

2.6. Расчет машинного времени
![]() , (2.9)
, (2.9)
где L – общая длина прохода инструмента в направлении подачи, мм;
п – число оборотов заготовки в минуту;
s – подача, мм/об.;
i – число проходов.
![]() , (2.10)
, (2.10)
где l – длина обработанной поверхности, мм;
l1 – величина врезания, мм;
l2 – величина выхода (перебега) резца, мм.
Пример. Рассчитать наивыгоднейшие режимы резания при точении согласно рис. 8.1, а и табл. 8.1, 2.2 обработка без охлаждения.
Таблица 2.2
Исходные данные на токарную операцию
Обраб. матер. |
σв, МПа |
D, мм |
d, мм |
L, мм |
l, мм |
Шерохов. обработ. поверхности, мкм |
Модель станка |
Креплен. загот. |
|
Ra |
Rz |
||||||||
Сталь 40Х13 |
1000 |
50 |
45 |
300 |
200 |
2,5 |
10 |
16К20 |
Патрон-центр |
1. Выбор марки инструментального материала, конструкции и геометрии инструмента.
Обрабатываемый материал – коррозионно-стойкая хромистая сталь (группа II) [11].
В
качестве инструмента принимаем
стандартный проходной отогнутый резец
с пластиной из твердого сплава Т15К6
(табл. П. 1.3 и табл. П. 2.1) с геометрией
режущей части: φ=φ1=45º;
α=10º; γ=10º; λ=0º; r=1
мм. Сечение державки Н![]() В=
25
16
мм (табл. П. 2.1 и табл. П. 7.1).
В=
25
16
мм (табл. П. 2.1 и табл. П. 7.1).
2. Выбор глубины резания t и числа проходов i.
Припуск на обработку согласно данным задания
Δ= (D–d)/2=50–45=2,5 мм.
Шероховатость обработанной поверхности Ra =2,5 мкм; Rz = =10 мкм, а это получистовой вид обработки. Поэтому припуск Δ возможно снять за один проход, т.е. t=Δ=2,5 мм.
3. Выбор подачи.
Подача, допустимая прочностью пластины твердого сплава (табл. П.3.1), s=2,6 мм/об.
Подача, допустимая шероховатостью обработанной поверхности (табл. П.3.4), соответственно s=0,2–0,246 мм/об.
Технологически допустимой подачей будет подача s= =0,246 мм/об. Согласно паспорту станка 16К20 (табл. П. 7.2), принимаем ближайшую подачу s=0,2 мм/об.
4. Расчет скорости резания V.
Скорость резания рассчитывается по формуле (3.1).
Рекомендуемый период стойкости Т=60 мин. [9].
Значения коэффициента СV показателей степени х, у и m (табл. П. 3.12): СV =350; т=0,2; х=0,15; у=0,2.
Коэффициент
![]() ,
где значения коэффициентов (табл.
П.3.14–П.3.19): КМV=0,92;
КПV=1;
КИV=1,0;
КφV=1;
КrV=0,94.
,
где значения коэффициентов (табл.
П.3.14–П.3.19): КМV=0,92;
КПV=1;
КИV=1,0;
КφV=1;
КrV=0,94.
КV= 0,92·1,0·1,0·1,0·0,94= 0,865.
Скорость
резания
 160,5
м/мин.
160,5
м/мин.
 165,2
м/мин.
165,2
м/мин.
Число оборотов шпинделя по формуле (3.3)
 1052,2
об/мин.
1052,2
об/мин.
Ближайшее число оборотов по паспорту станка п=1250 об/мин (табл. П. 7.2).
Действительная скорость резания
 =196,25
м/мин.
=196,25
м/мин.
5. Проверка выбранного режима по прочности механизма подачи станка и мощности станка.
При этом должны обеспечиваться неравенства и . Для этого необходимо подсчитать составляющие сил резания Рх и Рz.
Осевая составляющая Рх подсчитывается по формуле (3.9).
Постоянная Ср и показатели степени х, y, п (табл. П. 3.21): Ср =339; п= –0,4; х=1,0; у=0,5.
Коэффициент
![]() .
Значения составляющих Кi
(табл.
П.3.24): КМр=0,75;
Кφр=1,0;
Кγр=1,0;
Кλр=1,0;
Кrр=1,0.
.
Значения составляющих Кi
(табл.
П.3.24): КМр=0,75;
Кφр=1,0;
Кγр=1,0;
Кλр=1,0;
Кrр=1,0.
Крх= 0,75·1,0·1,0·1,0·1,0= 0,75.
![]() 45,8
Н.
45,8
Н.
По
станку
![]() 5884
Н (табл.
П. 7.2), т.е.
условие
выполняется.
5884
Н (табл.
П. 7.2), т.е.
условие
выполняется.
Для определения мощности резания необходимо подсчитать тангенциальную составляющую сил резания Рz формуле (3.9).
Постоянная Ср и показатели степени х, y, п (табл. П. 3.21): Ср =300; п=–0,15; х=1,0; у=0,75.
Коэффициент
![]() .
Значения составляющих Кi
(табл.
П. 3.24): КМр=0,75;
Кφр=1,0;
Кγр=1,0;
Кλр=1,0;
Кrр=1,0.
.
Значения составляющих Кi
(табл.
П. 3.24): КМр=0,75;
Кφр=1,0;
Кγр=1,0;
Кλр=1,0;
Кrр=1,0.
Кр= 0,75·1,0·1,0·1,0·1,0= 0,75.
![]() Н.
Н.
Зная величину Рz, подсчитываем мощность резания по формуле (2.7)
 =0,325
кВт.
=0,325
кВт.
Мощность на шпинделе станка рассчитывается по формуле (2.6)
![]() =8,8
кВт,
=8,8
кВт,
где = 11 кВт (табл. П. 7.1);
η – КПД станка, η=0,8;
Кп =1 коэффициент перегрузки станка.
Таким образом , т.е. 0,325<8,8 – условие выполняется.
6. Расчет машинного времени Тм производится по формуле (2.9). Общая длина прохода инструмента L – по формуле (2.10).
 0,81
мин.
0,81
мин.
l1 =2,5 мм величина врезания;
l2 =0 величина выхода (перебега) резца.
3. АНАЛИТИЧЕСКИЙ МЕТОД РАСЧЕТА РЕЖИМА РЕЗАНИЯ ПРИ ТОЧЕНИИ
3.1. Выбор марки инструментального материала, сечения державки резца и геометрических параметров режущей части инструмента
3.2. Выбор глубины резания и числа проходов
Выбор инструментального материала, геометрических параметров режущей части инструмента и глубины резания производится так же, как и при назначении режимов резания, табличным методом.
3.3. Расчет подачи
Подача оказывает значительное влияние на силы и температуру резания, износ режущего инструмента, шероховатость обработанной поверхности, величину деформаций детали и резца [1–8, 10–13].
Для достижения наибольшей производительности должна быть выбрана и наибольшая подача. Однако величина подачи может ограничиваться вышеуказанными факторами.
Следовательно, для того чтобы установить величину подачи, обеспечивающей наибольшую производительность, нужно рассчитать предельные величины подач, допускаемых каждым из этих факторов, и выбрать из них наименьшую. Эта подача обеспечит одновременно наибольшую производительность и выполнение всех технологических требований. Такая подача называется наибольшей технологически допустимой подачей s0.
В соответствии с изложенным величина подачи рассчитывается по следующим ограничивающим факторам:
- заданной шероховатости обработанной поверхности;
- прочности пластинки твердого сплава или минералокерамики;
- прочности механизма подачи станка;
- жесткости детали с учетом способа крепления;
- прочности державки резца;
- жесткости державки резца в связи с требуемой точностью обработки.
1.
Определение подачи по заданной
шероховатости обработанной поверхности
(![]() ).
).
Подача выбирается по таблицам или номограммам с учетом требований к шероховатости обработанной поверхности, радиуса при вершине резца r, марки обрабатываемого материала, жесткости технологической системы.
2. Определение подачи по прочности пластинки твердого сплава или минералокерамики (s2).
Подача, допускаемая прочностью пластинки, выбирается по таблицам с учетом толщины пластинки, глубины резания, прочности обрабатываемого материала и главного угла в плане φ.
3. Расчет подачи по прочности механизма подачи станка (s3).
Наибольшее усилие, допускаемое механизмом подачи станка, сравнивается с осевой составляющей силы резания Рх.
![]() . (3.1)
. (3.1)
![]() – задано
в паспортных данных станка;
– задано
в паспортных данных станка;
![]() , (3.2)
, (3.2)
где Ср – коэффициент, учитывающий влияние обрабатываемого материала и геометрии резца на силу резания Рх.
хр, ур, пр – показатели степени, характеризующие влияние t, s и V на величину осевой силы Рх;
![]() –
поправочный
коэффициент, учитывающий влияние
механических свойств обрабатываемого
материала.
–
поправочный
коэффициент, учитывающий влияние
механических свойств обрабатываемого
материала.
В уравнение (4.2) вводится поправочный коэффициент К
![]() , (3.3)
, (3.3)
где
![]() – поправочный коэффициент, учитывающий
главный угол в плане φ;
– поправочный коэффициент, учитывающий
главный угол в плане φ;
![]() – поправочный
коэффициент, учитывающий передний угол
γ;
– поправочный
коэффициент, учитывающий передний угол
γ;
![]() – поправочный
коэффициент, учитывающий угол наклона
главной режущей кромки λ;
– поправочный
коэффициент, учитывающий угол наклона
главной режущей кромки λ;
![]() – поправочный
коэффициент, учитывающий радиус при
вершине резца r;
– поправочный
коэффициент, учитывающий радиус при
вершине резца r;
![]() –
поправочный
коэффициент, учитывающий износ инструмента
по задней поверхности hз.
–
поправочный
коэффициент, учитывающий износ инструмента
по задней поверхности hз.
Подставив формулу (3.2) в выражение (3.1) и решив это уравнение относительно подачи, получим
 ,
мм/об. (3.4)
,
мм/об. (3.4)
При решении уравнения (3.4) следует иметь в виду, что скорость резания пока еще не известна, поэтому предварительно ее величину можно принять 70–100 м/мин. при обработке твердосплавным инструментом углеродистых, легированных, нержавеющих и жаропрочных сталей с σв = 500–1000 МПа; при обработке жаропрочных и титановых сплавов V= 30–50 м/мин.; алюминиевых и медных сплавов V=300–400 м/мин.
4. Расчет подачи по жесткости с учетом способа крепления.
В процессе обработки под действием сил резания обрабатываемая деталь деформируется. Это приводит к изменению взаимного расположения детали и вершины резца, определяющего геометрическую форму и размеры обработанной поверхности.
Деталь изгибает сила Q (рис. 3.1).
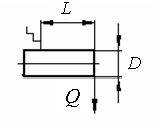
Рис. 3.1. Схема закрепления детали
![]() ,
часто
,
часто
![]() ,
тогда
,
тогда
![]()
![]() . (3.5)
. (3.5)
Стрела прогиба детали f под действием силы Q рассчитывается по уравнению
![]() , (3.6)
, (3.6)
где f – стрела прогиба детали, мм;
l – длина детали, мм;
μ – коэффициент, учитывающий способ закрепления заготовки;
Е – модуль упругости материала детали, МПа;
I – момент инерции поперечного сечения детали;
![]() , (3.7)
, (3.7)
где D – диаметр детали (при обработке в центрах, в патроне с задним центром) или заготовки (при работе в патроне), мм.
Когда деталь закреплена в патроне, μ = 3; при установке детали в центрах μ = 70; когда один конец детали зажат в патроне, а второй поджат задним центром, μ = 130.
Модуль упругости материала детали Е выбирается по табл. 3.1
Таблица 3.1
-
Материала детали
Е, МПа
Углеродистые стали
210000
Легированные стали
215000
Жаропрочные и нержавеющие стали, сплавы
180000–210000
Титановые сплавы
105000–120000
Алюминий и его сплавы
70000–90000
Латунь, бронза
80000–90000
Чугун
90000–100000
Допустимая стрела прогиба детали f = 0,2–0,4 мм при черновой обработке. При получистовой обработке f = 0,1 мм. При чистовой обработке f не должна превышать 0,2 поля допуска, соответствующего данной операции.
Тангенциальную силу резания Рz можно рассчитать по формуле
![]() . (3.8)
. (3.8)
Подставив формулу (3.5) и (3.7) в выражение (3.6) и решив это уравнение относительно подачи, получаем
 ,
мм/об. (3.9)
,
мм/об. (3.9)
5. Расчет подачи по прочности державки резца (рис. 3.2).
Резец
можно считать балкой, защемленной одним
концом и нагруженной на другом тремя
силами:
![]() ,
,
![]() ,
,
![]() ,
создающими сложное напряженно-деформированное
состояние в державке резца. Однако, как
показывает анализ, с достаточной для
практики точностью прочность резца
может быть рассчитана по силе
.
,
создающими сложное напряженно-деформированное
состояние в державке резца. Однако, как
показывает анализ, с достаточной для
практики точностью прочность резца
может быть рассчитана по силе
.
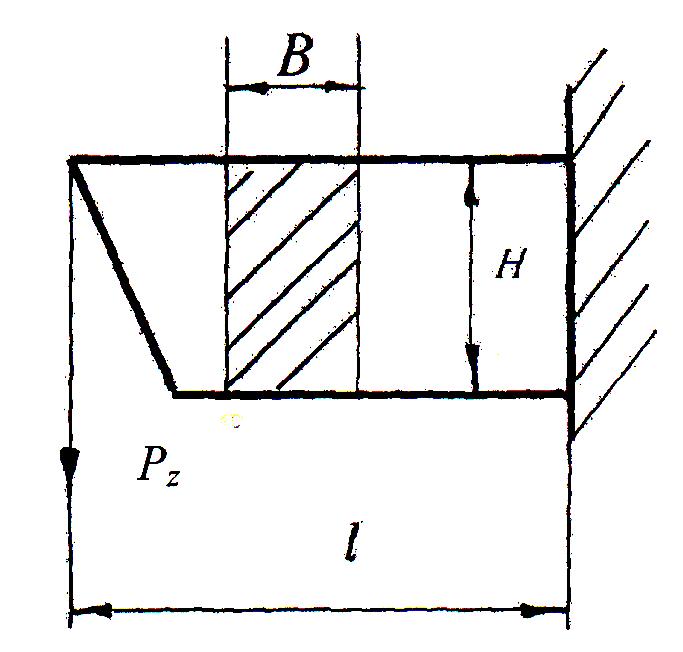
Рис. 3.2. Схема закрепления резца
![]() ,
а
,
а
![]() ,
(3.10)
,
(3.10)
где
![]() –
момент сопротивления;
–
момент сопротивления;
l – вылет резца;
![]() – допускаемое
напряжение на изгиб.
– допускаемое
напряжение на изгиб.
Для прямоугольного сечения
![]() ; (3.11)
; (3.11)
для круглого сечения
![]() ; (3.12)
; (3.12)
![]() ;
;
![]() ,
откуда
,
откуда
 ,
мм/об. (3.13)
,
мм/об. (3.13)
6. Расчет подачи по жесткости державки резца (рис. 3.3).
Рис. 3.3. Схема установки резца |
Под действием сил резания держав-ка резца деформируется, и в результате отклонения вершины резца от перво-начального положения возникают пог-решности. |

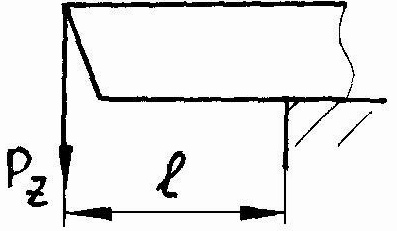
Допустимая
стрела прогиба
![]() при черновом точении равна 0,1 мм, при
получистовом и чистовом точении
=0,03–0,05
мм; момент инерции для круглого сечения
при черновом точении равна 0,1 мм, при
получистовом и чистовом точении
=0,03–0,05
мм; момент инерции для круглого сечения
![]() ,
для квадратного
,
для квадратного
![]() ,
отсюда
,
отсюда
 , мм/об., (3.14)
, мм/об., (3.14)
где Е – модуль упругости материала державки резца.
Из найденных значений подачи по ограничивающим факторам выбираем наименьшее. Эту подачу сравниваем с рядом подач, имеющихся у данного станка, и выбираем ближайшую меньшую. Это и будет наибольшая технологически допустимая подача s0 .