

Вплив кутів різця на процес різання
Передній кут різця γ (рис. 1.4) впливає на схід стружки. Чим більший цей кут, тим краще сходить стружка, зменшуються сили різання, поліпшується якість обробки, але при цьому знижується міцність різця, різальна кромка твердосплавних та керамічних пластин може викришуватись. Величина переднього кута призначається з врахуванням властивостей матеріалу заготовки і матеріалу різальної частини різця в межах від -10○ до +30○. Більші значення можна призначати для швидкорізальних різців при обробці пластичних матеріалів. Різці, оснащені твердосплавними пластинами, мають менші значення переднього кута. Так для твердосплавних різців при обробці сталей частіше всього γ = 5–15○, при обробці чавунів γ = 0–5○. Різці в від’ємним значенням переднього кута (рис.1.4 б) мають міцнішу різальну частину, тому рекомендуються для обробки гартованих сталей та для швидкісного і силового різання.
Головний задній
кут α
впливає на величину тертя між задньою
поверхнею різця і поверхнею різання
оброблюваної заготовки. Зі збільшенням
величини заднього кута зменшується
тертя, що веде до зменшення сил різання
і зниження температури в зоні різання.
Але при цьому зменшується міцність
різця. Головний задній кут різця
призначається в межах 6○![]() 12○
в залежності від властивостей оброблюваного
матеріалу. Більші значення кута
призначаються при обробці пластичних
матеріалів.
12○
в залежності від властивостей оброблюваного
матеріалу. Більші значення кута
призначаються при обробці пластичних
матеріалів.
Головний кут різця в плані φ впливає на стійкість і міцність інструменту та на шорсткість обробленої поверхні. Зменшення кута φ веде до поліпшення якості обробки. Стружка буде тонша, тому зменшується сила різання і знижується температура в зоні різання. Але при цьому різко зростає радіальна складова сили різання, що діє перпендикулярно до осі заготовки. Це може привести до згинання заготовки. Також можуть виникати вібрації в процесі різання. Цей кут призначається від 30○ до 90○ в залежності від виду обробки, типу різця, жорсткості заготовки та інструменту. Для обробки заготовок малого діаметра рекоменду-ється використовувати різці з φ = 90○ або близько до цього.
Допоміжний кут в плані φ1 зменшує тертя між допоміжною задньою поверхнею різця і обробленою поверхнею заготовки. Але чим менший кут, тим краща якість обробки і міцніша вершина різця.
Кут нахилу головної різальної кромки λ визначає напрям сходу стружки. При λ = 0○ стружка сходить перпендикулярно до головної різальної кромки (рис. 1.5 а). Переважна більшість токарних різців мають саме такий кут. При від’ємному значенні кута λ стружка сходить в сторону оброблюваної поверхні (рис.1.5 б), тому таке заточування рекомендують для чистових різців (до –5○). При додатному значенні кута λ стружка сходить в сторону обробленої поверхні (рис. 1.5 в), може намотуватись на заготовку і дряпати оброблену поверхню, але вершина леза менше навантажена в момент врізування різця в заготовку. Різці з додатнім λ (до + 5○) рекомендуються для чорнової обробки з тяжкими умовами.
Кути різця в процесі різання
Вище розглянуті кути різця в умовах, коли різець стоїть нерухомо і вершина різця встановлена по осі заготовки. В процесі різання значення кутів змінюються. Дійсне значення кутів залежить від установки різця по відношенню до заготовки, від величини подачі різця, від величини спрацювання різця по передній і задній поверхнях.
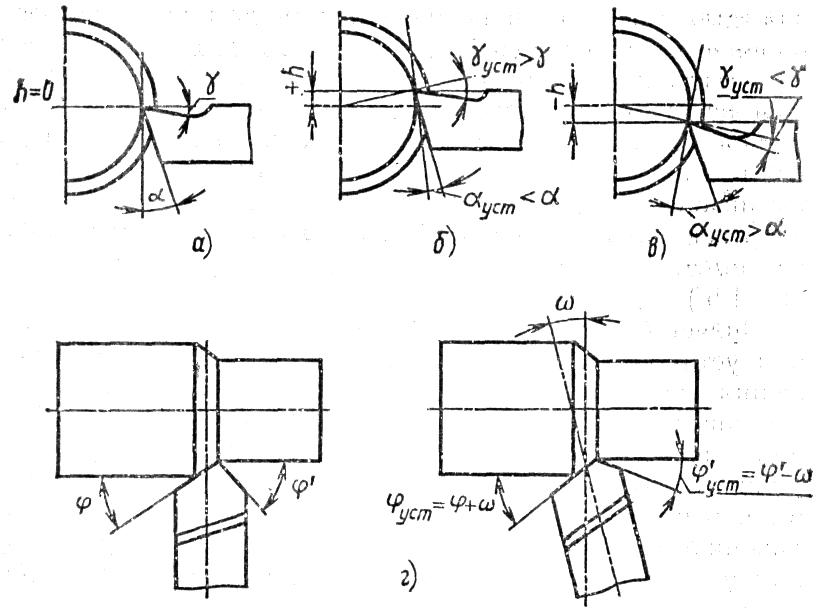
Рис. 1.6. Залежність кутів різця від його установки
Передній та задній кути в значній мірі залежать від установки різця відносно осі заготовки. Вершина різця має бути в одній площині з віссю заготовки (рис. 1.6 а). Якщо вершина різця знаходиться вище осі заготовки (рис. 1.6 б), то зростає передній кут γ і зменшується головний задній кут α. В результаті зростає тертя між заготовкою і головною задньою поверхнею. Якщо
вершина різця знаходиться нижче осі заготовки (рис. 1.6 в), то зростає головний задній кут α і зменшується передній кут γ.
В результаті погіршується схід стружки, заготовка старається накотитись на різець, що може призвести до поломки різця.
Передній та задній кути різця також залежать від величини подачі. Якщо різець стоїть нерухомо, то площина різання проходить перпендикулярно до основної площини. В результаті
обертання заготовки та поздовжнього руху різця стружка зрізується по гвинтовій лінії і площина різання буде проходити під певним кутом до основної площини. Тому передній кут дещо збільшується, а задній зменшується. При роботі з невеликими подачами ці зміни кутів незначні і, практично, не впливають на процес різання. При нарізуванні різьби, особливо багатозахідної, при точінні з великими подачами необхідно враховувати те, що в
процесі різання задній кут буде зменшуватись. Це веде до того, що зростає тертя між заготовкою і задньою поверхнею різця, різець швидше затуплюється, тому при роботі в таких умовах задній кут в напрямку подачі необхідно збільшувати на 3 5○.
При відрізуванні заготовок токарним різцем різальна кромка рухається не по колу, а по спіралі. Це веде до того, що задній кут також буде зменшуватись в залежності від величини поперечної подачі, особливо, при наближенні різця до центру заготовки. Тому при наближенні відрізувального різця до центру заготовки рекомендується зменшувати величину подачі різця.
Передній та задній кути також зменшуються в результаті спрацювання різця по передній і задній поверхнях.
Кути різця в плані φ та φ1 можна змінювати поворотом різцетримача токарного верстата, в якому закріплений різець (рис.1.6 г). На токарних різцях, особливо на різцях призначених для чистової обробки, вершину різця закруглюють з певним радіусом. Тому кути φ і φ1 в зоні цього закруглення будуть мати різні значення.