

6 Конструктивные особенности агрегатов
Для выплавки стали марки 110Х18М-ШД используется одноэлектродная дуговая сталеплавильная печь постоянного тока, емкостью 10 т.
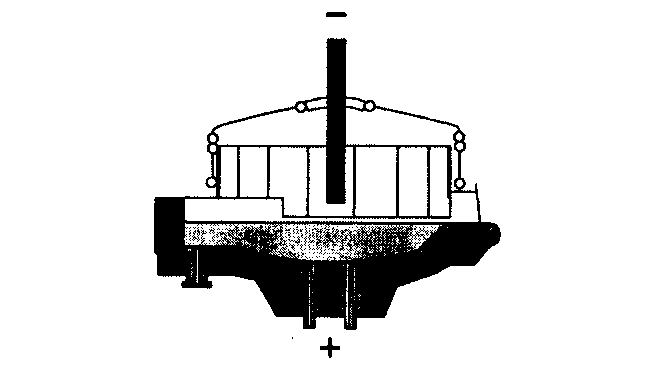 Дуговые
печи постоянного тока по конструкции
близки к трехфазным ДСП и отличаются
от них наличием одного графитированных
сводовых электродов (катодов) и одного
или более подовых электродов (анодов),
подводящих ток к переплавляемому
металлу. В
этих печах электрическая дуга горит
между вводимым в рабочее пространство
сверху графитированным электродом и
жидким металлом или твердой шихтой, к
которым напряжение подводят с помощью
располагаемых в подине специальных
токопроводящих устройств (подовых
электродов). Применен
один привод перемещения электрода.
Печь имеет водоохлаждаемые
своды и стены и эркерное устройство для
выпуска металла. Она оборудована
топливокислородными горелками и
устройствами для вдувания кислорода
трубками в ванну через рабочее окно, а
также устройством вдувания угольной
пыли с целью вспенивания шлака. Источник
питания печи постоянного тока включает
силовой понижающий трансформатор и
за ним ряд параллельно включенных
тиристорных преобразователей
(выпрямителей). Подовый электрод
многоштыревого типа состоит из группы
контактных стержней-штырей из стали,
замурованных в огнеупорную набивку.
Нижние, выступающие из набивки, концы
штырей охлаждают воздухом, подаваемым
вентилятором. Стойкость такого электрода
составляет 600 – 1000 плавок. После износа
заменяют набивную часть пода вместе со
штырями.
Дуговые
печи постоянного тока по конструкции
близки к трехфазным ДСП и отличаются
от них наличием одного графитированных
сводовых электродов (катодов) и одного
или более подовых электродов (анодов),
подводящих ток к переплавляемому
металлу. В
этих печах электрическая дуга горит
между вводимым в рабочее пространство
сверху графитированным электродом и
жидким металлом или твердой шихтой, к
которым напряжение подводят с помощью
располагаемых в подине специальных
токопроводящих устройств (подовых
электродов). Применен
один привод перемещения электрода.
Печь имеет водоохлаждаемые
своды и стены и эркерное устройство для
выпуска металла. Она оборудована
топливокислородными горелками и
устройствами для вдувания кислорода
трубками в ванну через рабочее окно, а
также устройством вдувания угольной
пыли с целью вспенивания шлака. Источник
питания печи постоянного тока включает
силовой понижающий трансформатор и
за ним ряд параллельно включенных
тиристорных преобразователей
(выпрямителей). Подовый электрод
многоштыревого типа состоит из группы
контактных стержней-штырей из стали,
замурованных в огнеупорную набивку.
Нижние, выступающие из набивки, концы
штырей охлаждают воздухом, подаваемым
вентилятором. Стойкость такого электрода
составляет 600 – 1000 плавок. После износа
заменяют набивную часть пода вместе со
штырями.
Для внепечной обработки стали применяется агрегат «ковш-печь» емкостью 12 т. оборудован стационарным сводом и пережвижным ковшом.
Агрегат ковш-печь снабжен устройствами для введения сыпучих материалов (бункерная эстакада с весодозирующими устройствами) и трайб-аппаратами для введения материалов в виде проволоки. Нагрев металла на АКП осуществляется также, как дуговых печах (ДСП), но мощность трансформаторов установок ковш-печь значительно меньше, чем используется на дуговых печах и составляет 100 – 160 кВт/А. Кроме этого, мощность подвода тепла ограничивается повышенным износом кладки ковша выше уровня металла ввиду малого (по сравнению с дуговой печью) диаметром ковша. Удельный расход электроэнергии на АКП составляет примерно 10 % от суммы всех энергозатрат на выплавку стали. Вдувание газа осуществляется через одну-три пористые пробки. Также возможно электромагнитное перемешивание металла.
Специальные изложницы применяются для формирования слитка – электрода для дальнейшего переплава. Форма круглая 310 мм, является сквозной и разъемной, торцевые поверхности обработаны, имеют внутреннюю фаску на торце.
Для электрошлакового переплава применяется однофазная установка с круглым кристаллизатором, диаметром 340 мм. Для питания печи используется мощный однофазный трансформатор с регулируемым напряжением. Подключение печи к трансформатору осуществляется по схеме электрод-поддон. На печи установлен водоохлаждаемый кристаллизатор-изложница, во время плавки неподвижен. Высота кристаллизатора-изложницы превышает высоту слитка на величину шлаковой ванны, затравки и запас для слива воды. Поддон сферического типа, является основанием. Верхняя часть выполнена водоохлаждаемой, форма круглая.
Для вакуумно-дугового переплава применяется установка со стационарным кристаллизатором и отъемным поддоном. Кристаллизатор глуходонный диаметром 400 мм. Рабочая камера является центральным узлом, вокруг которого монтируются остальные части печи. Поддон закрывает кристаллизатор снизу, примыкая к торцу гильзы, обеспечивает герметичность печи. Система вакуумирования состоит из одного бустерного паромасляного насоса, двух форвакуумных механических насосов, затворов, вакуум-проводов, ловушки и приборов измерения давления. Источниками питания ВДП служат машинные генераторы постоянного тока.