвеєр для складання автотранспортної техніки показано на (рис.2. 12, в).
Система приводів дає змогу створювати безперервний і пульсуючий рух конвеєра, а також виконувати безступінчасте регулювання швидкості (привод із варіатором).
На (рис. 2.12) наведена принципова схема одноланцюгового вертикально-замкненого конвеєра.
Гнучкий тяговий орган – ланцюг 1 огинає приводну зірочку 2 і натяжну зірочку 3. До ланцюга прикріплені робочі органи 4 – візки, платформи, гнізда упори, на які встановлюється вантаж 5 (агрегати транспортних засобів). Ланцюг має осі 6 з ходовими роликами 7, які котяться по напрямним 8 (опорним рельсам), котрі прокладені вздовж всього конвеєра. Натяг ланцюга регулюють за допомогою гвинтового натяжного пристрою 9. Рух конвеєр отримує від приводного пристрою 10, який складається із електродвигуна і ряду механічних передач, котрі забезпечують потрібну кутову швидкість вала приводної зірочки. Всі елементи конвеєра монтують на загальній станині (основі), яка складається із рами 11 приводного пристрою, рами 12 натяжного пристрою, стійок 13, напрямних 8, що виконують роль поздовжніх зв’язків і поперечних зв’язків 14.
Будова одно ланцюгового замкненого конвеєра
Рис. 2.12 |

Дволанцюговий вертикально-замкнений конвеєр для складання автомобілів або їх обслуговування зображений на (рис. 2.13).
Пластини тягових ланцюгів 2 через певний крок виконані поширеними, на яких закріплені упори – гнізда. В ці гнізда встановлюють вантаж (автомобіль). Автомобіль встановлюється колесами або вивішується, спираючись мостами. Ланцюги рухаються на котках по напрямним 3. Несучі конвеєри мають горизонтальну прямолінійну або комбіновану трасу. При комбінованій трасі початкові і кінцеві ділянки конвеєра виконують похилими, а натяжний пристрій 1 і привод 7 розміщують в приямках під підлогою з метою зручного встановлення і знімання вантажу (заїзду і з’їзду автомобіля) з конвеєра і попередження загромадження підлоги виробничого приміщення.
За конструкцією несучі ланцюгові конвеєри значно простіші звичайних візкових, однак їх можна використовувати тільки для виробів зі зручними опорними поверхнями. Такі конвеєри застосовують для переміщення автомобілів та їх агрегатів на лініях головного складання та щоденного обслуговування. На конвеєрі для складання і обслуговування автомобілів в процесі складання автомобіль проходить через фарбувальну і сушильні камери 5. Конвеєр приводиться в рух від одного загального привода 7. Окремі ділянки конвеєра з’єднані одна з одною ланцюговими передачами, які на ділянках І...Ш являються передаточними пристроями 4 для переміщення автомобіля з однієї ділянки на іншу. Завершується складання або обслуговування автомобіля на пластинчастому конвеєрі 6.
Несучий конвеєр для складання автомобілів
Рис. 2.13 |
Основні
параметри конвеєрів: швидкість руху
ланцюга 0,3...0,5 м/c; лінійне навантаження
50...1000 Н/м; коефіцієнти тертя ковзання
стального ланцюга по сталі без змащення
![]() ,
при мащенні
,
при мащенні
![]() .
При підвищених навантаженнях ланцюг
забезпечують котками.
.
При підвищених навантаженнях ланцюг
забезпечують котками.