

Выбор вида технологического процесса
При выборе способа изготовления отливок должен быть найден оптимальный вариант. Оптимальным может быть назван технологический процесс, при котором обеспечивается наиболее высокие технико-экономические показатели изготовления отливок, удовлетворяющим по качеству предъявляемым техническим требованиям.
При назначении технологического процесса принимают во внимание:
- массу и габариты отливок
- сложность и требования, предъявляемые к ним
- масштаб производства
- условия и возможности литейного цеха – мощность и наличие оборудования, материалов
- срочность заказа
В настоящее вовремя основную массу отливок изготовляют литьем в песчаные формы из-за низкой стоимости, недефицитности материалов и простотой организации технологического процесса. С развитием литейного производства все большее значение приобретают специальные способы литья.
Таблица 1. Ориентировочная характеристика различных способов литья
|
в песчаные формы |
выпл. моделям |
обол-ка |
кокиль |
под давл-ем |
центр. литье |
|
|
ручн. |
маш-ая |
|||||
Ограниченность размеров |
5 |
4 |
2 |
3 |
4 |
1 |
4 |
Ограниченность массы |
5 |
4 |
2 |
3 |
4 |
1 |
4 |
Сложность отливок |
5 |
5 |
5 |
3 |
2 |
3 |
2 |
Применимость для различных сплавов |
4 |
4 |
5 |
3 |
2 |
2 |
3 |
Тонкостенность |
2 |
2 |
5 |
3 |
1 |
- |
4 |
Шероховатость |
1 |
2 |
4 |
3 |
3 |
5 |
3 |
Возрастание экономичности с увеличением партии отливок |
2 |
4 |
2 |
3 |
4 |
5 |
4 |
КИМ |
1 |
2 |
4 |
3 |
3 |
5 |
3 |
Производительность |
2 |
4 |
1 |
3 |
4 |
5 |
4 |
5 – наилучший показатель процесса, 1 - наихудший |
|||||||
Анализ технологичности
Технологичность конструкции литой детали – совокупность свойств, проявляемых при оптимальных затратах труда, средств, материалов и времени при ее изготовлении, а также при изготовлении из нее детали. При конструировании технологичной отливки необходимо учитывать большое число различных факторов – показатели технологичности – удельная металлоемкость, КИМ, точность геометрической формы, удельная трудоемкость, обрабатываемость, коэффициент необработанной поверхности (отношение необработанной площади поверхности ко всей площади поверхности детали).
Для определения технологичности литой детали на нее направляют с двух сторон пучки лучей света. Если помещенная в эти лучи отливка не будет давать теней, то она считается технологичной. В противном случае деталь не технологична.
При конструировании технологичных деталей необходимо руководствоваться следующими соображениями:
1. при одновременном затвердевании стенки отливки, приливы и ребра должны иметь одинаковую толщину;
2. литые детали должны иметь наиболее простую конфигурацию, минимальное количество резких поворотов и разветвлений, ребер жесткости;
3. чем хуже жидкотекучесть сплава, тем меньше толщина стенки отливки;
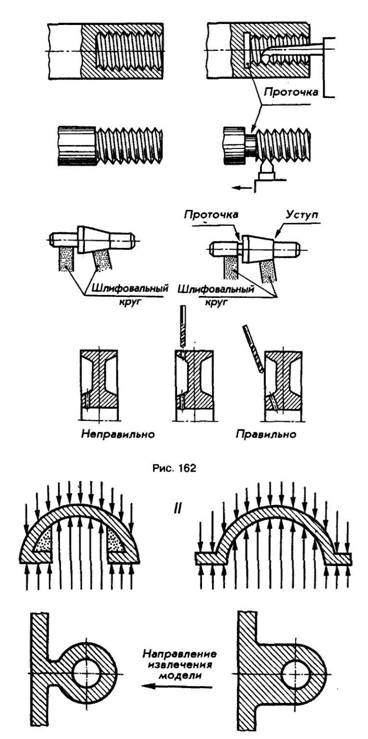
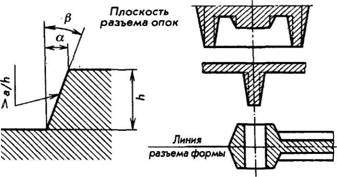
4. в конструкции детали предусматривают необходимые уклоны, облегчающие извлечение модели из формы;
5. соединения V-образного типа склонны к образованию трещин, усадочной пористости и пригара между стенками. Такое сопряжение необходимо заменять на Т-образные;
6. недопустимы резкие переходы вследствие образования напряжений и трещин;
7. весьма нетехнологично X-образное сопряжение – лучше два Т-образных;
8. всевозможные бобышки, оси которых не перпендикулярны к плоскости разъема, мешают свободному извлечению модели из формы
9. в колесных деталях (маховиках, шестернях) спицы должны иметь «пружинную» конструкцию, уменьшающую возможность образования трещин в местах перехода к ступице и ободу.
Таким образом, при анализе технологичности конструкцию литой детали рассматривают с различных позиций. Особое внимание обращают на образование дефектов усадочного происхождения, на условия возникновения внутренних напряжений, на заполняемость стенок формы (образование недоливов), на формирование пригара, на удобство формовки и сборки форм (положение формы при заливке, плоскости разъема, количество и сложность стержней, их установка и контроль при сборке).
Анализ технологичности всегда производят применительно к определенному способу изготовления отливок, так как технологичность отливок, получаемой различными способами, различна.