

4. Групповая обработка - основа эффективного производства
4.1. Основы групповой обработки
Групповое производство является передовой и прогрессивной в технико-экономическом отношении формой организации производственных процессов в условиях серийного, мелкосерийного и единичного выпуска продукции, основанной на предметной специализации производственных систем и унификации технологий.
Групповое производство характеризуют два отличительных принципа ее организации. Первый из них утверждает подетальную специализацию производственных систем на уровне цеха, участка, многооперационной поточной линии, а следовательно, определенную пространственную и временную концентрацию производства однородных предметов труда. Второй - унификацию технологических процессов изготовления, сосредоточенных в данной системе предметов труда (деталей, изделий), а следовательно, определенную концентрацию необходимых для этого средств труда (оборудование, оснастка) и их специализацию. В условиях группового производства на этой основе в наиболее полной мере могут быть соблюдены и все другие известные принципы рациональной организации производственного процесса - пропорциональность, параллельность, прямоточность, ритмичность, непрерывность, автоматичность.
В зависимости от полноты учета указанных организационных принципов и достигаемой при этом органичной увязки с разрабатываемой и внедряемой унифицированной технологией, групповое производство реализуется на практике в различных формах и с разным уровнем эффективности.
Обеспечение определенной однородности деталей, закрепленных за формируемыми подетально специализированными участками, осуществляется на основе анализа объектов производства. Требуемая целенаправленность такого анализа достигается с помощью классификации совокупности этих объектов, которая дает возможность правильно определить различные стороны форм связи и взаимодействия элементов в производственном процессе.
В зависимости от характера продукции и объемов ее выпуска подетально специализированные участки могут быть организованы с различной степенью конструктивно-техноло-гической и планово-организационной однородности обрабатываемых деталей, определяемой общностью конструктивно-технологических характеристик деталей, трудоемкостью обработки, сходством объемов выпуска и степенью регулярности повторения производства деталей.
Вопросы классификации деталей в связи с формированием предметно-замкнутых участков как синтеза важнейших конструктивно-технологических и планово-организационных характеристик детали основываются на теории классификации деталей машин с идеей типизации технологических процессов. Анализ подетального состава участка должен производиться двумя взаимосвязанными этапами. На первом этапе выполняется собственно классификация, позволяющая сгруппировать детали по их конструктивной общности и сходству технологических маршрутов обработки. На втором этапе эта задача дополняется анализом определяющих планово-организационных параметров производства деталей.
Конструктивно-технологическая классификация деталей является базой для анализа и составления комплектов деталей по признаку подобия конструкции и технологических процессов обработки. Круг этих признаков, их внутренняя градация устанавливается с учетом конструктивных технологических особенностей изделий, выпускаемых данным машиностроительным подразделением - цехом, участком, группой, малым предприятием.
В условиях машиностроения к числу таких основных признаков можно отнести следующие: вид заготовки, габариты детали, основной технологический маршрут обработки, конструктивный тип деталей, уровень качественно-точностных требований.
Первый из этих признаков предопределяет общий характер механической обработки и выбор типа оборудования. По этому признаку вся исследуемая совокупность обрабатываемых деталей подразделяется на группы, изготавливаемые, например, из поковок и штамповок, стального, чугунного и цветного литья, проката.
Второй признак обусловливает размер и мощность оборудования, необходимого для обработки. В связи с этим группы деталей подразделяются на подгруппы крупных, средних или мелких деталей с указанием размерного интервала.
По третьему признаку принимаются во внимание зафиксированные технологическим процессом ведущие и определяющие по сложности и трудоемкости операции обработки детали и опускаются такие второстепенные операции, как зачистка, снятие заусенцев и т.п. На этой стадии происходит очередное деление подгрупп по общности определенных видов обработки, например, с преобладающей токарно-револьверной или токарно-фрезерной.
Четвертый признак устанавливается по сходству конструктивной характеристики типа деталей. Это делается в целях разбивки всей номенклатуры деталей на минимально необходимое число групп конструктивных типов, а также для правильного закрепления их за участками в соответствии с профилем их подетальной специализации. По этому признаку в группах выделяются детали типа корпусных стоек, кронштейнов, рукояток, валов, фланцев, шестерен и др.
Пятый признак предопределяет необходимость применения финишных операций и реализующих эти операции оборудования и технологическую оснастку.
После группирования деталей конструируется типовой представитель, который должен отвечать следующим требованиям:
отражать принципиальные конструктивно-технологиче-ские особенности изделий данной группы;
объем выпуска представителей конструктивно-одно-типных групп должен быть близким и наиболее характерным для данной группы изделий;
количество типовых представителей должно быть таково, чтобы число деталей-наименований, входящих в них и принимаемых за основу классификации, обеспечивало необходимую достоверность выборки.
При проектировании групповых технологических процессов необходимо исходить из следующих основных положений:
структура группового процесса, т.е. последовательность технологических операций, переходов должна обеспечивать наиболее полную, экономически выгодную обработку деталей в соответствии с требованиями чертежа;
переналадка станка при переходе к обработке партий очередных деталей должка быть простой, доступной для станочника низкой квалификации и краткой по времени. Время на переналадку должно быть значительно меньше времени, необходимого для настройки станка в индивидуальном технологическом процессе;
переналадка станка должна сводиться, главным образом, к переналадке приспособления и установке на станке ранее определенного оптимального режима резания. При переналадке может иметь место замена режущего инструмента.
Применяемое оборудование и технологическая оснастка должны удовлетворять требованиям высокопроизводительной обработки.
Разработка группового технологического процесса производится в следующей последовательности:
на выбранные характерные детали-представители или комплексные детали производится предварительная разработка группового технологического процесса;
определяется возможность и целесообразность обработки по этому процессу остальных деталей группы;
проектируется необходимая оснастка внутри группового потребления, т.е. групповые приспособления и сменные вкладыши к ним, обеспечивающие обработку на этих приспособлениях всех деталей группы. По этому же типу проектируется режущий инструмент и вспомогательный инструмент;
определяются схемы установки деталей, диапазон их размеров, способы закрепления;
проектируются технологические наладки к деталям, обеспечивающие быструю переналадку оборудования при замене партий обрабатываемых деталей;
окончательно формируются групповой технологический процесс и групповая поточная линия.
В ряде случаев в процессе объединения деталей и разработки групповых технологических процессов выявляется необходимость корректировки чертежей в направлении унификации габаритных размеров, повышения технологичности конструкций деталей. Эта корректировка производится с целью повышения конструкторской и технологической общности группируемых деталей и облегчения построения группового технологического процесса обработки. Одновременно проводится унификация заготовок.
Метод групповой обработки, основанный на подборе деталей с общими конструкторско-технологическими признаками, является основой автоматизации. На этом методе базируется организация ГПС. Однако он еще более эффективен в условиях предприятий малого и среднего бизнеса. Известно, что применение приспособлений позволяет повысить производительность труда и качество выпускаемой продукции. Но при незначительных объемах изготовления деталей стоимость приспособлений, приходящихся на единицу продукции, делает ее выпуск нерентабельным. Однако, если подбирается большое
количество однотипных деталей, то обобщенный объем их выпуска достаточно велик, и в этом случае стоимость приспособления, приходящаяся на единицу продукции, существенно снижается. Этот подход предопределяется особенностями конструкции группового приспособления. Оно, как правило, состоит из базовой детали, переналаживаемых или сменных базирующих и зажимных элементов. Пример такого приспособления в виде группового кондуктора для обработки группы валиков (рис. 4.1) представлен на рис. 4.2.
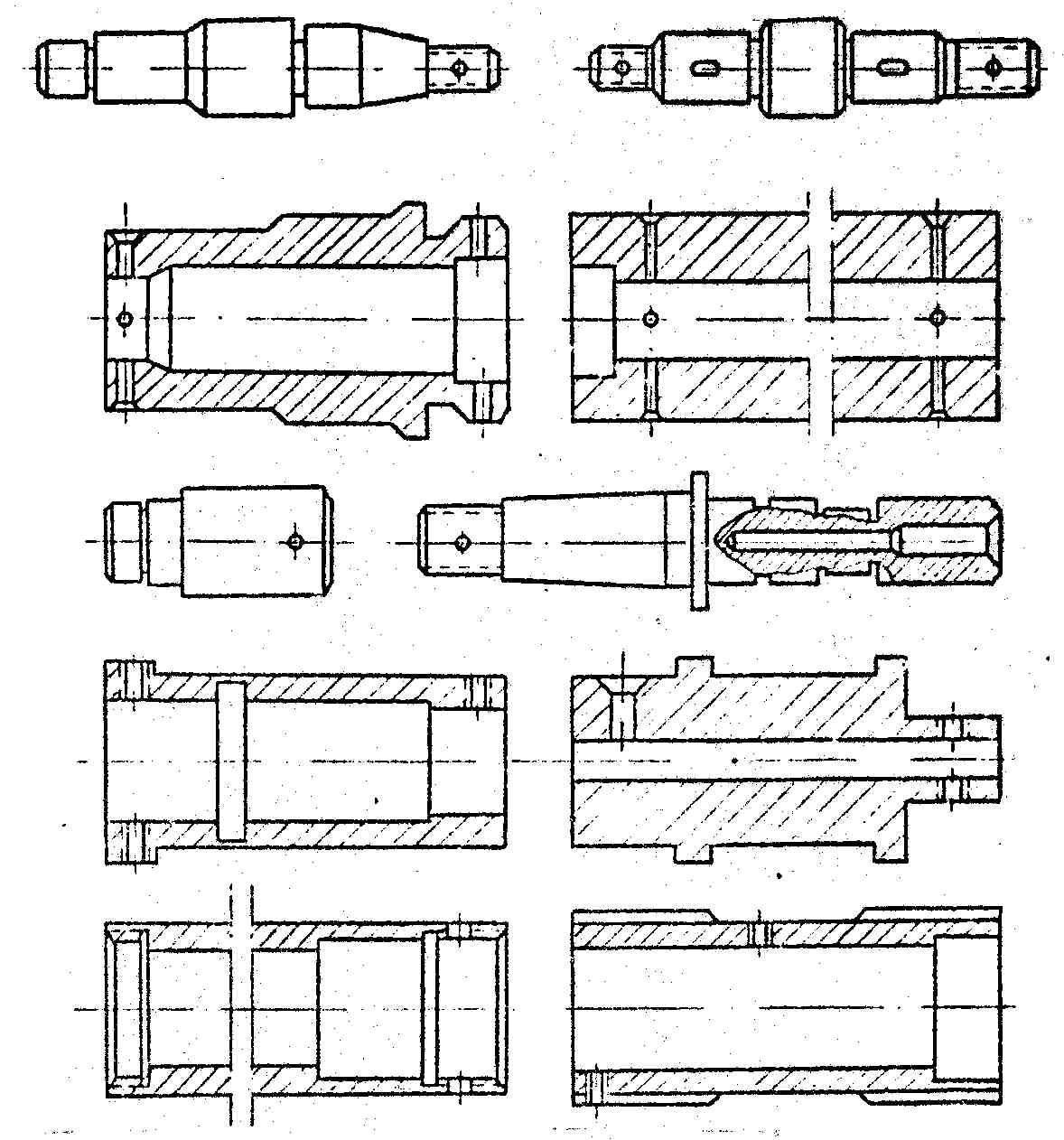
Рис. 4.1. Группа деталей типа валиков
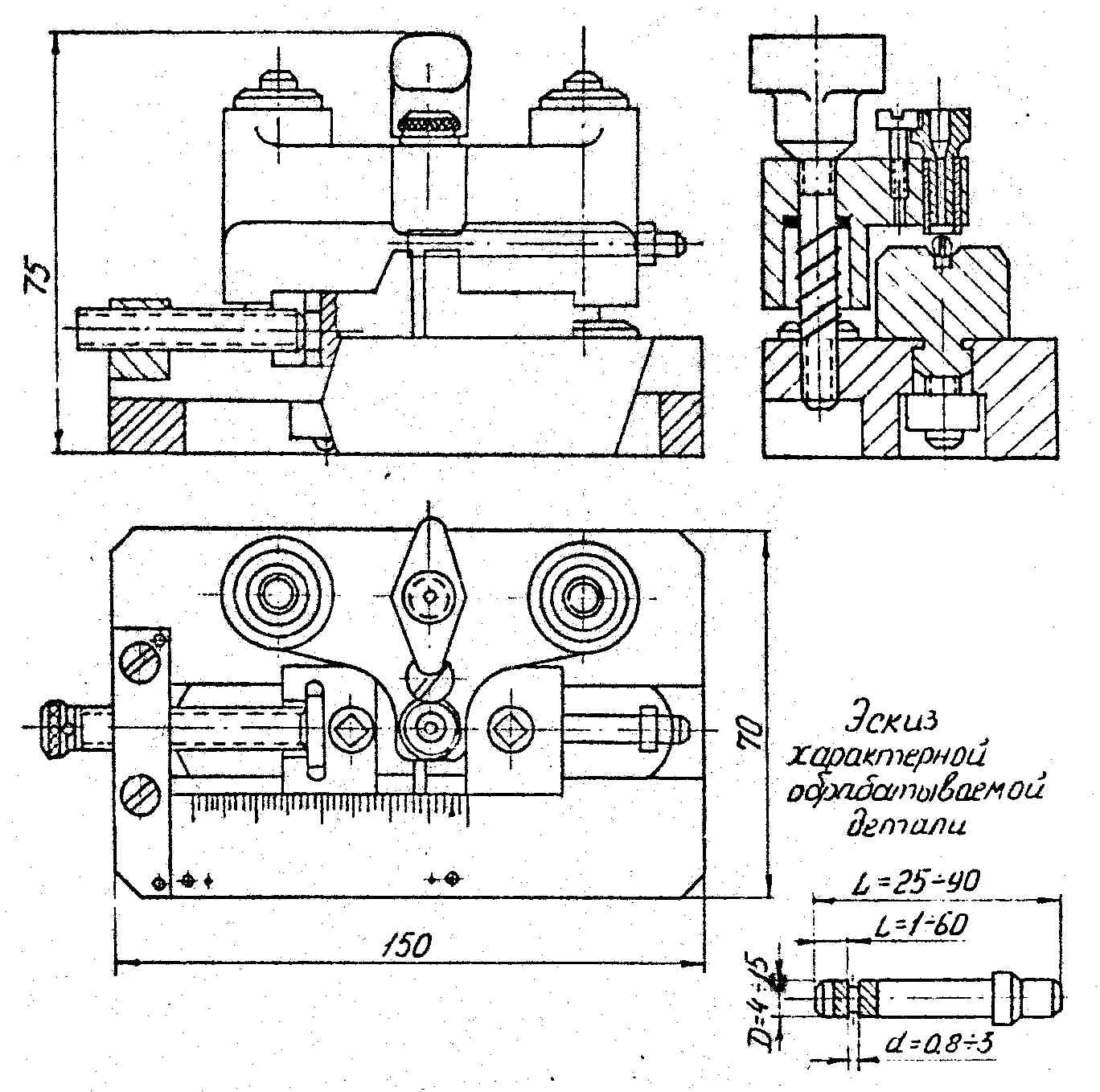
Рис. 4.2. Групповой кондуктор для обработки валиков