

Подп. и дата
Взам. инв. №
Инв. № дубл.
Инв. № подл.
Подп. и дата
$3
Со
Введение
На протяжении своего существования человечество стремилось облегчить себе жизнь, переложить работу на инструменты, механизмы, машины. Вначале это был грубый каменный топор, теперь самолёт и космический спутник. Совершенствовались технологии, ужесточились требования к машинам и механизмам. Автоматические системы приходят на смену автоматизированным. Человек больше времени занимается обслуживанием производственного оборудования, чем самим производством.
Качество является одним из важнейших требований к производственной продукции. Высокое качество изделия, при его изготовлении, обеспечивается такими производственными как:
• качество оборудования и инструмента
• физико-химические и механические свойства материалов и заготовок
совершенство технологического процесса
качество обработки и контроля
Качество, полученной после обработки детали, характеризуется точностью обработки. От того, на сколько точно будет выдержан размер и форма детали при обработке, зависит правильность сопряжения деталей в изделии и, как следствие надёжность изделия в целом. Так как обеспечить абсолютное соответствие геометрических размеров детали, после обработки, требуемым значениям невозможно, вводят допуски на возможные отклонения. Допуски принимаются в зависимости от условий работы детали в изделии. Допуск на погрешность обработки позволяет выполнять размеры сопрягаемых деталей в заранее установленных пределах.
Погрешность обработки - это отклонение полученного размера детали от заданного. Погрешность обработки является результатом смещения одного или нескольких элементов технологической схемы под влиянием тех или иных факторов.
В данном курсовом проекте была сделана попытка разработки наиболее быстрого технологического процесса. Для этого выполнены:
анализ исходных данных и технологичность
спроектирован технологический процесс обработки
выбран станок и режим обработки детали.
«
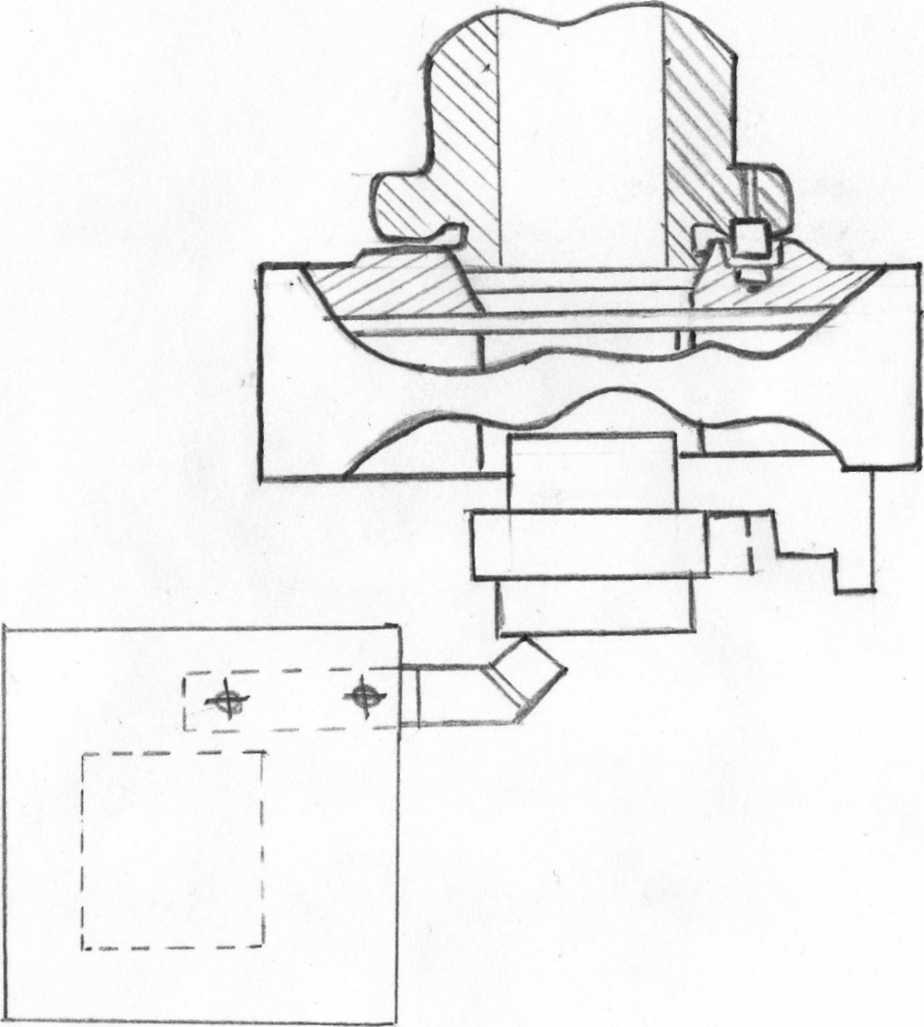
1.3 План обработки
Операция 5 токарная:
рис.3
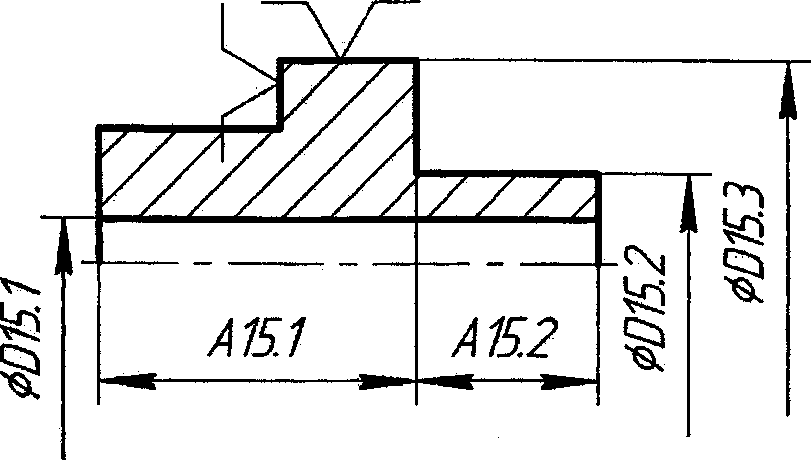
Операция 15 токарная:
рис. 4
 рис.
6
рис.
6
1.4 Переходные поверхности.
На операции 020 производится шлифование наружного цилиндра (Да 1,25) торца (Ка 1,25). Руководствуясь справочником [1], будет иметь место переходная поверхность представленная на рис. 1
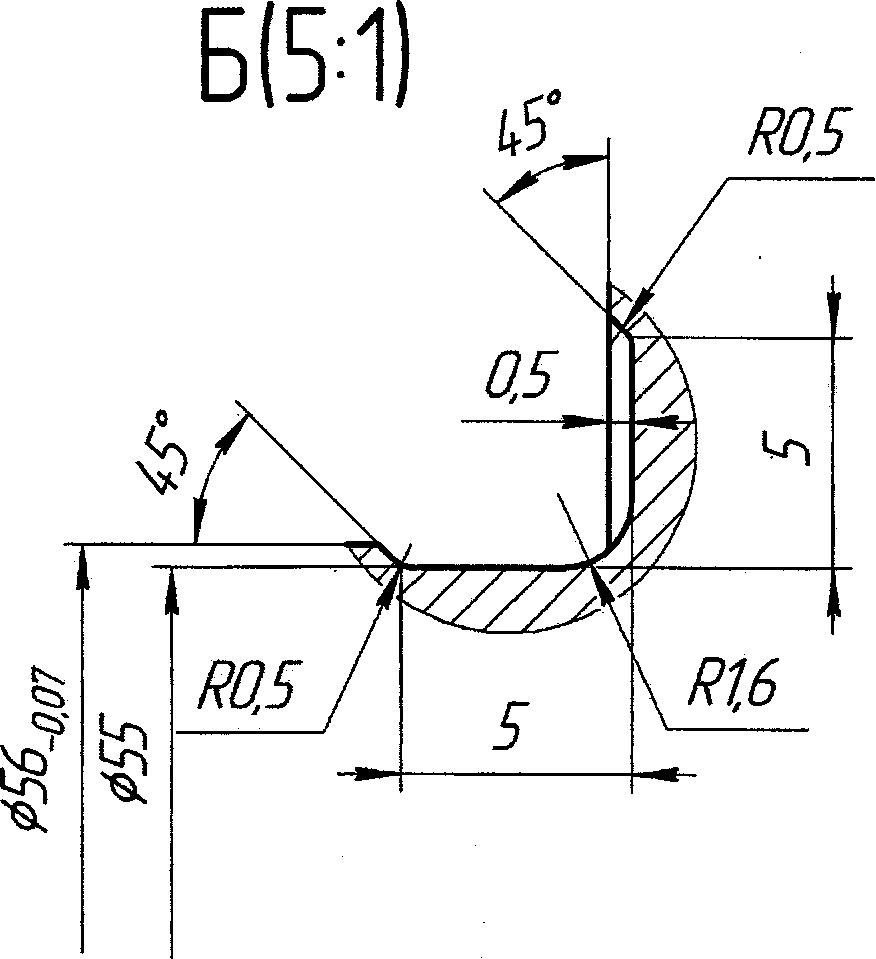
 рис.
8
рис.
8
Где 2 п. п - припуски, А п. п - технологические и 8 п. п. - конструкторские размеры.
*
2.1 Проверка схемы
К каждой поверхности заготовки должна подходить только одна стрелка, кроме корневой (базы на первой технологической операции) -выполняется;
если п - число поверхностей, а ^ А количество технологических размеров, то должно выполняться равенство:
1А=п-1
10= 11 -1, выполняется
3. если Х$ - количество конструкторских размеров, а - число припусков, то должно выполняться равенство:
ХА=][]8+ Х^; 10=3+7, выполняется.
3. Граф линейных размеров
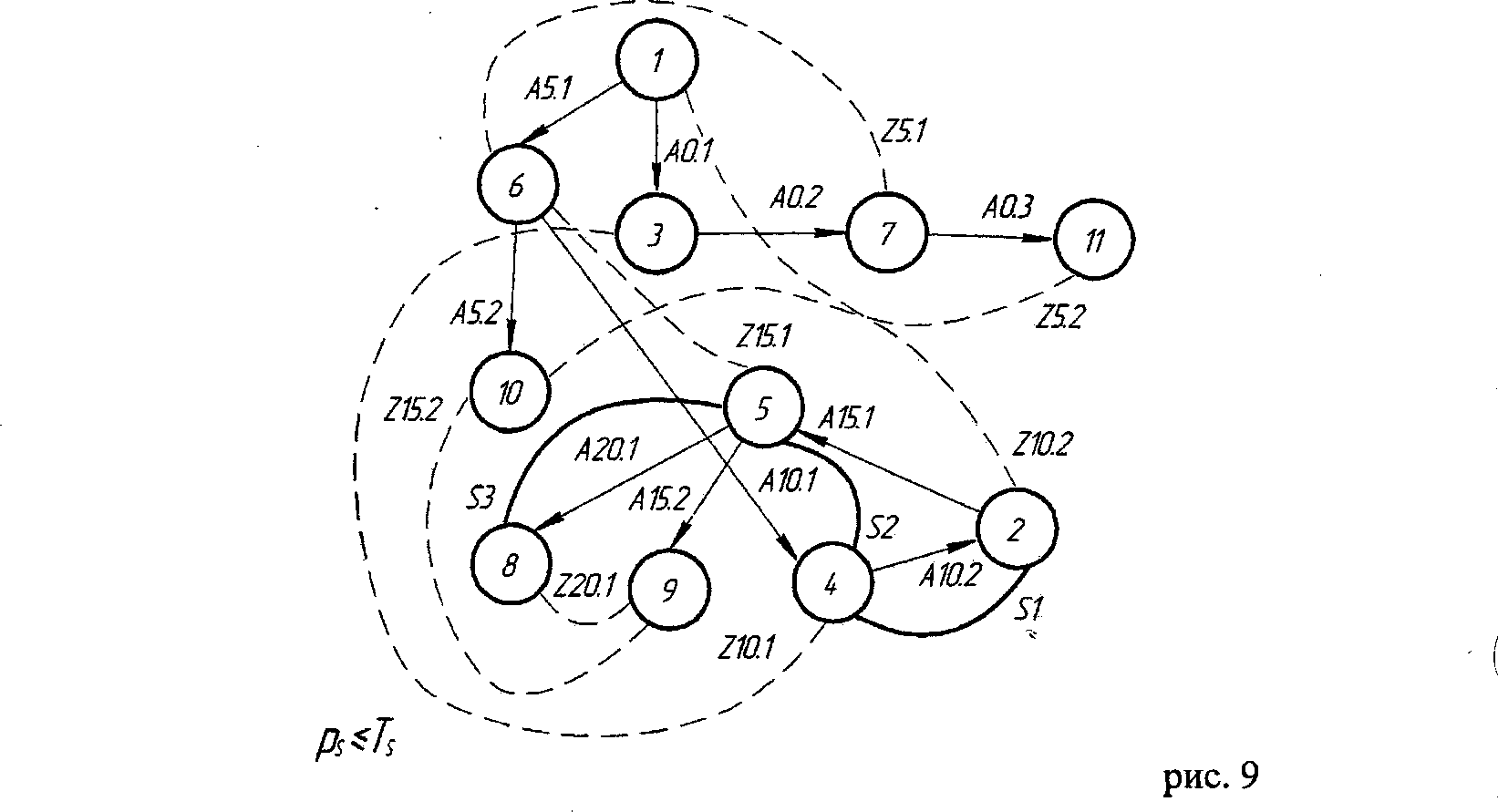
Прямыми линиями на графе изображены изменения поверхностей заготовки в процессе обработки, в кружочках - номера поверхностей (см. схему обработки). Толстыми дугами обозначены конструкторские размеры, штриховка- припуски.
Граф не должен содержать поверхностей без стрелок, а конструкторские размеры не должны образовывать кольца. Эти условия выполняются.
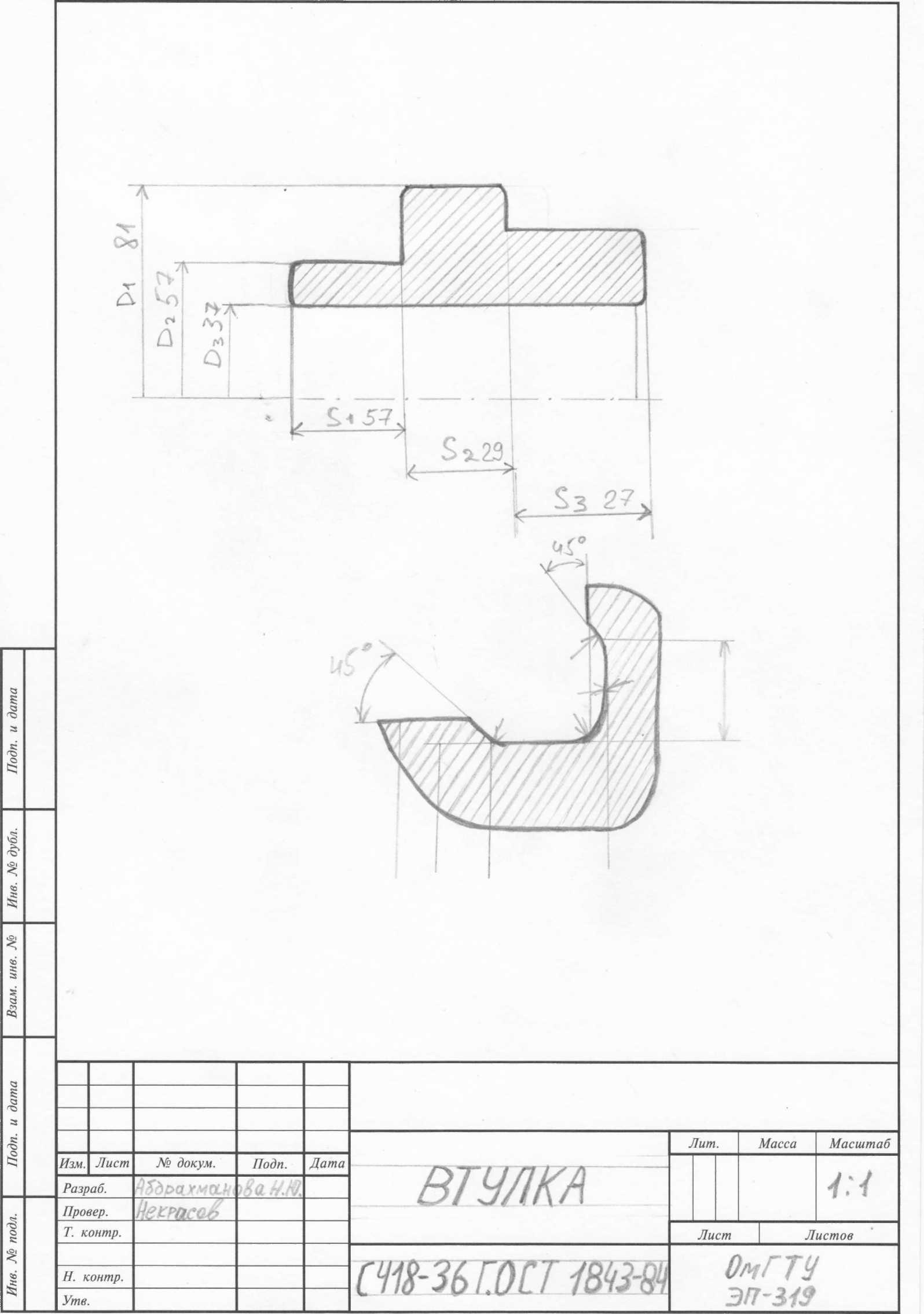
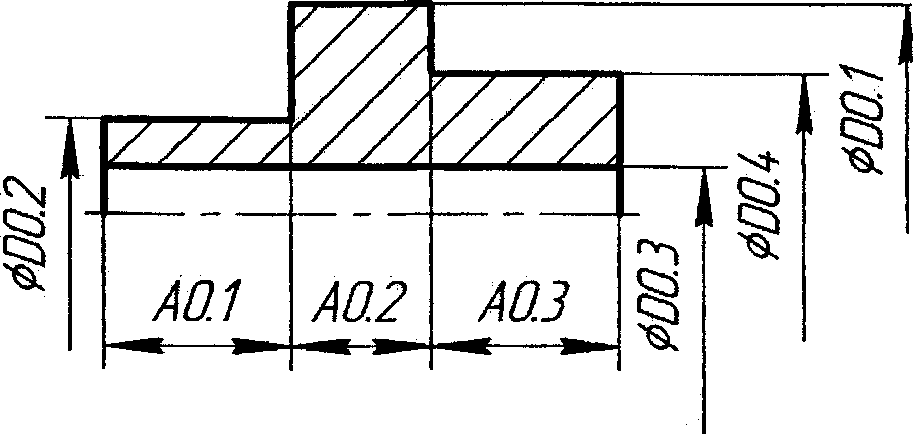
1. Расчет линейных технологических размеров 1.1 Исходные данные
Рабочий чертёж детали (рис. 1), с выделенной на ней размерной
цепью.
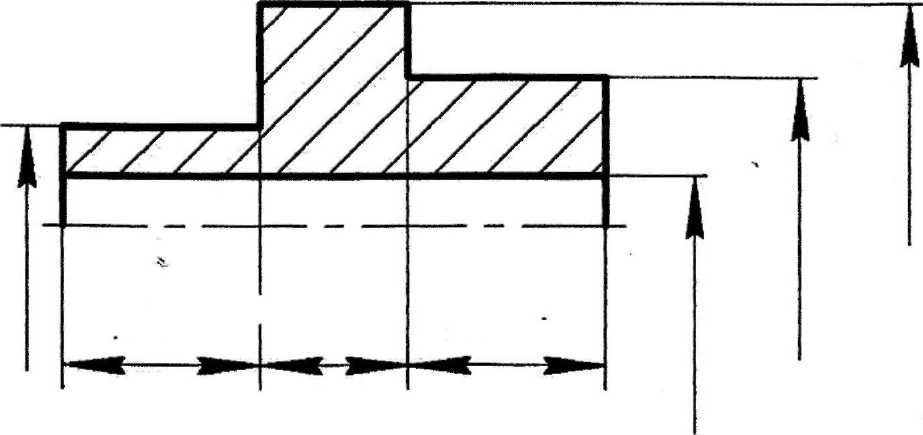
рис.1
Конструкторские размеры приведены в таблице №1
Размеры |
||||||
81 |
82 |
83 |
Б1 |
Б2 |
БЗ |
т |
57-0,4 |
29±о,2 |
27-одб |
81-о,об |
57-0,07 |
37+0,1 |
63-0,3 |
1.2. Методы получения и формы исходной заготовки
Операция 0. Штамповка.
з
4. Расчет технологических допусков и составляющих припуска.
Расчет технологических допусков и составляющих припуска представлен в таблице №2
операции |
Наименова ние операции |
Индекс размера |
Величина размера |
Квалитет |
Допуск т |
Качество поверхности |
Индекс припуска |
Минималь ная величина припуска Ъ |
|
К.21 |
Ы |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
9 |
10 |
11 |
12 |
0 |
Отливка коккель Черн. |
А 01 |
57 |
15 |
1,2 |
0,2 |
0,3 |
- |
- |
А 02 |
31 |
15 |
1 |
0,2 |
0,3 |
- |
- |
||
А оз |
27 |
15 |
0,84 |
0,2 |
0,3 |
- |
- |
||
5 |
Токарная Чист. |
А 5.1 |
86 |
10 |
0,14 |
0,05 |
0,05 |
25.1 |
0,5 |
А 5.2 |
29 |
10 |
0,84 |
0,05 |
0,05 |
25.2 |
0,5 |
||
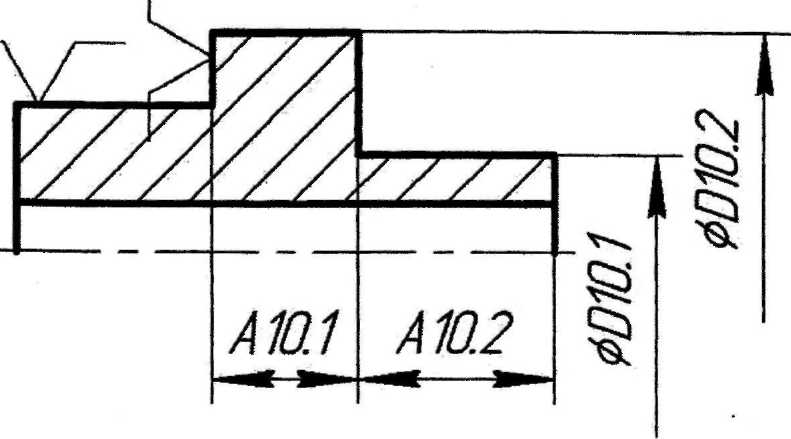
10 |
Токарная * Черн. |
А 10.1 |
28 |
12 |
0,21 |
0,05 |
0,05 |
210.1 |
0,5 |
А 10.2 |
56 |
12 11 |
0,3 0,15 |
0,05 |
0,05 |
210.2 |
0,1 |
||
15 |
Токарная чист |
А15.1 |
81 |
10 |
0,14 |
0,05 |
0,02 |
215.1 |
0,1 |
А 15.2 |
27 |
10 |
0,084 |
0,02 |
0,02 |
215.2 |
0,4 |
||
20 |
Токарная Черн. |
А 20.1 |
25 |
7 |
0,030 |
0,05 |
0,02 |
2 20.1 |
0,03 |
Точность размера (1Т-квалитет и Т- величина допуска) взяты из справочника [1] для каждой из операций и для каждого технологического размера. К2 — шероховатость поверхности п (Т) - дефектный слой. Необходимо соблюсти условие:
Р8<Т8
^1=^10.2= 0,3 < 0,4
/552=^ю.1=0,21<0,3
3. Ряз= ^20.1 =0,030<0,16
Символ размера - из плана обработки;
Величина размера - ориентировочная величина размера, рассчитанная используя схему обработки. Зная величину конструкторского размера, принимает величину припуска примерно равной 1 мм, тогда: А01= ^+2=59+1= 58 мм А02=82+32=31+3= 32 мм А03==83+2=29+1= 28 мм А5л=5г+ 82+2/:=59+31+2= 87 мм А52=83+32=29+3= 30 мм А1а1=82+2-2=31+1-1= 29 мм Ат2=51+2=59+1= 58 мм А15.1=51+82-32 =59+31-3= 82 мм А15.2=53+32-22 =29+3-2= 28 мм А20.1 =83+22-32 =29+2-3= 26 мм