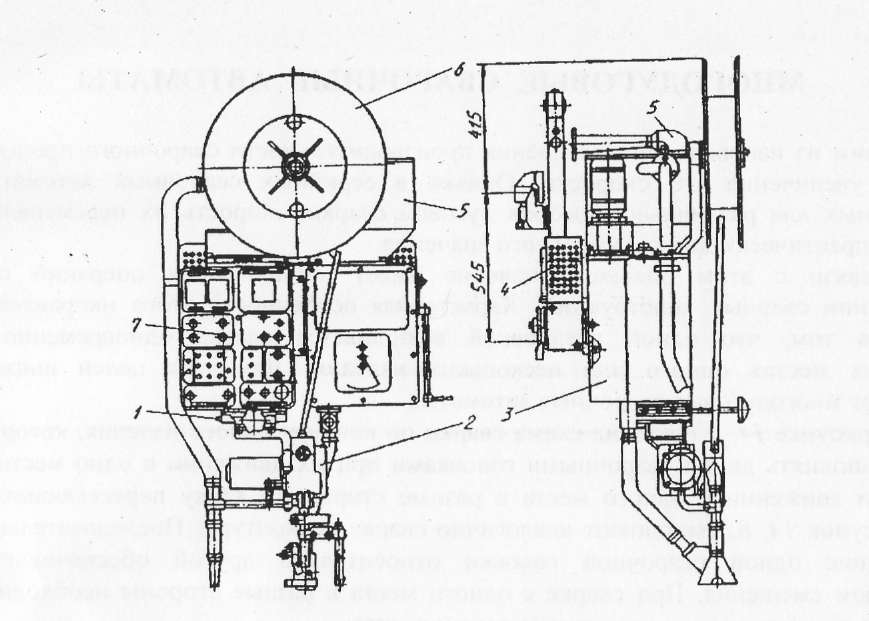
Рнсунок 7 Самоходная тележка для перемещения сварочной головки
Самоходная тележка предназначена для перемещения сварочной головки подвесного или самоходного типа. Ее четыре колеса приводятся в движение рабочим или маршевым электродвигателями. На самоходной тележке, в центре, размещен держатель сварочной головки, а по обе стороны от него установлены электродвигатели рабочей и маршевой скорости. Привод тележки соединяется с ее колесами с помощью фрикционной муфты, позволяющей при настройке перемещать тележку вручную. В конструкцию самоходной тележки, рисунок 7, входит электродвигатель рабочего перемещения /, держатель сварочной головки 2 и электродвигатель маршевого перемещения 3.
Рисунок
8 Световой указатель положения электрода
(дуги)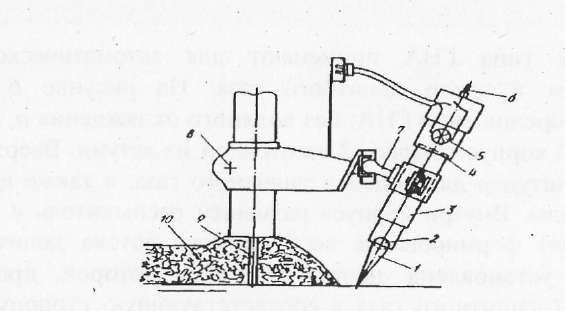
В некоторых конструкциях аппаратов для автоматической сварки под флюсом контроль положения электрода (дуги) относительно кромок шва осуществляется с помощью светового указателя, рисунок 8. Корпус 3 светового указателя прикреплен к ссыпному патрубку с помощью шарнира 7. В корпусе 3 светового указателя расположены:источник света — лампа накаливания 5; линза 2, фокусирующая луч света /, выключатель б и диафрагма 4. Перед началом работы указатель совмещают с электродной проволокой 9 в одной плоскости. В процессе сварки указатель, перемещаясь перед флюсом 10, показывает положение сварного [ива. Существенным недостатком рассмотренного указателя является обязательный визуальный контроль за свариваемым швом, ручная корректировка положения электрода.
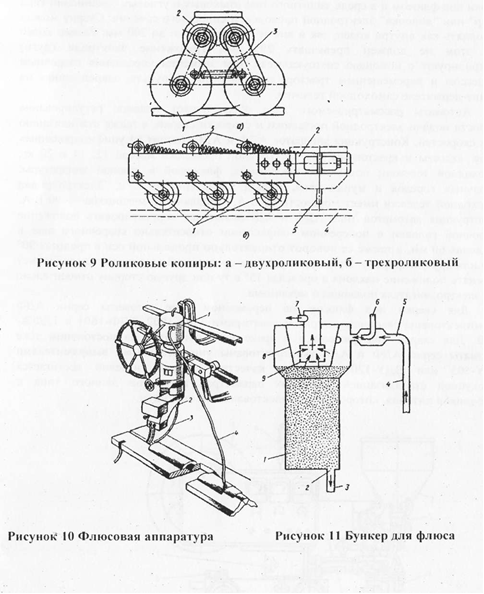
При сварке с разделкой шва находят применение простые устройства — роликовые копиры, направляющие электрод по кромке шва с разделкой. Роликовые копиры могут быть двухроликовые, рисунок 9, а и трехроликовые, рисунок 9, 6. Ролики / копира расположены друг за другом и скреплены кронштейном 2. Ось роликов должна находиться в одной плоскости с направлением электрода 5. Перед началом сварки ролики устанавливаются по кромке шва 4 и прижимаются к ней пружинами 3. С помощью этих пружин осуществляется направление роликового копира по кромке шва как в горизонтальной, так и вертикальной плоскости.
Отечественной промышленностью выпускаются унифицированные блоки, выполняющие отдельные функции: слежения и поиска кромок шва, управление механизмами перемещения, подачи проволоки и т.д. Из этих блоков можно собрать необходимый комплекс системы управления сварочным процессом, отвечающий поставленным технологическим требованиям.
Для автоматической сварки в защитных газах применяют газовую аппаратуру, аналогичную газовой аппаратуре используемой при механизированной сварке в защитном газе.
Для автоматической сварки под флюсом применяют флюсовую аппаратуру, рисунок 10, состоящую из бункера для флюса I, шланга 3 для подачи флюса в зону сварочной дуги с патрубком 2 и шланга 4 для отсоса излишнего флюса после проведения сварки.
Бункер для флюса, рисунок 11 —это металлическая емкость, из которой флюс под действием своего веса поступает через патрубок 2 и шланг 3 в зону сварочной дуги. По окончании сварочного процесса оставшийся флюс всасывается через шланг 4, трубу 5 в бункер, снабженный всасывающей системой. Эта система состоит из эжектора 6, выходного патрубка 7 для очищенного воздуха, циклона 8 и хлопчатобумажного фильтра 9. В циклоне 8 флюсосмесь очищается от воздуха, который, пройдя через хлопчатобумажный фильтр 9, поступает в замкнутую схему воздухоснабжения через выходной патрубок 7.
АВТОМАТЫ ТРАКТОРНОГО ТИПА ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ И В СРЕДЕ ЗАЩИТНОГО ГАЗА
Серия автоматов АДФ и АДГ предназначена соответственно для дуговой сварки под флюсом и в среде защитного газа стыковых и угловых соединений типа "тавр" или "лодочка" электродной проволокой сплошного сечения. Сварку можно выполнять как внутри колеи, так и вне ее на расстоянии до 200 мм. Размер колеи при этом не должен превышать 295 мм. Положение электрода (дуги) контролируют с помощью светоуказагеля. Все элементы управления сварочным процессом и перемещением трактора расположены на пульте, закрепленном на стойке-держателе самоходной тележки.
Автоматы рассматриваемого типа обеспечивают плавное регулирование скорости подачи электродной проволоки и скорости сварки, а также стабилизацию этих скоростей. Конструкция аппаратов АДФ и АДГ состоит из унифицированных узлов: кассеты и крестовины для электродной проволоки массой 12, 14 и 20 кг; самоходной тележки; подающих механизмов, флюсовой и газовой аппаратуры; сварочных горелок и мундштуков, пульта управления и т. д. Электропривод самоходной тележки имеет мощность 60 ВА, а подающего механизма — 90 ВА. Конструкция автоматов типа АДФ и АДГ позволяет корректировать положение сварочной головки в поперечном направлении относительно сварочного шва в пределах 60 мм, а также ее поворот относительно продольной оси в пределах 90° в ту или другую сторону. При сварке угловых соединений сварочная головка может изменять положение наклона в пределах 45° в ту или другую сторону относительно оси электродвигателя подающего механизма.
Для сварки под флюсом на переменном токе автоматы серии АДФ укомплектованы сварочными трансформаторами ТДФ-1002, ТДФ-1601 и ТДФЖ- 2002. Для сварки под флюсом и в среде защитного газа на постоянном токе автоматы серии АДФ и АДГ укомплектованы универсальными выпрямителями ВДУ-505 или ВДУ-1201. Высокое качество сварных изделий достигается совокупной стабилизацией выходных параметров автоматов данного типа и источников питания, которыми укомплектованы эти автоматы.
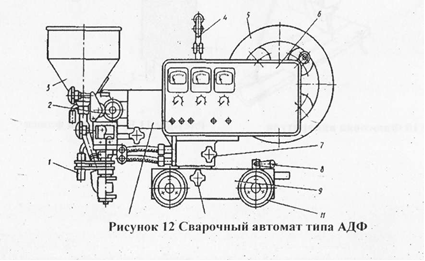
Автомат тракторного типа для обеспечения сварки под флюсом, рисунок 12 состоит из следующих элементов и узлов: светоуказателя /; подающего механизма 2, флюсобункера 3; промежуточных роликов -/ подачи; кассеты с электродной проволокой 5; пульта управления 6; маховиков 7, 10 регулировки положения сварочной головки относительно сварного шва; рукоятки 8 для зацепления с приводом самоходной тележки; самоходной тележки 9; сварочной головки /
.АВТОМАТЫ ПОДВЕСНОГО ТИПА, САМОХОДНЫЕ
Для дуговой сварки изделий с различными формой и размерами сварных швов (криволинейные швы, швы с переменным сечением и т. д.) широко применяют автоматы подвесного типа. В большинстве случаев эти автоматы самоходные. Их перемещение осуществляется по направляющему рельсу с помощью самоходной тележки. В зависимости от способа сварки автоматы подвесного типа могут быть укомплектованы источником переменного или постоянного тока, которые обеспечивают номинальный сварочный ток и имеют необходимую внешнюю характеристику.
Отечественная промышленность на базе унифицированных узлов выпускает серию (А-1400) подвесных самоходных сварочных автоматов, предназначенных для дуговой сварки под флюсом углеродистых сталей, - А-1401, А-1410; для дуговой сварки в среде углекислого газа углеродистых сталей — А-1417; для дуговой сварки в среде инертного газа изделий из алюминия и его сплавов — А- 1431 и т. д. Сварочные автоматы серии А-1400 рассчитаны на длительную работу и могут применяться как самостоятельно, так и входить в комплект сварочных автоматических линий. Отличительная особенность сварочных автоматов серии А- 1400 - их пригодность для дуговой сварки различных типов швов. Эти сварочные автоматы обеспечивают широкий диапазон регулирования режимов сварки, а также возможность быстрой переналадки при изменении сварочной технологии.
В конструкцию автоматов для дуговой сварки под флюсом серии А-1400 входят следующие унифицированные узлы: суппорт /; подающий механизм 2; механизм 3 вертикального перемещения; самоходная тележка 4; флюсовая аппаратура 5; кассета 6 с электродной проволокой, пульт управления 7 (рис. 4). При дуговой сварке в среде защитного газа в автомате А-1417 или А-1431 флюсовую аппаратуру заменяют газовой, а мундштук - сварочный горелкой. В автомате серии А-1400 применена схема тянущего подающего механизма, что обеспечивает равномерную подачу электродной проволоки как стальной, так и алюминиевой.
Сварочный автомат А-1411П предназначен для дуговой сварки в среде углекислого или инертного газа стальной электродной проволокой сплошного сечения изделий типа балок, ребер жесткости и т. д. Отличительная особенность автомата А-141 I Г1 - увеличение почти в 2 раза вертикального и горизонтального перемещения (хода) сварочной головки по сравнению со сварочными автоматами серии А-1400, а также возможность обеспечения системой слежения за стыком шва и его поиска перед началом сварочного процесса