

9.4 Сверлильный станок
Стационарным называется оборудование, находящееся на постоянном месте, при этом обрабатываемая заготовка доставляется к нему. К стационарному оборудованию относятся настольные, вертикальные и радиальные станки.
Настольные сверлильные станки (рисунок 83) отличаются большим разнообразием конструкций, однако принцип их действия и область применения примерно одинаковы. В качестве примера рассмотрим быстроходный сверлильный настольный станок высокой точности с микрометрической подачей инструмента, предназначенный для сверления отверстий диаметром от 0,3 до 4,0 мм.
Основными несущими узлами этого станка являются стол 1 и колонна 12, которая крепится к столу болтами. По колонне перемещается в вертикальном направлении головка 11. Перемещение головки осуществляется при помощи винта 20, приводимого в движение рукояткой 8. На хоботе головки установлен электродвигатель 9, на валу которого закреплен четырехступенчатый шкив 22. К корпусу головки при помощи винтов прикреплен фланец 19 с отверстием для винта 20. На фланце установлена упорная шайба 21, ограничивающая подъем и опускание головки по колонне. В передней части головки выполнено отверстие, в котором перемещается стакан 14. Внутри стакана, в шарикоподшипниках 13 и 24 установлен шпиндель 4, а на нем - трехкулачковый сверлильный патрон 3. Шпиндель соединен со шлицевой переходной втулкой 17, на которой установлен и закреплен при помощи винтов шкив 16. Переходная втулка вращается в подшипниках 15, запрессованных в муфту 18, соединенную с головкой при помощи винтов. Шкивы 16 и 22 соединены между собой клиновыми ремнями. Частота вращения Шпинделя изменяется в зависимости от установки ремней на шкивах. Клиноременная передача закрыта кожухом 7. На конический хвостовик шпинделя устанавливается трехкулачковый патрон 3. Подача стакана 14 со шпинделем, патроном и сверлом осуществляется поворотом рукоятки 2, соединенной с валиком шестерни 23. При повороте рукоятки шестерня, входящая в зацепление с зубчатой рейкой стакана, опускает его со шпинделем и сверлом на заданную глубину. Хомутик 5 на валике рукоятки 2 ограничивает глубину сверления. Более точная подача сверла при сверлении отверстий в деталях осуществляется по шкале лимба 6 и нониусу 25. Закрепление головки станка при ее подъеме и опускании осуществляют при помощи рукоятки 10.
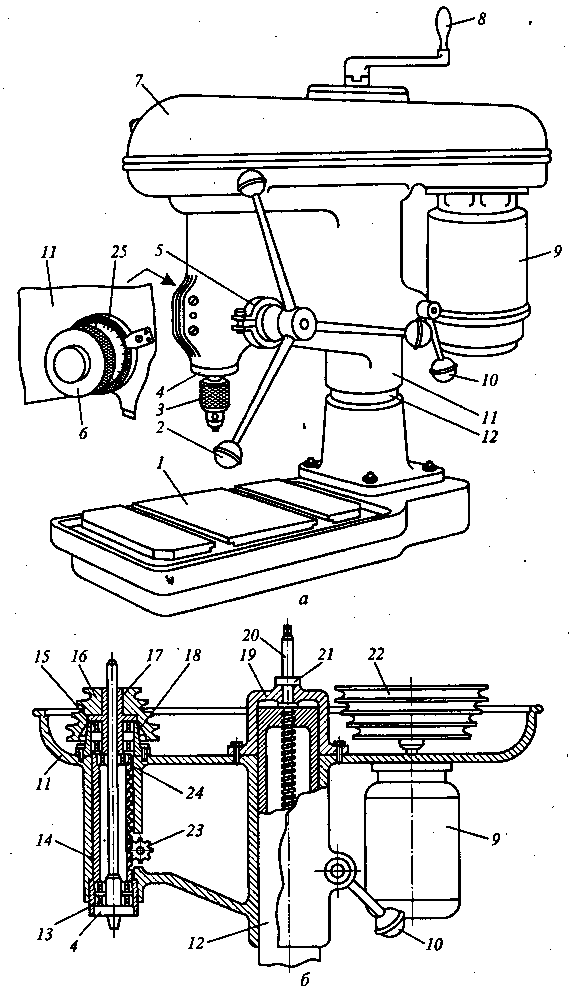
а - общий вид;
б - узел привода;
7 - стол;
2, 8,10 - рукоятки;
3 - трехкулачковый патрон;
4 - шпиндель;
5 - хомутик;
6 - лимб;
7 - кожух;
9 - электрический двигатель;
11 - головка;
12 - колонна;
13,15,24 - шарикоподшипники;
14 - стакан;
16,22 - шкивы;
17 - переходная втулка;
18 - муфта;
19 - фланец;
20 - винт;
21 - упорная шайба;
23 - шестерня;
25 - нониус
Рисунок 83 - Настольный сверлильный станок
Основные правила работы на сверлильном станке
Сверление следует производить только правильно заточенным сверлом, при необходимости нужно произвести переточку или заправку сверла. Контроль заточки необходимо осуществлять с помощью шаблона (рисунок 84, а) или специального угломера (рисунок 84, б).
Необходимо прочно закреплять сверло с цилиндрическим хвостовиком в патроне: торец сверла следует упереть в дно патрона, а затем закрепить его, поочередно вставляя ключ во все гнезда патрона.
Необходимо прочно закреплять сверло с коническим хвостовиком (патрон со сверлом) в шпинделе станка.
Для обеспечения прочного и безопасного крепления обрабатываемой детали необходимо:
крупные корпусные заготовки закреплять на столе станка;
призматические заготовки средней величины (длина 100... 120 мм, ширина 50...60 мм, высота 30...40 мм) закреплять в машинных тисках;
небольшие заготовки (длина 70... 80 мм, толщина 1... 5 мм) закреплять в ручных тисочках;
заготовки цилиндрической формы устанавливать и закреплять на призмах.
В месте сверления на детали нужно делать глубокое (1,0... 1,5 мм) керновое углубление.
Сверление отверстий больших диаметров (свыше 10 мм) необходимо выполнять в два приема: вначале сверлом диаметром 5... 6 мм, а затем сверлом необходимого диаметра Необходимо правильно определять скорость резания в зависимости от обрабатываемого материала и рационально настраивать станок на частоту вращения шпинделя.
Следует соблюдать правильную последовательность сверления при ручной подаче сверла:
совместить вершину сверла с керновым углублением на заготовке;
включить станок;
сверлить отверстие на полную глубину;
при выходе сверла из отверстия нажатие ослабить.
9. Необходимо правильно определять величину автоматической подачи и настраивать станок на эту величину.
10. Следует соблюдать правильную последовательность обработки сквозных отверстий при автоматической подаче сверла:
совместить вершину сверла с керновым углублением на детали;
включить станок;
просверлить отверстие на глубину 3... 5 мм, используя ручную подачу;
не выводя сверла из отверстия, включить автоматическую подачу;
сверлить отверстие на полную глубину.
11. При сверлении отверстий по кондуктору необходимо соблюдать следующие правила:
заготовка должна быть прочно закреплена в кондукторе или кондуктор на заготовке;
диаметр сверла должен точно соответствовать диаметру отверстия во втулке кондуктора.
12. При сверлении стальных деталей следует применять смазывающе-охлаждающую жидкость Чугунные детали нужно сверлить без охлаждения сверла.
После окончания работы следует проверить соответствие просверленных отверстий (диаметр, глубина) и межцентровых рас. стояний требованиям чертежа.
Правила безопасности при сверлении:
запрещается сверлить незакрепленную или слабо закрепленную заготовку;
следует убирать волосы под головной убор;
необходимо тщательно застегивать обшлага на рукавах;
запрещается сильно нажимать на рычаг подачи сверла, особенно при сверлении отверстий малого диаметра;
запрещается наклоняться близко к месту сверления во избежание попадания стружки в глаза;
запрещается сдувать стружку.