

Рнсунок 13 Сварочный автомат подвесного типа, самоходный, серии a-i400
Отечественная промышленность выпускает унифицированные узлы, позволяющие компоновать сварочные автоматы как подвесного, так и тракторного типа. Эти автоматы имеют незначительные конструктивные отличия, обусловленные сварочной технологией
Многодуговые сварочные автоматы
Одним из направлений повышения производительности сварочного процесса является увеличение его скорости. Однако в серийных сварочных автоматах, выпускаемых для различных способов дуговой сварки, скорость их перемещения доведена практически до максимального значения.
В связи с этим большое значение имеет концентрация операций при изготовлении сварных конструкций. Характерная особенность этого направления состоит в том, что одной установкой выполняется сварка одновременно в нескольких местах одного или нескольких изделии. Для этих целей широко применяют многодуговые сварочные автоматы..
На рисунке 14, а показана схема сварки по контуру одного изделия, которую можно выполнять двумя сварочными головками при их движении в одно место, а также при движении с одного места в разные стороны. Сварку пересекающихся швов, рисунок 14, б, выполняют аналогично сварке по контуру. Последовательное перемещение одной сварочной головки относительно другой обеспечивается устройством смещения. При сварке с одного места в разные стороны необходимо соблюдать так называемое перекрытие сварного шва.
В практике сварку по контуру с одного места в разные стороны выполняют с некоторым рассогласованием начала сварки каждой головкой. Одновременное параллельное движение сварочных головок в одну сторону или в противоположные стороны, рисунок 14, в, осуществляется также устройством смещения, При параллельной сварке а одну сторону необходимо, чтобы конструкция многодугового автомата обеспечивала установку сварочных головок на заданное (жесткое) расстояние. Такие автоматы находят применение в массовом производстве сварных изделий, где оборудование перестраивают редко. При параллельной сварке в разные стороны устройство смещения многодугового автомата обеспечивает возможность перемещения сварочных головок в противоположные стороны. Этот вопрос решается достаточно просто, однако требует дополнительной коммутационной аппаратуры.
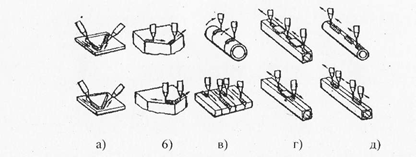
Рисунок 14 Схема выполнения сварки многодуговыми автоматами
Широкое распространение получила многодуговая сварка последовательных швов без перекрытия, рисунок 1, г и с перекрытием, рисунок 1, д как в одну сторону так и в противоположные. Этот способ применяют для дуговой сварки длинномерных конструкций. При сварке под флюсом выполнение перекрытия отдельных швов усложняется из-за наличия шлаковой корки, которая должна удаляться специальным устройством. В некоторых случаях одна из сварочных головок выполняет сварку по твердожидкой корке.
Основными преимуществами многодуговой сварки по сравнению с однодуговой при прочих равных условиях являются уменьшение сварочных деформаций, увеличение объема продукции с единицы производственной площади и более компактное размещение источников питания и контейнеров со сварочными материалами.
Многодуговые автоматы по своей конструкции аналогичны однодуговым, и их также изготовляют йз унифицированных узлов. В отличие от однодуговых автоматов многодуговые имеют большее число сварочных головок, подающих механизмов, кассет для электродной проволоки и т. д. Система, управления многодугового автомата должна обеспечивать управление электроприводами соответствующих механизмов перемещения сварочных головок по принятой •циклограмме в возможность ее изменения.