

Конструктивные особенности многодуговых автоматов
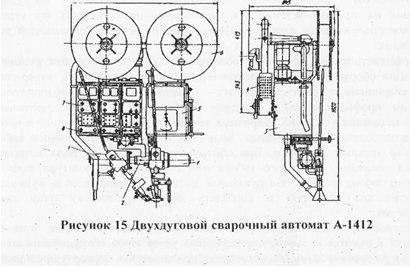
На базе однодугового автомата унифицированной серии А-1400 создан двухдуговой автомат А-1412 подвесного типа, предназначенный для дуговой сварки под флюсом изделий из углеродистых сталей с различной формой свариваемых кромок. Автомат А-1412 несколько отличается от однодуговых автоматов А-1401 или А-1410. Отличие заключается в том, что автомат А-1412, рисунок 15, имеет два подающих механизма I, которые закреплены на специальной подвеске 2 и две кассеты 6 с электродной проволокой. Остальные узлы: механизм вертикального перемещения 3, самоходная тележка 4, флюсобункер 5 с флюсовым аппаратом, пульт управления 7 и суппорт 8 аналогичны таким же узлам, имеющимся в однодуговом автомате серии А-1400.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ СВАРОЧНОГО ОБОРУДОВАНИЯ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО ОБОРУДОВАНИЯ
Для обеспечения безаварийной, производительной и безопасной работы сварочного оборудования необходимо соблюдать правила его ввода в эксплуатацию и техническое обслуживание при его работе. Мероприятия, проводимые как с вновь поступившим, так и находящимся в эксплуатации оборудованием, должны быть зафиксированы в паспорте — аттестате на данный тип оборудования.
Новое сварочное оборудование вводят в эксплуатацию в соответствии с рекомендациями завода-изготовителя, которые прилагаются к техническому паспорту. Проверку, монтаж и ввод в эксплуатацию нового оборудования проводят в специальных подразделениях, а не на рабочих местах. Допускается монтаж и ввод в эксплуатацию сварочного оборудования на рабочих местах, если оно является частью автоматической линии или имеет большие габаритные размеры и массу. При этом предварительно проводят подготовку к монтажу каждого узла оборудования.
Перед вводом в эксплуатацию нового оборудования необходимо:
1. Снять консервирующую смазку со всех узлов комплекта поступившего оборудования, провести осмотр каждого узла и проверить: все крепежные соединения и при необходимости их подтянуть; сопротивление изоляции обмоток трансформатора источника питания и электроприводов, входящих в состав ходовых тележек, подающих механизмов и т. д.; систему подачи флюса, защитного газа и охлаждающей воды.
2. После окончания осмотра и проведения необходимых испытаний провести сборку или монтаж оборудования и проверить его работу в режимах холостого хода и при работе под нагрузкой, а также при необходимости — в режиме короткого замыкания; полученные данные сопоставить с указанными в техническом паспорте, оформить документацию на проведенные испытания и сдать по акту это оборудование в подразделение, где оно будет эксплуатироваться.
Техническое обслуживание действующего сварочного оборудования направлено на предупреждение его несвоевременного выхода из строя. В техническое обслуживание входят профилактические осмотры и плановый ремонт оборудования.
Профилактические осмотры проводят в соответствии с инструкцией по эксплуатации оборудования для электрической сварки плавлением, утвержденной главным сварщиком, а при отсутствии его — главным инженером предприятия. При проведении профилактических осмотров необходимо обращать .внимание на состояние источников питания, сварочных автоматов или полуавтоматов, а также на состояние заземления оборудования, надежности изоляции сварочного кабеля и присоедини тельных проводов. При обнаружении различного рода загрязнений, нарушения изоляции сварочного кабеля или сопротивления контура заземления необходимо зафиксировать обнаруженные дефекты в специальном журнале для профилактических осмотров и сообщить административному лицу данного подразделения.
Плановый ремонт оборудования для электрической сварки плавлением заключается в осмотре и замене определенных узлов этого оборудования согласно инструкции по техническому обслуживанию, прилагаемой к паспорту предприятием-
изготовителем. Ремонт сварочного, оборудования проводят специальные ремонтные подразделения, входящие в подчинение главного энергетика, главного механика или в отдельных случаях главного сварщика. Испытания сварочного оборудования после ремонта должны проводиться наладчиками. Допуск операторов-сварщиков к наладке и ремонту этого оборудования категорически запрещается.
Периодичность планового ремонта должна соответствовать рекомендациям завода-изготовителя оборудования для электрической сварки плавлением и выполняться строго по утвержденному плану.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ СВАРОЧНОГО
ОБОРУДОВАНИЯ
Электрическая сварка плавлением как вид работы, связанной с эксплуатацией электрооборудования, а также возможным воздействием на оператора-сварщика сварочной дуги, вредных газов, брызг расплавленного металла и т. д., требует четкой организации производственного процесса и строгого соблюдения мер безопасности.
В государственном масштабе правила эксплуатации и меры безопасности при производстве работ регламентируются системой стандартов безопасности труда (ССБТ), на основе которой на каждом предприятии и в каждой отрасли разрабатывают стандарты предприятий и отраслевые стандарты, положения и инструкции по обслуживанию оборудования, в частности сварочного оборудования. Поступаемое в эксплуатацию оборудование должно соответствовать техническим условиям, разработанным на предприятии-изготовителе. Обязательным в технических условиях является раздел «Правила безопасности при эксплуатации оборудования», в котором отражены необходимые меры, обеспечивающие .безопасное производство работ.
Создание нормальных условий труда операторов-сварщиков непосредственно на рабочих местах возлагается на мастеров или начальников участков. Рабочие места операторов-сварщиков должны иметь соответствующие ограждения, защитные и предохранительные приспособления, а также общую и местную вентиляцию. Кроме общих положений по технике безопасности и промышленной санитарии должны быть также учтены и особенности выполнения различных работ, связанных с эксплуатацией оборудования для электрической сварки плавлением: поражение электрическим током; отравление вредными газами или испарениями вредных веществ; получение различного рода ожогов или ослепления как от сварочной дуги, так и от расплавленного металла; получение различного рода - травм при транспортировке баллонов с сжатым или сжиженным газом или сборке громоздких деталей при подготовке их к сварке. Во избежание поражения электрическим током оборудование для электрической сварки плавлением должно отвечать соответствующим требованиям, зафиксированным -в «Правилах по эксплуатации электроустановок», и в частности: корпуса источников питания и сварочных автоматов или полуавтоматов должны быть надежно заземлены; электрические кабели, соединяющие источники питания, сварочные автоматы или полуавтоматы и распределительные щиты Должны иметь надежную изоляцию и быть защищены от механических повреждений; при обнаружении повреждения электрических цепей в источнике питания, сварочном автомате, полуавтомате или
распределительной сети выключить оборудование и немедленно сообщить административному лицу данного подразделения.
Перед выполнением сварочных работ внутри замкнутых сосудов принять необходимые меры безопасности: установить деревянные щиты или резиновые коврики; получить защитные резиновые перчатки и галоши; работу выполнять с напарником, который должен находиться вне сосуда и наблюдать за производством работ. Источники питания сварочной дуги должны быть оборудованы устройством автоматического снижения напряжения холостого хода.
При поражении электрическим током необходимо немедленно выключить источник питания; освободить пострадавшего от обесточенной электрической цепи и обеспечить доступ к нему свежего воздуха; вызвать врача и приступить к искусственному дыханию.
Во избежание отравления вредными газами или испарениями вредных веществ (флюсов, обмазок и т. д.) рабочие места сварщиков должны иметь необходимую и достаточную местную и общую приточно-вытяжную вентиляцию, а в особо опасных местах (замкнутые сосуды, помещение или отсеке малого объема) оператору- сварщику должны выдаваться индивидуальные защитные средства (маски, респираторы и т. д.) или должен быть регламентирован режим его работы (работа не более 30 мил с последующим отдыхом на свежем воздухе).
При работе на установках для электронно-лучевой сварки необходимо соблюдать требования, зафиксированные в «Правилах по эксплуатации высоко вол ьтн ы х электроустан о во к»;
Во избежание получения различного рода производственных травм рабочее место оператора-сварщика должно быть укомплектовано необходимыми подъемно- Транспортными механизмами (тельфером, тележкой и т. д.), а также должно быть обеспечено надежное крепление баллонов с сжатым и сжиженным газом.
В9 избежание получения различного рода ожогов оператор-сварщик должен иметь сухую спецодежду (куртка, брюки, рукавицы, в отдельных случаях капюшон) из брезента или специальной теплостойкой ткани. Обувь оператора-сварщика должна закрываться брюками. Поверх брюк, надевается куртка. При работе на открытой площадке для оператора-сварщика требуется дополнительная спецодежда, предотвращающая охлаждение его тела, а также теплостойкие эластичные подлокотники, подколенники или подстилки.
Хорошо организованное рабочее место оператора-сварщика — залог снижения до минимума производственного травматизма и простоев оборудования, а это, в свою очередь, приводит к повышению производительности сварочных работ и качеству сварных конструкций.