

2.4. Контроль процесса с помощью приемочной контрольной карты
Приемочные контрольные карты предназначены для оценки влияния особых причин на внутривыборочную статистику и приемку технологического процесса как управляемого по заданной вероятности брака в каждой отдельной партии.
Приемочная контрольная карта по количественному признаку – зависимость среднего арифметического от номера партии или времени взятия выборки.
Рассчитать параметры приемочной контрольной карты для технологического процесса балансировки колеса с определенным дисбалансом (пределы 10±4 г)
σ0 = 2,82 г
p0 = 10% - процесс принимается
p1 = 15% - процесс бракуется
Расчет:
Zp0 = 1,29 при 1 - p0 = 0,9
Zp1 = 1,04 при 1 - p1 = 0,85
(ГОСТ 50779.43-99)
APLв = Tв – Zp0*σ0
APLн = Tн + Zp0*σ0
APLв = 14 – 1,29*2,82 = 10,3622
APLн = 6 + 1,29*2,82 = 9,6378
RPLв = Tв – Zp1*σ0
RPLн = Tн + Zp1*σ0
RPLв = 14 – 1,04*2,82 = 11,0672
RPLн = 6 + 1,04*2,82 = 8,9328
Поскольку α и β не заданы, то принимаем α = β :
![]()
![]()
![]()
ACLв = 10,3622 + 0,5*(11,0672 - 10,3622) = 10,7147
ACLн = 9,6378 – 0,5*(9,6378 - 8,9328) = 9,2853
Принимаем α=β=0,3 ; Zα=Zβ=0,53
![]()
![]()
Принимаем n=18
Проведем контроль технологического процесса по следующим данным (таблица 2.4)
Таблица 2.4
|
X1 |
X2 |
X3 |
X4 |
X5 |
X6 |
X7 |
X8 |
1 |
9,962 |
12,838 |
16,57 |
10,544 |
14,771 |
5,158 |
13,777 |
10,574 |
2 |
5,262 |
12,555 |
11,302 |
9,659 |
10,5 |
7,571 |
9,952 |
14,542 |
3 |
9,217 |
15,292 |
9,78 |
15,315 |
7,082 |
11,804 |
7,971 |
5,861 |
4 |
15,175 |
14,318 |
12,797 |
7,893 |
13,957 |
9,386 |
9,743 |
13,555 |
X9 |
X10 |
X11 |
X12 |
X13 |
X14 |
X15 |
X16 |
X17 |
4,99 |
15,358 |
12,815 |
10,591 |
11,085 |
8,182 |
6,2 |
8,989 |
8,981 |
7,448 |
11,9 |
13,724 |
10,2 |
12,141 |
12,687 |
12,278 |
12,009 |
5,619 |
2,777 |
9,712 |
19,433 |
6,862 |
11,046 |
7,21 |
7,304 |
7,251 |
11,594 |
9,513 |
0,245 |
14,72 |
6,649 |
8,16 |
10,271 |
14,47 |
9,779 |
7,444 |
X18 |
Xср |
8,03 |
10,523 |
10,033 |
10,521 |
7,542 |
9,614 |
14,123 |
10,678 |
Контрольная карта имеет вид:
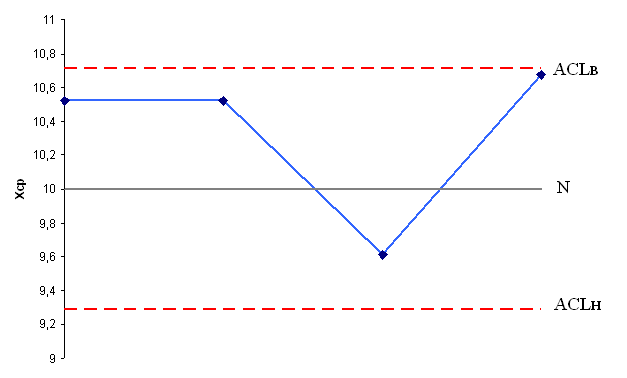
Рис.4.1. Контрольная карта среднего арифметического
Вывод: на контрольной карте нет выбросов за ACL, все 4 партии принимаются как годные и процесс считается статистически управляемым.