

Класифікація токарних різців
Точіння є найбільш поширеним методом обробки зовнішніх та внутрішніх циліндричних, конусних і фасонних поверхонь, а також торцевих поверхонь. Точіння проводиться на токарних верстатах токарними різцями різних типів. Заготовка закріплю-ється в патроні верстата і отримує головний рух різання (оберта-ється), а різець, закріплений в різцетримачі супорта верстата, здій-снює поздовжній або поперечний поступальний рух (рух подачі).
Токарні різці класифікують: по матеріалу різальної частини, характеру операцій, напряму руху, формі різця, конструкції.
По матеріалу різальної частини різці бувають швидкорі-зальні, твердосплавні, мінералокерамічні, алмазні, ельборові.
По характеру виконуваних операцій різці діляться на чорнові та чистові. Враховуючі що при чистовому точінні зрізується тонкий шар металу і на різець діють незначні зусилля, чистові різці оснащають більш твердими, але крихкими інстру-ментальними матеріалами. З врахуванням товщини зрізуваного шару призначаються геометричні параметри різальної частини різця.
в) г)
а) б) д) ж)
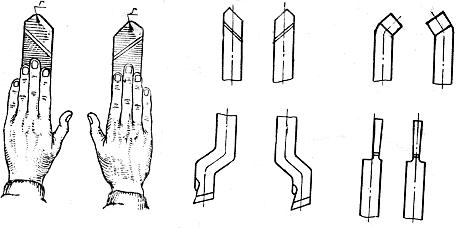
Рис. 1.7. Типи різців
По напряму руху різці діляться на праві (рис.1.7, б), та ліві (рис.1.7, а). Для такого поділу на різець кладеться рука донизу долонею так, щоб головна різальна кромка знаходилась зі сторони великого пальця руки. Під час обробки праві різці будуть рухатись справа наліво, тобто від задньої бабки верстата до передньої. Ліві різці будуть рухатись від передньої бабки, тобто зліва направо.
За формою тіла різці діляться на прямі (рис. 1.7, в), відігнуті (рис. 1.7,г), зігнуті (рис. 1.7,д) і відтягнуті (рис. 1.7,ж). Прямі та відігнуті різці можуть бути правими або лівими. До зігнутих відносяться різці зігнуті доверху, або зігнуті донизу. У відтягнутих різців ширина леза менша ширини державки. Лезо може розміщуватись симетрично осі різця або зміщуватись вліво чи вправо.
За призначенням і розміщенням різальної кромки різці поділяються на прохідні, підрізувальні, відрізувальні, розточу-вальні та фасонні.
П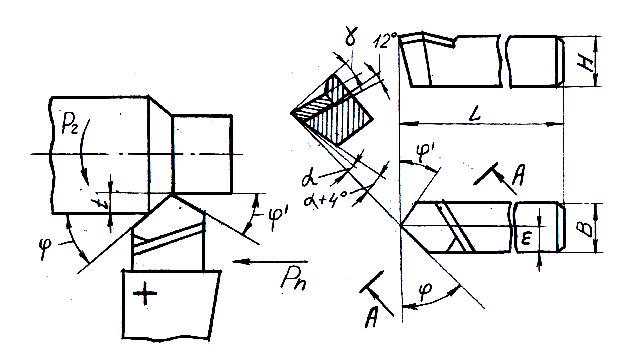 рохідні
прямі різці
призначені для обробки зовнішніх
поверхонь (рис.
1.8). Різець
працює з поздовжньою подачею. У
відповідності до ГОСТ 18869-73 та ГОСТ
18878-73 головний кут в плані φ
= 45○,
60○,
75○,
а допоміжний кут в плані
φ1
= 10○,
15○.
рохідні
прямі різці
призначені для обробки зовнішніх
поверхонь (рис.
1.8). Різець
працює з поздовжньою подачею. У
відповідності до ГОСТ 18869-73 та ГОСТ
18878-73 головний кут в плані φ
= 45○,
60○,
75○,
а допоміжний кут в плані
φ1
= 10○,
15○.
Рис. 1.8. Токарний прямий прохідний різець
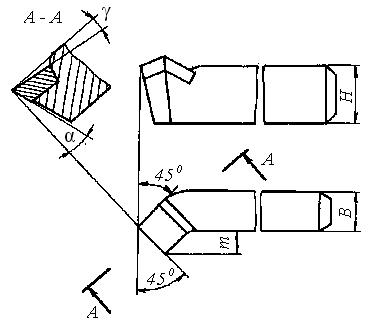
Прохідні відігнуті різці (рис. 1.9, а) призначені для обробки зовнішніх циліндричних і конусних поверхонь з поздовжньою подачею та для обробки торцевих поверхонь з поперечною подачею (рис. 1.9, б). По ГОСТ 18868-73 φ = φ1 = 45○. Прохідними відігнутими різцями можна обробляти зовнішні і внутрішні фаски з поздовжньою або поперечною подачею, обробляти заглиблення на торцевих поверхнях деталей (рис. 1.9, в, г).
а) б)
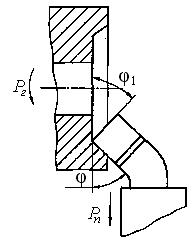
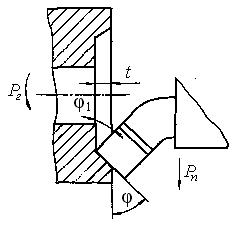
в) г)
Рис. 1.9. Токарний прохідний відігнутий різець
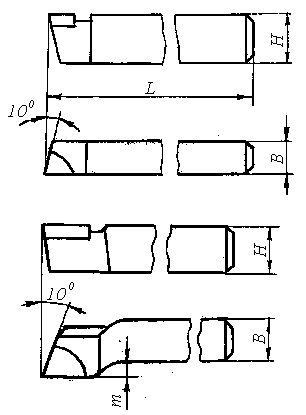
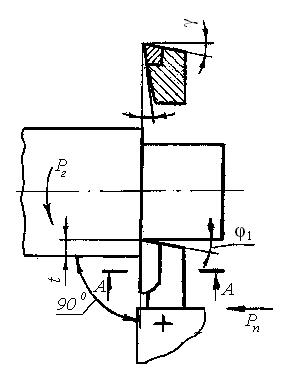
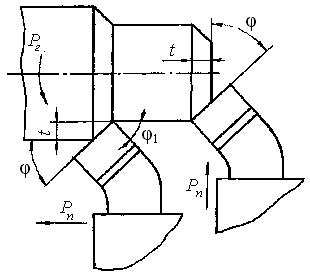
Рис. 1.10. Токарний прохідний упорний різець
Прохідні упорні різці призначені для обробки зовнішніх поверхонь до упору (рис. 1.10). Ці різці рекомендуються також для обробки заготовок з малою жорсткістю. При обробці таким різцем радіальна складова сили різання Рy = 0, що значно знижує імовірність деформації заготовки. Різець працює з поздовжньою
подачею. У відповідності до ГОСТ 18870-73 та ГОСТ 18879-73 φ = 90○, φ1 = 10○.
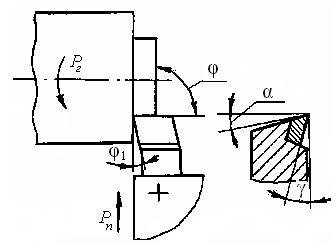
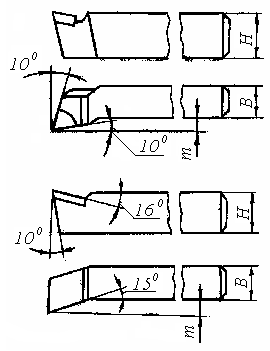
Рис. 1. 11. Підрізувальний різець.
Підрізувальні різці (рис. 1.11) призначені для обробки торцевих поверхонь. Вони працюють з поперечною подачею.
Згідно ГОСТ 18871-73 та ГОСТ 18880-73 φ = 90○, 100○; φ1 = 100, 150.
Відрізувальні різці (рис. 1.12) застосовуються для відрізува-ння заготовок та для обробки кільцевих канавок. Різці працюють з поперечною подачею. Відрізувальні різці мають головну різальну кромку, розміщену під кутом φ = 90○, та дві допоміжні різальні кромки з кутом φ1 = 1○, 1○ 30′. Для зменшення тертя в процесі різання допоміжні задні поверхні розміщені під кутом α1 = 1–2○.
Ширина різальної
кромки у стандартних різців (ГОСТ
18874-73, ГОСТ 18884 - 73)
b
= 3–10 мм
вибирається в залежності від
діаметра заготовки
![]() .
Для обробки канавок використо-вують
різці з шириною різальної кромки, яка
дорівнює ширині канавки (при обробці
за один прохід). При відрізування
заготовок
.
Для обробки канавок використо-вують
різці з шириною різальної кромки, яка
дорівнює ширині канавки (при обробці
за один прохід). При відрізування
заготовок
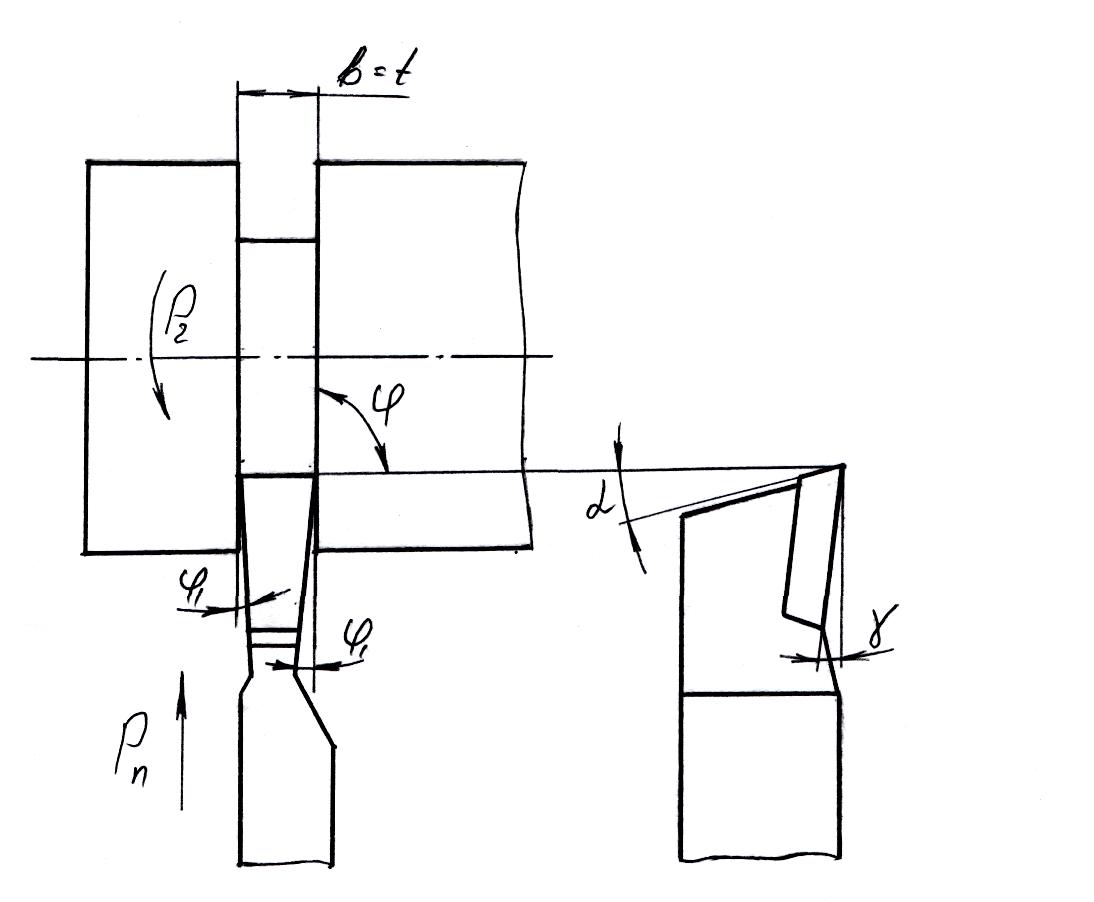
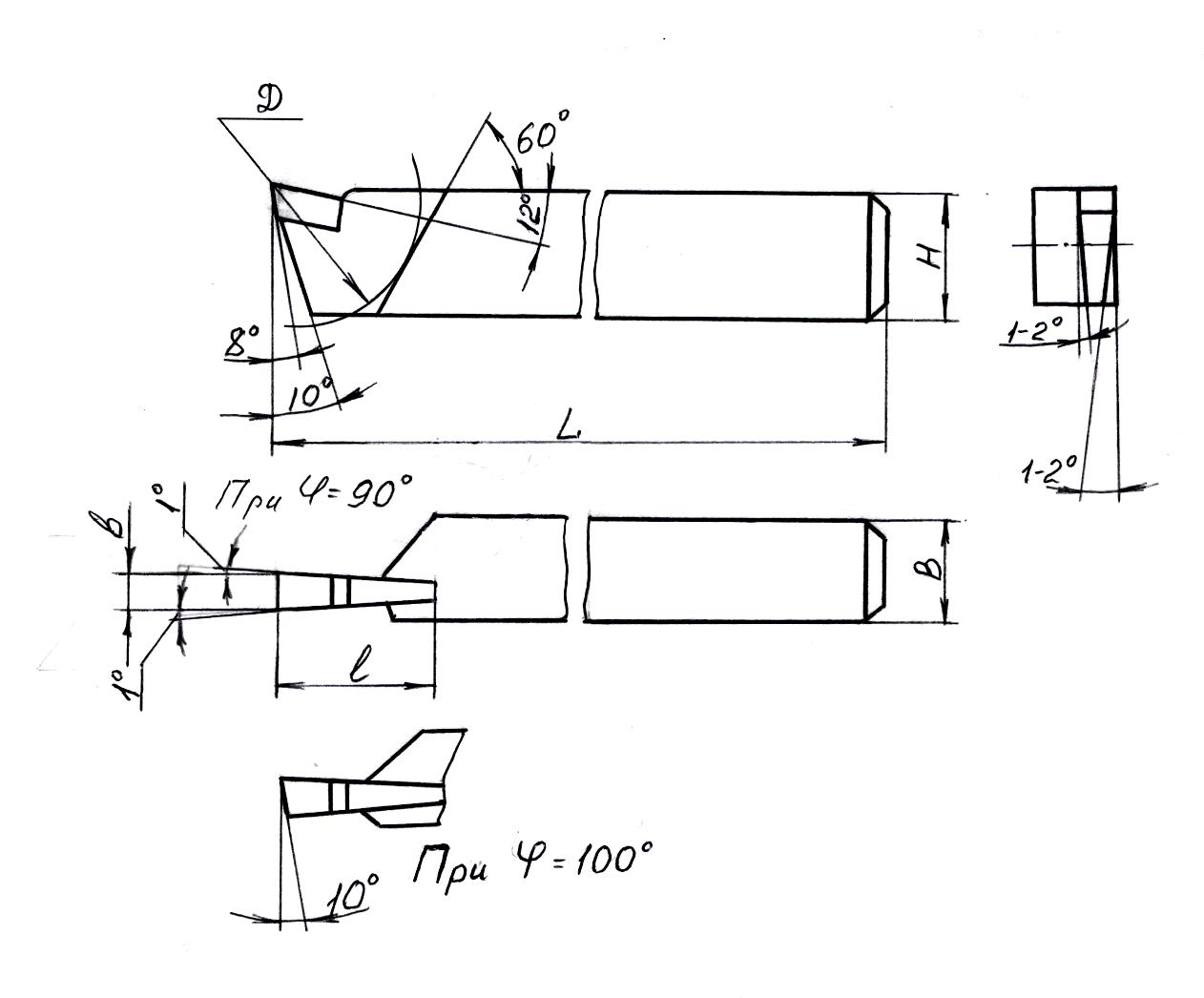
Рис. 1.12. Відрізувальний різець
різцем з φ = 90○ на відрізаній частині залишається шийка. Щоб цього не було, застосовують різці з різальною кромкою, не паралельною осі заготовки (кут φ має значення до 100○).
Розточувальні різці для наскрізних отворів (ГОСТ 18882-73) мають кути φ = 60○, φ1 = 30○ (рис. 1.13).
Розточувальні різці для глухих отворів (ГОСТ 18883-73) з кутами φ = 95○, φ1 = 15○ (рис. 1.14).
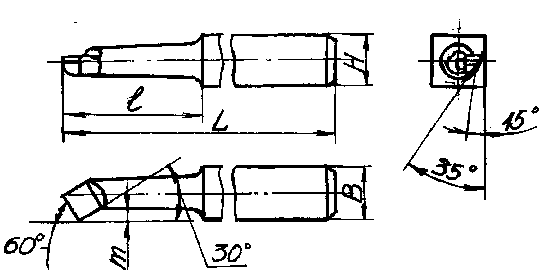
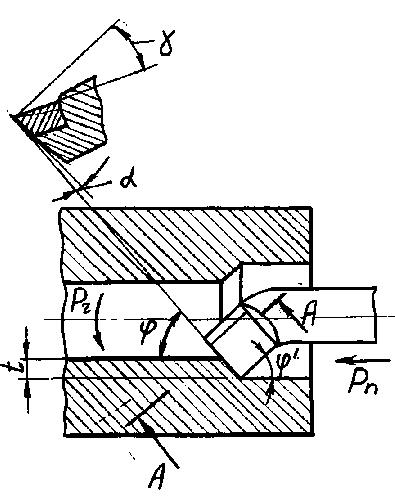
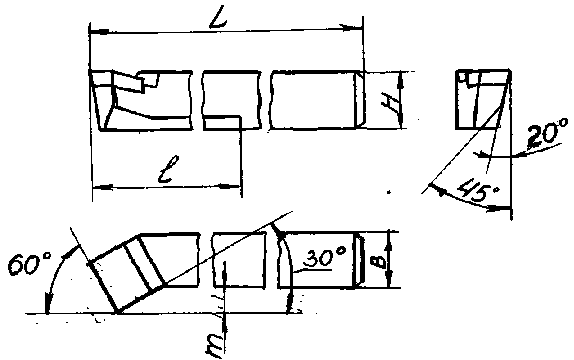
Рис. 1. 13. Розточувальні різці для наскрізних отворів
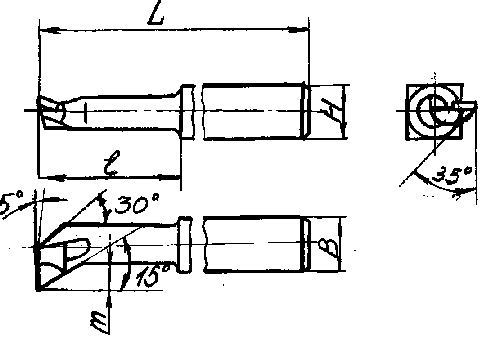
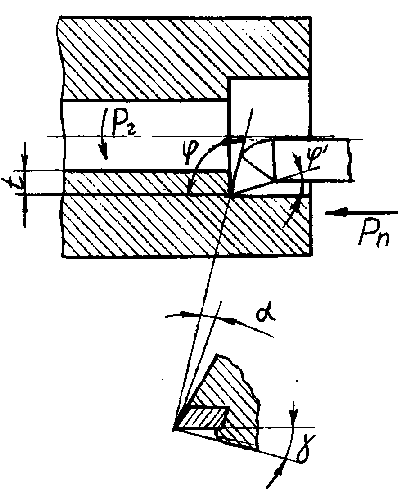
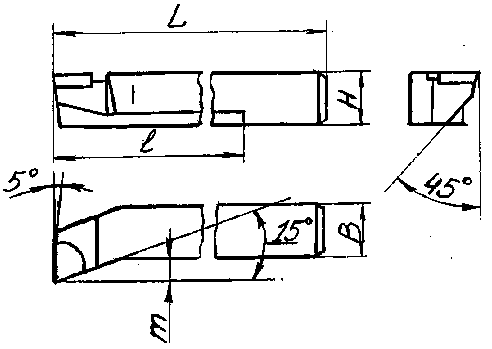
Рис. 1.14. Розточувальні різці для глухих отворів
Розточувальні різці мають державку прямокутного або квадратного перерізу. Частина державки, яка в процесі обробки
знаходиться в отворі, часто має круглу форму. Так як різальна частина розточувального різця працює в отворі і знаходиться на значній відстані від різцетримача, жорсткість таких різців невисока. Для обробки глибоких отворів використовуються розточувальні різці, які закріплюються в спеціальних оправках.