

17. Особенности установки приспособлений на станках с чпу и мсс. Дать примеры схем установок приспособлений на столе.
Основной погрешностью установки приспособления на МСС является необходимость полного базирования приспособления на столе станка с жесткой связью с началом координат станка, а также быстрая смена приспособлений на станке.
Полное базирование приспособления на столе станка значительно сокращает подготовительно заключительное время, связанное со сменой приспособлений, т.к. исключается необходимость выверки приспособлений на столе станка, и упрощает разработку Управляющей Программы при обработке заготовок. Для полного базирования в приспособлениях должны быть предусмотрены базирующие элементы, соответствующие посадочным местам станков и обеспечивающие точное положение приспособлений на столах станков. При наличии на столе станка продольных пазов и центрирующего поперечного паза приспособление базируется с помощью установочных шпонок или штырей по продольному и поперечному пазам.
Если на столе станка имеются продольные пазы и центрирующие отверстия, приспособление базируется цилиндрическимким штырем по отверстию и штырем по продольному пазу.
При наличии на столе станка только продольных пазов приспособление базируется по пазу посредством 2х шпонок, при этом будет иметь место неполное базирование, поскольку приспособление будет лишено лишь 5 степеней свободы (3 вращ-х и 2 пост-х). Дополнительное базирование по продольной оси стола м/б осуществлено с помощью упора, установленного на столе станка.
18. Погрешности, возникающие при установке приспособлений на станках.
При установке
приспособления на станках возникают
погрешность установки приспособления
,
суммируется из погрешностей базирования
приспособления на станке
![]() ,
погрешности закрепления приспособления
,
погрешности закрепления приспособления
![]() и погрешности, возникающей от износа
Элементов для установки приспособления
и погрешности, возникающей от износа
Элементов для установки приспособления
![]() .
Поскольку в мелкосерийном производстве
на станке устанавливают различные
приспособления, все погрешности, включая
погрешность износа Элементов для
установки приспособления, представляют
собой поля рассеян случайных величин:
.
Поскольку в мелкосерийном производстве
на станке устанавливают различные
приспособления, все погрешности, включая
погрешность износа Элементов для
установки приспособления, представляют
собой поля рассеян случайных величин:
![]()
При установке
приспособления на паллетах возникает
погрешность палеты
![]() ,
кот включает погрешность изготовления
паллеты
,
кот включает погрешность изготовления
паллеты
![]() ,
погрешность износа поверхности паллеты
для базирования приспособлений
,
погрешность износа поверхности паллеты
для базирования приспособлений
![]() ,
и погрешность установки паллеты на
станке
,
и погрешность установки паллеты на
станке
![]() :
:
![]()
Погрешность установки паллеты на станке:
![]() ,
где:
,
где:
![]() -погр-ть
баз-ния паллеты на столе станка
-погр-ть
баз-ния паллеты на столе станка
![]() -погр-сть
закреп-ния паллеты
-погр-сть
закреп-ния паллеты
![]() -погр-ть
изн Эл-тов для уст-ки паллеты на станке.
-погр-ть
изн Эл-тов для уст-ки паллеты на станке.
При уст-ке присп-я по продольному и поперечному пазам погрешность базирования приспособления определяется как зазоры м/у пазом и шпонкой или пазом и штырём.
19. Приспособления к станкам токарной группы. Требования к патронам токарных станков.
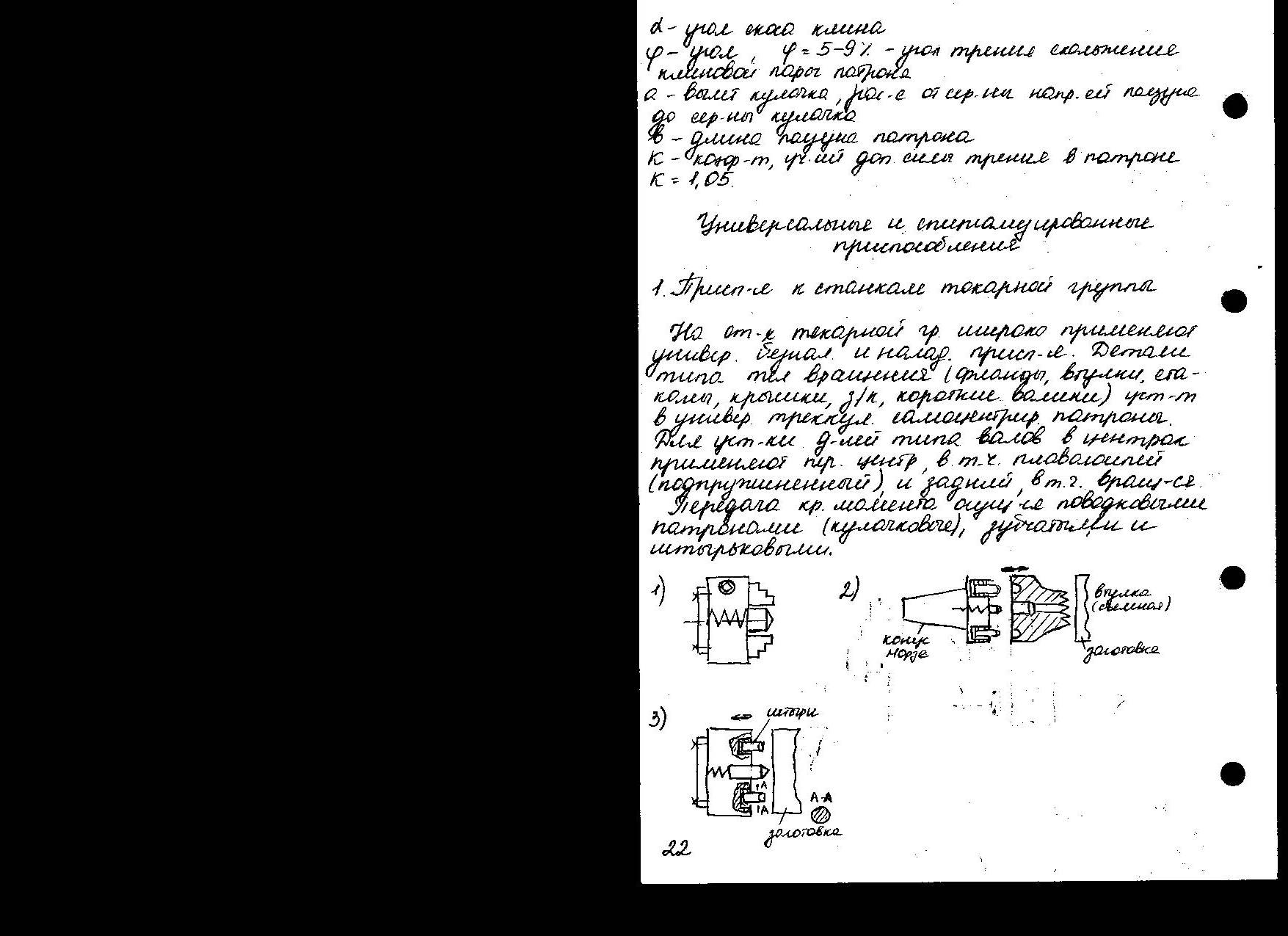
На станках токарной группы широко применяют универсальные безналадочные и наладочные приспособления. Детали типа тел вращения (фланцы, втулки, стаканы, крышки, зуб колеса, короткие валики) устанавливают в универсальные 3х кулачковые самоцентрирующиеся патроны. Для установки деталей типа валов в центрах применяют передний центр, в т.ч. плавающий (подпружиненный) и задний, в т.ч. вращающийся. Передача крутящего момента осуществляется поводковыми патронами:
-кулачковые
-с зубчатыми
-с штырьковыми
Патроны для токарных станков с ЧПУ. К ним предъявляют следующие основные требования:
высокая точность и жесткость, обеспечивающая возможность использования полной мощности станка
быстродействие зажим/разжим заготовок
быстрая переналадка кулачков на требуемый размер
снижение или исключение влияния центробежных сил на уменьшение силы зажима при высоких частотах вращения шпинделя
наличие достаточно большого отверстия для возможности обработки прутковых заготовок
широкая универсальность, обеспечивающая установку заготовок различной формы и размеров
быстрая переналадка на установку заготовки в центрах