

3.4 Типові автоматизовані модулі на базі токарних верстатів з чпк.
Формування гнучких виробничих модулів на базі токарних верстатів здійснюється шляхом застосування спеціалізованих роботів-автооператорів і накопичувачів заготовок. Спеціалізація робота полягає в тому, що їх пристосовують до використання у конкретному верстаті за умови забезпечення найбільш зручної зони маніпуляцій руки робота та мінімум робочої площі, яку він займає. Розглянемо типові компоновки верстатних модулей.
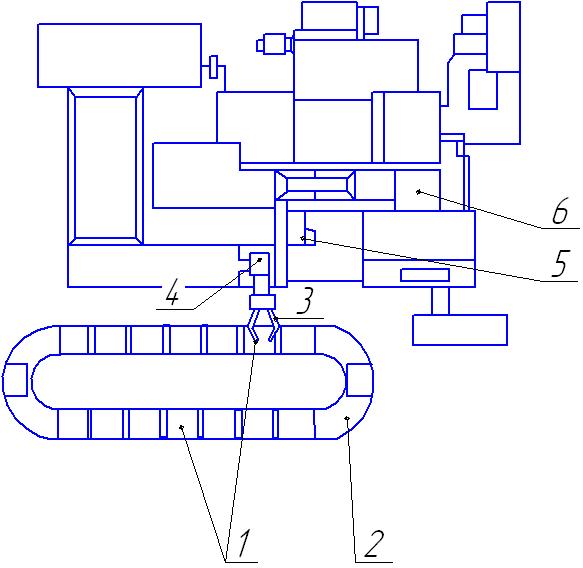
Рисунок 3.2 – Гнучкий виробничий модуль на базі токарного верстата
На рис. 3.2 показано гнучкий виробничий модуль на базі токарного верстата з попереднім розташуванням робота-автооператора. Робот 4, що має захватний пристрій (3), кріпиться на передній стінці токарного верстата (6). поруч з верстатом розміщено накопичувач (2) у вигляді тактового стану, в налети (1) в якого оператор встановлює заготовки (вісь деталі вертикальна). Під час увімкнення верстата робот захоплює з палети накопичувача заготовку та переносить її в патрон (5) шпинделя. Після затискання заготовки кулачками патрона та відведення робочої ланки робота в позицію очікування здійснюється обробка заготовки за числовою програмою. Оброблену деталь захватний пристрій, що введений в робочу зону верстата, захоплює в цей час, патрон верстата розтискається, далі деталь виводиться з патрону і транспортується до накопичувача та встановлюється на вільному палеті. Захватний пристрій розтискається, робоча ланка робота відводиться в позицію очікування, а палета накопичувача переміщується на крок . потім цикл повторяється. Якщо у робота є два захватних пристрою, то цикл переміщення заготовки буде таким.
В позиції I дверцята камери верстата відкриваються, а захватний пристрій А переміщується для вилучення обробленої деталі (рис 3.3).
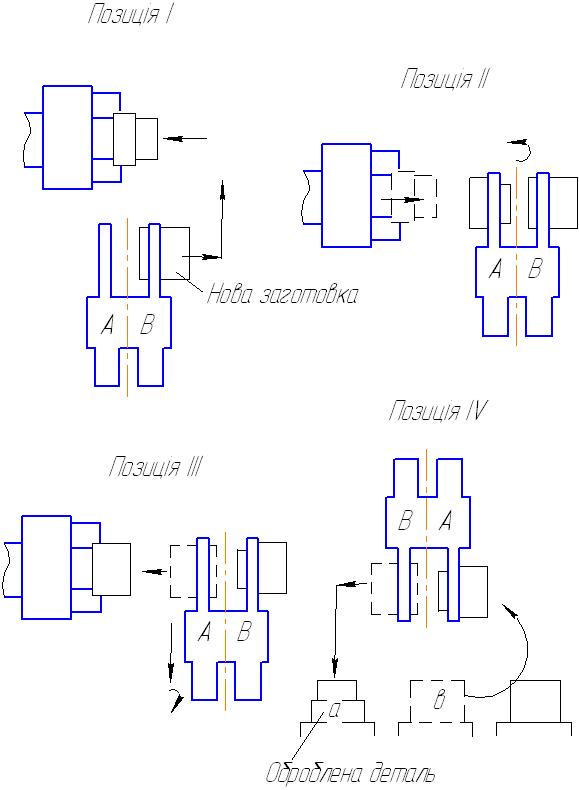
Рисунок 3.3 – Цикл переміщення заготовки
В позиції II деталь виводиться з патрона, захвати А і В повертаються на 180 для зміни положення. В позиції ІІІ заготовка захватом В розміщується у патроні: захват А переміщується деталь її зони обробки; дверцята камери зачиняються і починається обробка. В позиції IV захват А розміщують деталь на позицію а накопичувач; захват В захоплює наступну заготовку на позиції в. палета накопичувача переміщується на наступну позицію і цикл повторюється. Як результат, підвищується продуктивність у порівнянні з використанням одного захватного пристрою.
За подібною схемою працюють модулі фірм Jkegol, Miyano (Японія)/
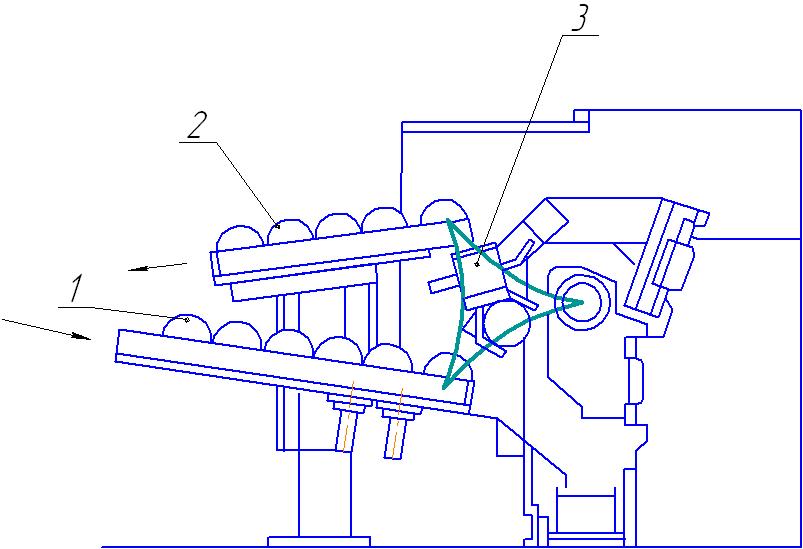
Рисунок 3.4 – Автоматизований модуль на базі
токарного верстата Georg Fisher.
Подібну схему має автоматизований модуль на базі токарного верстата Georg Fisher (Швейцарія) (рис. 3.4). Основу завантажувального пристрою складає трьох позиційний робот 3, робоча ланка якого має два ступеня свободи при переміщенні: за віссю Z та кривою введення і виведення. Накопичувач має жалоб для заготовок (1), яким вони подаються до позицій захвату, та жалоб (2), яким готові вироби виводяться з позиції розвантаження. Жалоби регулюються як за кутом нахилу, так і за шириною. Для деталей різної маси та існують змінні жалоби. Для подачі заготовок може бути використаний цепний конвеєр. Захватний пристрій робота швидкозмінний. Одним і тим же захватним пристроєм можна захоплювати заготовки з різницею діаметрів близько 40мм.
Завантажувальний пристрій з накопичувачем розрахований на максимальний діаметр заготовки – 200 мм, довжину – 500 мм. Масу – до 8 кг.
Фірма Index (ФРН) виготовляє автоматизовані модулі на базі токарного верстата, аналогічні за конструкцією, проте накопичувач ланцюгового типу розміщується вздовж передньої стінки верстата, і тому модуль займає меншу виробничу площу.
Для обробки деталей типу валів та необхідності захоплення деталей двома захватними пристроями одночасно застосовують автоматизовані модулі з верхнім портальним розташуванням.
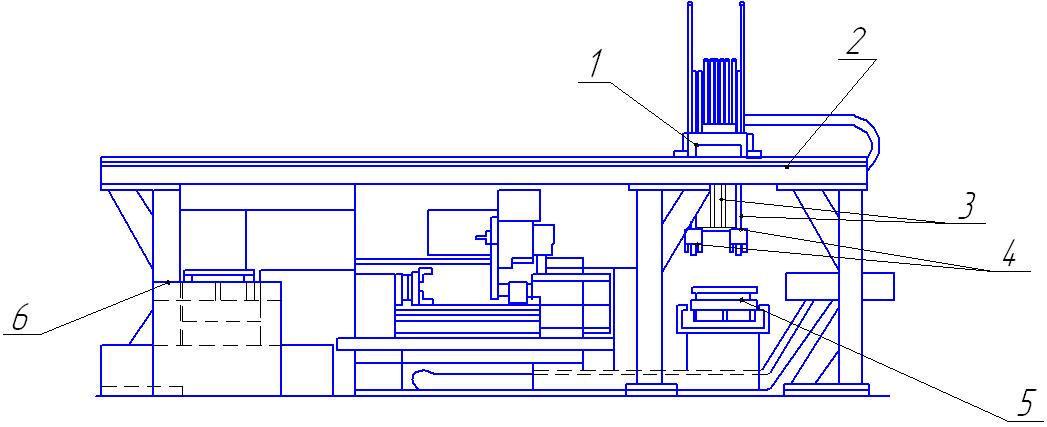
Рисунок 3.5 – зображено гнучкий виробничий модуль, розроблений Владимирським верстатобудівельним заводом
На рис 3.5 зображено гнучкий виробничий модуль, розроблений Владимирським верстатобудівельним заводом. Над верстатом розміщені дворельсові напрямлені (2), якими переміщується каретка (1), на якій розміщено два маніпулятори (3), із захватами (4). Заготовки валів розміщуються у спеціальній тарі на столі (5). Стіл (6) призначений для розташування на спеціальних підставках коротких заготовок, що обробляються в патроні. Цикл роботи модуля подібний тому, що розглянуто раніше. Верхнє розташування роботи дозволяє надійно транспортувати довгі деталі типу вал, покращити спостереження процесу завантаження-розвантаження у робочій зоні, встановити зв'язок між тарою із заготовками та автоматизованим складом цеху. Під час обробки на модулі коротких заготовок один маніпулятор робота вині має заготовку з тари і встановлює її у патрон шпинделя верстата; після обробки однієї сторони захват цього маніпулятора вилучає деталь і розвертає її на 180 і знову встановлює іншою стороною в патрон шпинделя; другий маніпулятор призначений для вилучення з патрону шпинделя готової деталі та транспортує її у тару.